
PET/PP针刺非织造滤材制作工艺对其性能的影响分析
2015-03-03 01:01李恒同朱波涛郭金鑫张如全
中原工学院学报 2015年6期
刘 曼, 李恒同, 文 娅, 朱波涛, 郭金鑫, 张如全
(1.武汉纺织大学 纺织科学与工程学院, 武汉 430200; 2.太仓安佑无纺科技有限公司, 江苏 苏州 215412)
PET/PP针刺非织造滤材制作工艺对其性能的影响分析
刘 曼1, 李恒同2, 文 娅1, 朱波涛1, 郭金鑫1, 张如全1
(1.武汉纺织大学 纺织科学与工程学院, 武汉 430200; 2.太仓安佑无纺科技有限公司, 江苏 苏州 215412)
以PET、PP纤维为原料,制得复合针刺非织造滤材,通过极差分析法及方差分析法分析了PET和PP的混合比、针刺速度及针刺频率对PET/PP复合针刺非织造滤材断裂强力、密度、厚度的影响。实验结果表明:在PET与PP混纺比为3∶7,针刺速度为23.12 m/min,针刺频率为311.3 Hz的情况下,PET/PP复合针刺非织造滤材综合性能达到最佳。在显著水平为0.1的条件下,混合比例对PET/PP复合针刺非织造滤材断裂强力有显著影响。
PET/PP针刺过滤材料;针刺非织造布;过滤非织造布;正交实验
随着空气质量的下降,人们对空气过滤材料有了更加严格的性能要求。非织造滤材因其在过滤效率、容尘能力等方面的突出优势,已逐渐代替传统纺织滤材并占据纤维类过滤介质领域的主导地位。针刺非织造布具有三维杂乱结构,可使过滤的颗粒物在孔隙中与纤维充分接触[1],其弯曲通道的孔径结构特别适合制作过滤材料[2]。我国将要公布的针刺过滤布新标准,对针刺过滤布力学性能的要求更加严格,因而研究影响过滤材料性能的工艺参数变得十分重要[3]。PP(聚丙烯)具有较高的熔点、较低的密度、较好的机械性能,且电绝缘性较好。采用PP作原料生产的产品普遍拥有较好的光泽性,且无毒无味。另外,PP原料易得、价格不高并能循环利用。但是PP同时也具有一些缺点,如成品刚性差、成型收缩率大、尺寸稳定性差、在光热条件下易降解、温度低时易脆裂、与极性无机填料和有机纤维的界面黏合力小等,这些缺点不利于PP的发展。PET(聚对苯二甲酸乙二醇酯)结晶度高,熔点范围255~260 ℃,当温度达到280 ℃以上时开始热降解。这种材料在有机和油类溶剂中均具有不错的化学稳定性且不溶于一般溶剂,其电性能在高温高频下仍良好,而且具有良好的成纤性能、机械性能、抗蠕变性、硬度和强韧性,但是其吸水性较差。
本文通过正交实验法制得复合针刺非织造滤材,通过极差分析法及方差分析法分析PET与PP混合比、针刺速度及针刺频率对PET/PP复合针刺非织造滤材断裂强力、密度、厚度的影响,为PET/PP复合针刺非织造滤材的开发提供一定的方法。
1 实 验
1.1 正交实验
实验材料选择PET和PP。PET和PP按照一个组200 g等分为所需数量。将PET与PP按照20∶80、30∶70、40∶60的比例充分混合。对混合物进行开松、梳理、交叉铺网、预针刺和主针刺加工。加工设备为开松机、梳理机、铺网机和针刺机。
选取PET与PP的混和比、针刺速度和针刺频率3个因素,从每一个因素中取出3个水平,然后根据L9(33)正交表来进行实验,具体如表1所示。
不考虑交互作用,分析各因素对PET/PP针刺非织造材料的影响。具体正交实验方案L9(33)如表2所示。
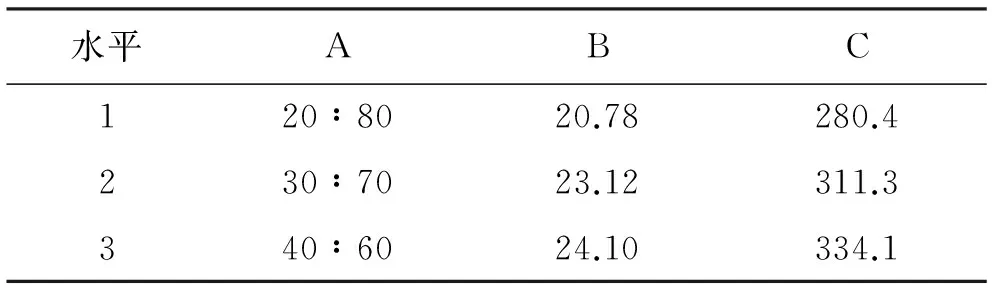
表1 实验因子水平编码表
注:A为PET与PP的混合比;B为针刺速度(m/min);C为针刺频率(Hz)
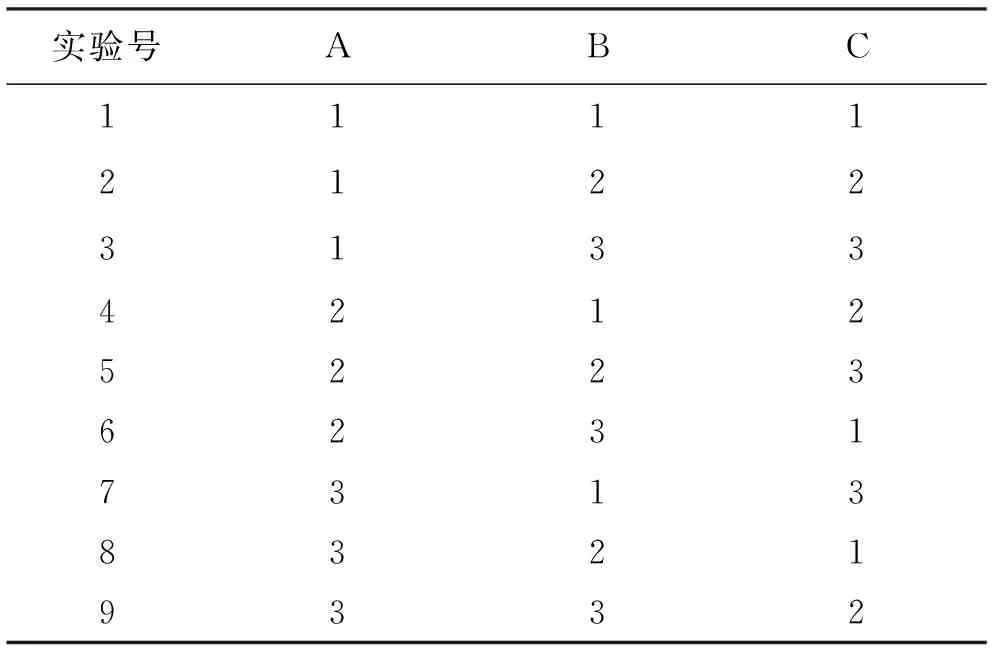
表2 正交实验方案
注:A为PET与PP的混合比;B为针刺速度(m/min);C为针刺频率(Hz)
1.2 织物性能测试
对实验制得的织物进行重量、厚度以及断裂强力测试,以这3个指标来判断织物的性能。
(1)实验仪器为直尺、剪刀、电子天平CP303、YG9(B)141D型织物厚度仪、尺子、织物强力机YG065H。
(2)测试方法:把9种PET/PP针刺过滤材料分别剪成10 mm×10 mm试样各50片,用以测量试样的质量、厚度;把9种PET/PP针刺过滤材料分别剪成5 mm×25 mm试样各50片,用以测量试样的断裂强力。
2 实验结果及分析
2.1 性能测试结果
断裂强力、质量、厚度的测试数据见表3。

表3 参数测试数据
2.2 正交实验结果分析
2.2.1 极差分析
对质量、厚度、断裂强力3个性能指标测试得到的数据采用极差分析法分析,结果见表4。
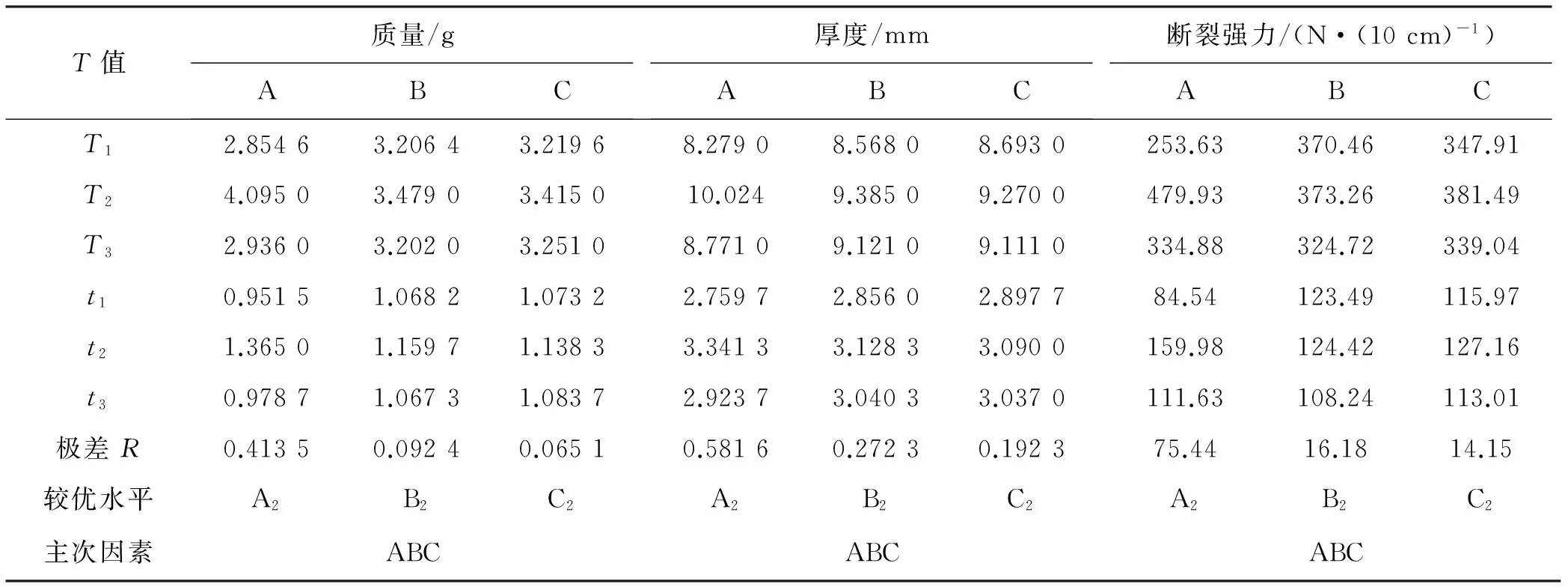
表4 正交实验结果
由表4可知,不论是以质量(以质量越大越好为出发点进行考虑),还是以厚度(以厚度越厚越好为出发点进行考虑),或是以断裂强力(以断裂强力越大越好为出发点进行考虑)为标准进行分析,均可以得到同样的结论,即主次因素和较优水平均为A2B2C2。而从试样质量、厚度、断裂强力这3个不同指标出发进行分析,最后得出较优水平为A2B2C2。所以选择PET与PP的混纺比为30∶70,针刺速度为23.12 m/min,针刺频率为311.3 Hz。
2.2.2 方差分析
将实验数据总变差平方和分解为实验误差引起的误差平方和和各因素水平(含因素间交互作用)引起的因素平方和,对二者进行分析,得出各因素对实验指标影响的显著性,可弥补极差分析法无法估计实验误差的缺点。
对PET/PP非织造针刺滤材的力学性能做方差分析,所得结果见表5。
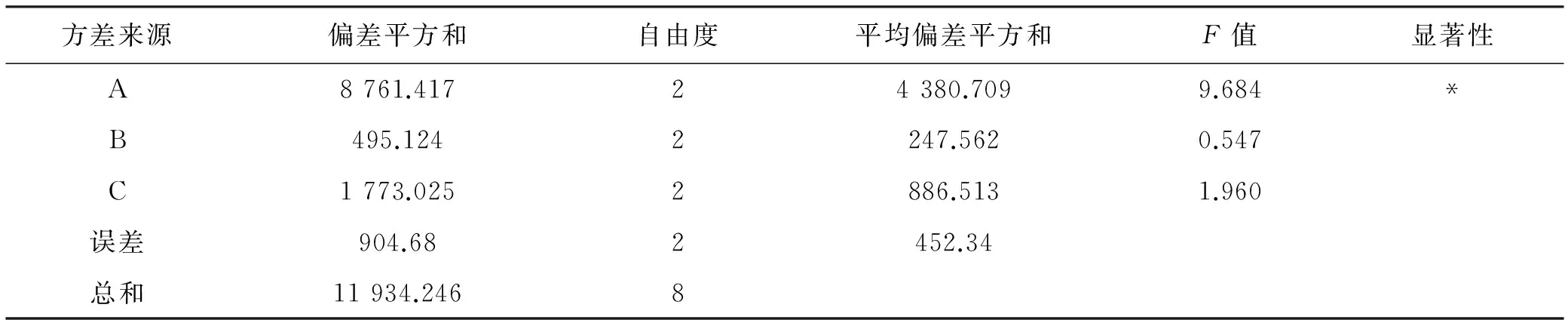
表5 力学性能方差分析
注:*表示在显著水平a=0.1条件下某因素对指标的影响是显著的,其中a=0.1时,F(2,2)=9。
由表5可知,F值代表了不同因素对材料力学性能值的影响程度,FA>F(2,2)>FC>FB。在显著水平a=0.1条件下,PET与PP的混合比对PET/PP针刺非织造材料断裂强力的影响显著;而针刺速度和针刺频率对材料断裂强力的影响均不显著,其中针刺频率对材料力学性能的影响略大于针刺速度。
对PET/PP非织造针刺滤材的质量做方差分析,所得结果详见表6。

表6 质量方差分析
由表6可知,F值代表了不同因素对材料力学性能的影响程度,F(2,2)>FA>FC>FB。在显著水平a=0.1条件下,PET与PP的混合比、针刺速度和针刺频率工艺参数对PET/PP针刺非织造材料质量的影响均不显著。其中,PET与PP的混合比对材料质量的影响最大,其次为针刺频率,针刺速度对材料质量的影响最小。
对PET/PP非织造针刺滤材的厚度做方差分析,所得结果见表7。

表7 厚度方差分析
由表7可知,F值代表了不同因素对材料力学性能的影响程度,其中a=0.1时,F(2,2)=9;F(2,2)>FA>FC>FB。在显著水平a=0.1条件下,PET与PP的混合比、针刺速度和针刺频率对其厚度的影响均不显著。其中,PET与PP的混合比对材料质量的影响最大,其次是针刺频率,针刺速度对材料厚度的影响最小。
方差分析的结果表明,影响断裂强力、密度、厚度的主次因素都为ACB,不同于极差分析的ABC,但考虑到极差分析法无法顾及到实验过程中可能产生的实验误差影响,而且在极差分析中B、C因子影响程度几乎一样,因而以方差分析结果为主。在方差分析中, PET与PP的混合比为断裂强力、密度、厚度的最主要影响因素,影响程度远远大于因素B(针刺速度)和因素C(针刺频率),这与极差分析结果一致。
3 结 语
通过对实验数据进行极差分析和方差分析,可以得到较优的工艺参数,即PET与PP混合比为3∶7、针刺速度为23.12 m/min、针刺频率为311.3 Hz;PET与PP的混合比对PET/PP针刺非织造滤材断裂强力的影响显著,是断裂强度、密度、厚度的主要影响因素。
[1] 张威,谷海兰. 非织造空气过滤材料对PM2.5的过滤性能[J]. 上海纺织科技,2013 (2): 59-61.
[2] 王洪,刘明奇,吴海波. 带电针刺过滤材料的研究[J]. 产业用纺织品,2014,260(9):17-21.
[3] 陶晖. 用于大气污染控制的袋式除尘和非织造滤料[J]. 产业用纺织品,2005,172(2):27-35.
(责任编辑:姜海芹)
The Effect of Process Parameters to the Performance of PET/PP Needle Non-woven Filter Materials
LIU Man1, LI Heng-tong2, WEN Ya1, ZHU Bo-tao1, GUO Jin-xin1, ZHANG Ru-quan1
(1. Department of Textile science and engineering, Wuhan Textile University, Wuhan 430200;
2. Taicang Anyou No-woven Science and Technology Co.,Ltd., Suzhou 215412, China)
Taking PP, PET fibers as raw material, composite nonwoven filter fabric is manufactured in the needle machine by the orthogonal test method. And using the analysis of range and variance, the effect of mixing ratio, needling speed and density on breaking strength, density and thickness of PET/PP acupuncture composite nonwoven filter fabric is researched. The results show that the overall performance of PET/PP composite needle non-woven filter fabric is the best under the blend ratio of PET/PP 30∶70, acupuncture speed of 23.12 m/min, acupuncture frequency of 311.3 Hz.The blend ratio of PET/PP to the breaking strength has a significant effect in the significant level of 0.1.
PET/PP needle filter materials; needle non-woven fabric; filter non-woven fabric; orthogonal test
2015-06-26
湖北省自然科学基金重点项目(2013CFA090);湖北省大学生创新训练计划项目(201410495024)
刘曼(1993-),女,湖北武汉人,硕士生,主要研究方向为非织造材料。
1671-6906(2015)06-0033-04
TG142.1
A
10.3969/j.issn.1671-6906.2015.06.007
猜你喜欢
四川劳动保障(2021年9期)2022-01-18
初中生世界(2021年43期)2021-11-23
纺织检测与标准(2021年3期)2021-07-06
今日农业(2019年15期)2019-09-03
中学数学研究(江西)(2019年5期)2019-06-11
小哥白尼(军事科学)(2018年2期)2018-05-25
东方女性(2016年4期)2016-04-28
中医研究(2014年8期)2014-03-11
中医研究(2014年6期)2014-03-11
中学数学杂志(初中版)(2014年1期)2014-02-28
