基于渐开线齿轮范成仪的改进设计
2015-03-02 05:42朱志恒
吉林化工学院学报 2015年4期
孙 东,高 路,何 壮,陈 浩,朱志恒,胡 帅,杨 航
(1.吉林化工学院工程训练中心吉林吉林132022;2.吉林化工学院机电工程学院,吉林吉林132022)
齿轮的加工方法,就其原理来说有仿形法和范成法两种,其中范成法加工齿轮是常用的方法.各高校开设的《渐开线齿轮范成》实验,学生可以通过对渐开线齿廓范成实验的操作,更好地理解范成法加工齿轮的基本原理,直接接触到生产一线的技术问题和操作问题,因此,该实验具有很强的实验性和针对性[1].
齿轮范成仪相当于用齿条型刀具加工齿轮的机床,在齿轮范成实验中,通过齿轮范成仪来模拟齿轮坯与刀具相对滚切(包络线形成)的过程.在不考虑切削和让刀运动的情况下,用纸板作轮坯,刀具与轮坯相对滚动时,刀刃在图纸上所印出的各个位置的包络线,就是被加工齿轮的齿廓曲线,试验时依次用铅笔在纸板上绘出刀具的刀刃廓线,每次所描下的刀刃廓线相当于齿坯在该被刀刃所切去的部分,这样就能清楚地观察到包络线形成的过程,相当于齿轮范成的过程[2].
传统的范成仪采用手动推进进行演示,无法精确地改变其进给行程,画出的渐开线轮廓粗糙且会产生较大的误差;演示一般需要两人共同完成而且用时较长,不便于教学讲解和实验操作.基于此,我们对传统的齿轮范成仪进行了改进设计,把老式范成仪的手动操作为电子控制自动操作,实现了操作精确方便,利于实验教学.
1 方案设计
如图1所示为改进设计的渐开线齿轮范成仪,本产品分电子控制和机械机构两大部分,由齿条1、轮坯(纸板)2、电子驱动控制装置3、操作按键4和螺杆5组成.通过对单片机编程控制步进电机驱动,使电机按要求转动,通过联轴器使电机和螺杆同步转动,带动齿条刀具匀速进给.操作由进给,归零和回程3个控制键控制,每按进给键一次电机带动螺杆正转5圈,齿条进给5mm,渐开线齿廓形成一次重复操作直至齿廓线全部形成.按一下回程键回到刀具初始位置.归零键的作用与进给键相反,按一下电机带动螺杆反转5圈,用于微调防止人为操作失误,这部分为程序控制.为了实现不同精度要求,可根据要求,齿条刀具可以达到前进2 mm或1 mm.
2 理论计算
2.1 齿条参数计算
齿条材料选用尼龙66,其特点是机械强度、刚度、韧度、机械减震性和耐磨性良好,同时具有良好的电绝缘能力和耐化学性,机械加工性能好,无蠕动现象,尺寸稳定性好,长期放置在空气中,材料韧性更好,承受冲击能力更强.工作温度为20℃时尼龙齿条的疲劳极限 σk=90MPa[3].按设计要求,齿条的参数见表1[4-5].
齿条刀具的基本参数为:m=20,α=20°,h*a=1,c*=0.25

表1 齿轮齿条参数*
2.2 螺杆的校核计算
螺杆材料为45钢,螺母材料为铸铁.根据设计要求,选择M8×1-8H的螺杆,螺杆的基本尺寸见表2[6-7].对于螺旋传动,主要失效形式是螺纹的磨损、螺杆的变形、螺杆或螺纹牙的断裂.因此需要进行耐磨性、刚度、稳定性、强度和驱动力矩、效率与自锁等计算[8].
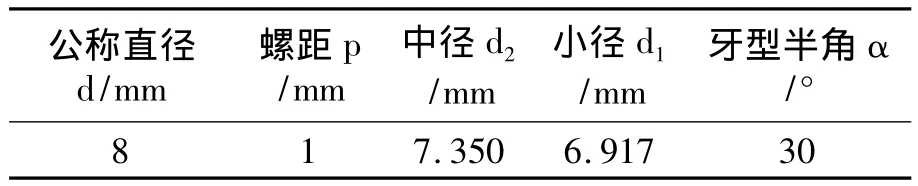
表2 螺杆的基本尺寸
2.2.1 耐磨性计算
为了提高螺旋传动的寿命,必须限制螺纹工作表面的压强,使其小于或等于许用压强.已知螺杆所承受的轴向载荷为10 N,螺母高度为20 mm,螺杆最大工作长度为300 mm.
式中p为螺纹工作表面实际平均压强(MPa);[p]为许用压强(MPa),由表3;Fa为轴向载荷(N);d2为螺纹中径(mm),见表2;H为螺母高度(mm);h为螺纹工作高度(mm),对三角形螺纹h=0.541 3P=0.541 3 mm;P 为螺矩(mm).
计算得:p=0.04 MPa≤[p]=6 ~8 MPa,耐磨性满足要求.
2.2.2 效率、驱动力矩及自锁计算
对于螺旋传动,为避免螺旋副因摩擦力过大而转动不灵活,需要进行驱动力矩及效率的计算,确定螺旋副的自锁条件.
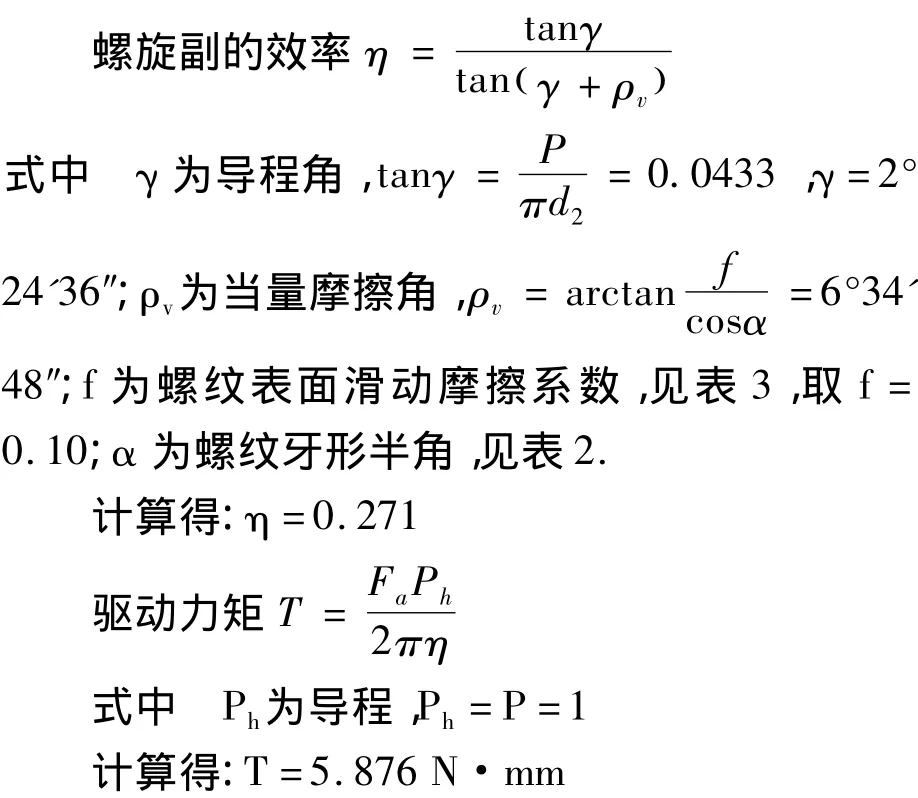
由计算可知:γ≤ρv,所以螺旋副发生自锁.
2.2.3 刚度计算
螺杆在轴向载荷Fa和转矩T的作用下将产生变形,引起螺距的变化,影响螺旋传动的精度.因此要把螺距的变化量限制在允许的范围内.
式中:λ为1 m长的螺纹上螺距累积变化量(μm);E、G为螺杆材料的弹性模量和剪切弹性模量(MPa),见表3.
计算得:λ =2.039 μm/m≤[λ]=55 μm/m,见表3,刚度满足要求.
表3 螺旋副材料的有关参数
2.2.4 稳定性计算
由于螺杆受压力作用,且螺杆长度与直径的比值较大,因此应对螺杆进行稳定性计算.根据工程力学,螺杆失稳的临界轴向载荷为
式中:L为螺杆最大工作长度(mm);m为支承系数(MPa),见表3.
计算得:Fac=2342.7N
为保证螺杆不失稳,必须使

式中:Famax为最大轴向载荷(N),Famax=Fa;
SF为安全系数,SF=2.5-4

2.2.5 强度计算
螺杆的强度可按第四强度理论进行验算.

d1为螺杆螺纹小径(mm),见表2;[σ]为螺杆材料的许用应力(MPa),[σ]= σs/(3—5)=72~120 MPa;σs为材料的屈服极限,见表3.
计算得:σ =0.307 MPa≤[σ],螺杆强度符合要求.
由于螺杆材料强度比螺母材料强度高,因此,需要对螺母螺纹进行强度计算.

式中:d为螺纹大径(mm),见表2;b为螺纹根部宽度(mm),b=P=1 mm;n为旋合扣数,n=H/P=20;[τ]、[σb]为螺纹材料的许用剪应力和许用弯曲应力,见表3.
计算得:τ=0.02 MPa <[τ],σb=0.06 MPa<[σb],螺纹强度符合要求.
2.2.6 有限元设计
利用UG软件的有限元分析功能对螺杆进行受力有限元分析[9].分析过程中,传动轴总长度Li=330 mm螺纹长度为Li=300 mm在距离固定端距离最大时传动轴所受最大扭矩产生的变形最大,此时Ti=5.876 N/mm轴向力约为Fi=10 N.钢材料的[σ]=72~120 MPa,经有限元分析计算,传动轴的实际长度累积变化量λ=1.043×10-0.03mm,刚度符合要求.分析云图如图2所示.
图2 UG对螺杆有限元分析
3 电路设计
220 V交流电经开关电源转12V直流电对电路供电,12 V电压对步进电机供电(C3电容起滤波作用),12 V电压经稳压芯片7805输出5 V电压对单片机供电通过程序使单片机控制步进电机驱动器工作,步进电机驱动器的工作电压为12 V,2A,通过内部程序使LED灯闪烁,检测按键是否按下来分别控制步进电机的行进圈数以及转动方向[10-11],如图3所示.图4为线路板.

图3 控制电路图
图4 线路板
4 自动控制程序的设计
4.1 定义接口
输出接口定义:CPU运行指示灯LED,步进电机使能信号ENABLE、步进脉冲信号GO,步进方向信号DIR,驱动方式推挽;输入按键接口定义:单次前进5圈控制键key1,单次后退5圈控制键key2、总后退60圈控制按键key3;步进电机驱动器设置脉冲数/转=6400.编写单片机程序,当key1点动时,ENABLE=0,DIR=1,GO 发出32000脉冲,电机前进5圈,当key2点动时,ENABLE=0,DIR=0,GO 发出32000脉冲,电机后退5 圈,当 key3 点动时,ENABLE=0,DIR=0,GO 发出384000 脉冲,电机后退 60 圈[12-13],其他情况ENABLE=1,电机停止工作.步进电机行进速度与步进脉冲信号周期相关,由于程序任务单一,步进脉冲信号周期通过延时程序控制.
4.2 程序的编写
#include"C8051F410.h"
#include <intrins.h>
//定义接口
sbit LED=P0^0;//运行指示灯
sbit GO=P2^5;//步进脉冲
sbit DIR=P2^6;//转动方向
sbit ENABLE=P2^7;//步进电机使能控制口
sbit key1=P1^3;
sbit key2=P1^4;
sbit key3=P1^5;
unsigned char key_dat;
unsigned long SETPPER;
……
5 结 论
齿轮范成仪的改进设计,通过程序使单片机控制步进电机驱动器工作,实现操作的自动化;通过螺杆传动带动齿轮齿条啮合传动,实现实验过程的平稳性和精确性.对于高校《机械原理》课堂教学演示和实验教学具有很强的实用性.
[1] 齿轮范成仪的改进[EB/OL].http://www.docin.com/p-92143753.html.
[2] 于兴芝,赵德中.基于渐开线齿廓范成仪的结构改造[J].机床与液压,2010.
[3] 尼龙 66 的特性[EB/OL].http://www.zhtool.com/sell/show-211059.html.
[4] 孙桓,李继庆.机械原理教程[M].西安:西北工业大学出版社,2003.
[5] 焉利群,高路.机械设计基础[M].北京:化学工业出版社,2012.
[6] 唐增宝,何永然,刘安俊.机械设计课程设计[M].武汉:华中科技大学出版社,2006.
[7] 廖念钊,古莹菴.互换性与技术测量 M].4版,北京:中国计量出版社,2006.
[8] 庞振基,黄其圣.精密机械设计[M].北京:机械工业出版社,2006.
[9] 沈春根.UG NX 7.0有限元分析入门与实例精讲[M].北京:机械工业出版社,2010.7.
[10]宋受俊,刘景林.两相混合式步进电机驱动器的优化设计[J].电气传动,2006.
[11]杨和平,周旋.步进电机的特点及应用[J].黑龙江科技信息,2007.
[12]鲍可进.C8051F410单片机原理及应用[M].北京:中国电力出版社,2006.23-66.
[13]潘琢金译 C8051F410/1/2/3混合信号ISP FLASH微控制器数据手册[Z].Rev 0.7新华龙电子有限分司.2006.
猜你喜欢
重型机械(2020年3期)2020-08-24
装备制造技术(2020年12期)2020-05-22
水运工程(2020年2期)2020-02-26
物流技术与应用(2019年6期)2019-07-16
橡塑技术与装备(2018年20期)2018-10-20
橡塑技术与装备(2018年10期)2018-05-18
水利科技与经济(2016年7期)2016-04-25
重型机械(2016年1期)2016-03-01
机械工程师(2015年10期)2015-02-02
机电产品开发与创新(2014年6期)2014-03-11