基于步进控制的自动钻床气控回路设计与仿真
2015-02-24 07:38刘文婷王锋波祁炳楠
机床与液压 2015年22期
刘文婷,王锋波,祁炳楠
(聊城大学机械与汽车工程学院,山东聊城 252059)
气动时序逻辑系统是为实现自动化广泛采用的一种控制方法,常见的行程程序控制就属于时序逻辑系统问题。行程程序控制常用的设计方法有X-D线图法和扩大卡诺图法等,设计时执行元件气缸用字母表示,气缸的两种状态用下标“1”和“0”表示。例如,A0表示A缸缩回、A1表示A缸伸出。对于每个气缸的运动只有完全伸出和完全退回两种状态时,XD线图法和卡诺图法比较方便[1-2]。但在一些场合例如,钻床钻头需多次进退以便排屑时,上述两种方法已不再适用,此时采用气动步进控制能方便快捷地解决问题[3]。
1 步进模块的结构原理
设系统中含m个步进模块,单个步进模块由记忆元件 (二位三通阀)、与门元件 (双压阀)和7个气口 Pin、Pon、Fn、Rn、DLn、Sn、DRn组成,如图 1 所示。工作时,模块中Fn气口与相邻上一模块DR(n-1)气口相连,第一个模块的F1气口与最后一个模块的DRm相连;模块的Rn气口与相邻下一模块DL(n+1)气口相连,最后一个模块的Rm气口与第一个模块的DL1气口相连;Pin气口依次相连并接气源;Sn气口接各行程阀发出的控制信号;Pon气口接控制执行元件换向的驱动阀。由该步进模块的结构原理可知,切换步进模块中的二位三通阀,该模块即有控制行程程序的气信号输出,该气信号分别接通 Fn、Pon、Rn气口,如上所述各有其用。二位三通阀的切换取决于DLn与Sn是否同时有信号 (即:与DLn接通的上一模块是否有气信号接通,与Sn接通的行程阀是否被压下),二者同时有气信号时,二位三通阀被切换,切换后Fn输出的气信号需通过DR(n-1)气口将上一模块中的二位三通阀复位。
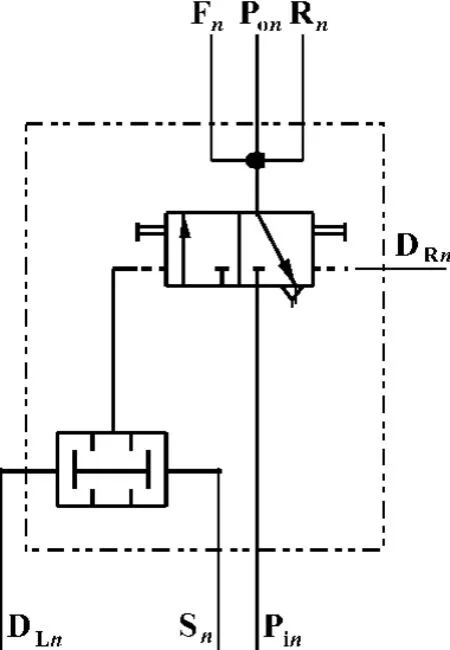
图1 步进模块结构原理图
2 自动钻床气控回路
气动钻床加工零件时,由夹紧缸将零件定位夹紧,再由进给缸通过齿轮齿条机构实现钻头进退。当加工孔较深时,通过控制进给缸多段进退将铁屑排出[4]。
2.1 钻头二次进给回路
钻头二次进给时,该自动钻床工作程序为:按下启动开关,夹紧缸A前进将工件夹紧→进给缸B带动钻头进给→钻头至行程阀B2时缸B退至B1排铁屑→继续进给至B3再退至B0完成钻孔→缸A退回松开工件。以上6个程序的程序式可写为 [A1B2B1B3B0A0]。
根据上述要求,自动钻床气动控制系统如图2所示,其核心为图1所示的步进模块。整个行程程序共有6个动作,需要对应6个控制模块。图2所示为初始状态,步进模块1—5无输出,模块6的R6气口有输出。此时,A、B两缸都处于退回状态,行程阀A0、B0被压下。模块1的DL1与R6相连,S1通过启动开关与A0相连,因此当按下启动开关时,DL1与S1同时有气信号,满足模块1中二位三通阀切换的条件。切换后模块1的F1、Po1和R1气口都有气信号输出,气缸A进给直至压下行程开关A1,此时R1与A1同时有气信号输出。而R1、A1分别与模块2的DL2、S2相连,二者同时有气信号时满足模块2中二位三通阀切换的条件。如此循环,直至模块6中二位三通阀输出的气信号使A缸退回松开工件,气动控制系统各元件接口状态又恢复至如图2所示的初始状态,至此完成一个工件的孔加工,下一工件的加工需再次按下图2中的启动开关。
如整个钻床系统自动化程度较高,可将启动开关换为钢球定位结构的启动按钮,这样各工件孔的加工即可自动循环进行,无需每个工件的加工时都按一次启动按钮。

图2 自动钻床钻头二次进给气动原理图
2.2 钻头三次进给回路
当加工孔较深时,可通过增加步进模块的数量实现钻头多次进给。图3所示为钻头可3次进给的钻床自动控制系统,有8个动作,对应8个工作程序,程序式可以写成 [A1B2B1B3B1B4B0A0],所以有8个步进模块控制。一般情况下,回路中有几个全气动步进模块就有几个动作,且步进模块的数目n决定着钻头进给次数l,进给次数l=(n-2)/2。
3 自动钻床气控回路仿真分析
为验证上述系统设计正确与否,用FluidSIM软件对图2所示钻床控制系统进行仿真[5-7],夹紧缸A和进给缸B的状态图如图4所示。曲线表明:气缸A完全伸出夹紧工件后,气缸B开始带动钻头进给,行至行程阀B2对应的行程时退回排屑,退至行程阀B1对应的行程时,再次带动钻头进给直至钻孔完毕,气缸B带动钻头再次退回之后,气缸A退回松开工件。

图4 钻头二次进给气缸行程仿真曲线
当工件所需加工孔较深时,可将系统设计成如图3所示钻头3次进给的状态,仿真曲线如图5所示。图5中的气缸B行程曲线表明:钻头钻孔的过程中有3次进退以排铁屑保证工件的加工质量和加工精度。

图5 钻头三次进给气缸行程仿真曲线
4 结论
利用双压阀的与门功能和双气动二位三通阀的记忆功能,组建了一种新的步进模块,构成自动钻床气控回路的核心,再与其他元件共同组成气动控制回路。最后对气控回路原理图进行FluidSIM仿真并进行分析,实验结果与工作要求完全吻合,从而验证了在钻头需要多次进给的场合使用这种步进模块的可行性与有效性。
[1]李建国.基于PLC的气动机械手的改装设计[J].液压与气动,2011(8):21-23.
[2]马晓明.基于X-D线图的多缸多往复气动回路设计[J].制造技术与机床,2011(5):75 -78.
[3]吴倩,陆春元.纯气动步进控制回路的设计及应用[J].煤矿机械,2007,28(7):28 -30.
[4]许福玲,陈尧明.液压与气压传动[M].北京:机械工业出版社,2007.
[5]郭津津,王晓兰,袁旭.FluidSIM软件在《液压传动》教学中的应用[J].机床与液压,2011,39(2):80 -82.
[6]丁时锋,李清香,王力群,等.基于FluidSIM-P软件的膨胀管开槽机气控系统设计[J].机床与液压,2013,41(22):103-105.
[7]齐继阳,鲁鼎,吴倩.FluidSIM在气动装置设计中的应用[J].液压与气动,2012(8):99 -102.
[8]机械设计手册编委会.机械设计手册单行本气压传动与控制[M].北京:机械工业出版社,2007.
猜你喜欢
天然气与石油(2022年4期)2022-09-21
北京航空航天大学学报(2021年6期)2021-07-20
装备制造技术(2021年1期)2021-05-21
启蒙(2020年11期)2020-12-21
启蒙(3-7岁)(2020年11期)2020-11-28
模具制造(2019年4期)2019-06-24
测控技术(2018年9期)2018-11-25
制造技术与机床(2017年9期)2017-11-27
科技创新导报(2016年9期)2016-05-14
河南科技(2015年2期)2015-02-27