提高催化干气品质技术改造
2015-02-22 09:15:34李永宏任晓妮
延安职业技术学院学报 2015年3期
李永宏,任晓妮
(陕西延长石油集团有限责任公司,陕西延安716000)
提高催化干气品质技术改造
李永宏,任晓妮
(陕西延长石油集团有限责任公司,陕西延安716000)
为了解决延安炼油厂40万吨/年催化裂化装置干气不干的问题,对该装置的吸收稳定系统进行了技改,投用了再吸收塔,恢复了原有流程。技改后在提高干气品质、提高汽油、液化气收率等方面取得了良好的效果。
干气不干;再吸收塔;收率;吸收剂
一、概述
延安炼油厂40万吨催化装置投产于1991年,装置投用后吸收塔一直未投用。由于贫气中带有汽油组分,所以要在再吸收塔中用再吸收剂将汽油组分吸收下来,以增加汽油收率并减少干气带油。再吸收塔操作是来自吸收塔的贫气与来自分馏塔的再吸收剂(一般为轻柴油)进行吸收,进一步回收贫气中携带的C3以上有用组分,控制干气质量。在现代催化裂化工艺中,随着加工量的增加及加工深度的增大,进入吸收稳定系统的气体量进一步增加,吸收稳定系统液化气回收率低的状况将更为明显,也极大影响其它以丙烯为原料的石油化工行业的发展。同时“干气不干”也导致将大量液化气、汽油等有用组分燃烧掉,造成巨大经济损失,降低企业效益。因此,有效降低干气中C3以上组分含量,提高干气品质显得尤为重要。
催化裂化的再吸收塔是用吸收的方法,最大限度的回收液化气和汽油组分,保证干气质量。而我厂40万吨/年催化裂化装置自1991年建成投产以来再吸收塔一直闲置未投用,“干气不干”问题十分突出,随着以FCC装置干气作原料的乙苯装置的投产,对干气提出了严格的工艺指标。我车间2012年确立投用再吸收塔技改项目,2013年6月车间大修期间实施投用。
目前,塔体仅作为干气通道,内构件不存在,现场相对应的工艺管线大部分被拆除,仅有的小部分管线,由于多年的闲置腐蚀锈迹程度严重、贫富吸收油调节阀包括整个调节系统均无、原富吸收油换热器(H-205)在装置改造时被作为冷却器,原轻柴油空冷被分馏顶循占用,以上这些客观条件均需要重新配置、整体恢复。
二、再吸收塔投用工艺
1、再吸收塔投用前改造措施
为确保装置再吸收塔投用后产出质量合格的干气,我车间对再吸收塔系统进行了以下几项改造:
(1)旧再吸收塔多年闲置未用,腐蚀严重;经核算后原塔规格满足我装置正常生产需求,故按原规格更换塔体;
(2)新塔内恢复6层浮阀塔盘;
(3)为降低再吸收剂(轻柴油)温度,改善吸收效果,新增一台冷却器用于冷却柴油温度,冷却后柴油温度降至40℃左右,满足出装置和进再吸收塔要求;
(4)为保证再吸收塔投用后富吸收油返回分馏塔温度达到工艺指标,富吸收油出再吸收塔后与贫吸收油进行换热,温度可达120℃左右;
(5)保留原再吸收塔压油流程,再吸收塔-分馏塔循环发生故障时凝缩油可通过此流程进入R-308,再经过R-201(油气分离器)进入吸收稳定系统。
2、投用后工艺流程
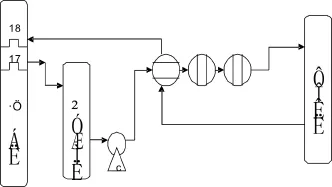
40万吨/年催化裂化装置选择轻柴油作为吸收剂,贫吸收油(195℃-210℃)从分馏塔(T-201)第17层塔盘抽出进入柴油汽提塔(T-202)上部,经柴油泵加压后进入L-204/1与来自再吸收塔的富吸收油进行换热温度降至120℃左右,之后经L-204/2、3循环水冷却后温度降至40℃左右作为吸收剂进入再吸收塔顶部,与来自塔底干气逆向接触进行吸收。富吸收油塔底流出经L-204/1与贫吸收油换热至120℃左右后返回分馏塔第18层塔盘。流程如下图所示:
三、再吸收塔投用后效果
1、干气组分比较

表1、投用前后干气组成对比(体积分数)%
从表1可以看出,再吸收塔投用后干气中丙烯含量从6.87%降至1.32%,降低了5.55个百分点;碳四含量从3.95%降至0.2%,降低了3.75个百分点;碳五含量从5.38%降至0.02%,降低了5.36个百分点;这说明选用挥发度相对较低的轻柴油作吸收剂,可以充分吸收干气中的C3以上组分,基本解决了装置存在的“干气不干”问题,满足乙苯装置生产要求。
2、装置收率比较

表2、投用前后各产品收率对比(质量分数)%
注:2012年7、8月为投用前数据,2013年7、8月为投用后数据。
从表2可以看出,装置自再吸收塔投用后,汽油、液化气和综合收率均有大幅度的提高:汽油收率提高3.08个百分点,液化气收率提高了0.89个百分点,综合收率提高1.8个百分点。按照我装置每年40万吨加工量计算,每年可多产汽油40万吨×3.08%=1.23万吨,多产液化气40万吨× 0.89%=0.36万吨。由以上数据可以看出再吸收塔投用后给我装置带来了巨大经济效益。
四、投用后操作分析
1、对分馏塔操作影响
分馏塔中段循环返回分馏塔第16层塔盘,回流量较大(70t/h),富吸收油返回分馏塔第18层塔盘且返塔量较小(5.0t/h),由于这两个返塔位置距离很近,所以不仅不会对分馏塔操作引起波动,而且相当于增加了部分中段冷回流,使得分馏塔中部温度更容易控制,产品质量更易达标。
2、对再吸收塔操作影响
采用轻柴油作吸收剂,在对柴油收率影响较小的前提下可以保证进入再吸收塔的贫吸收油量,保证了再吸收塔正常操作,干气中的有用组分得到了有效回收,从而提高了干气品质,保证了后路乙苯装置干气需求量。
五、结论
40万吨/年催化裂化装置投用以轻柴油作吸收剂的再吸收塔后,在其它操作条件不变的前提下,回收了干气中携带的C3以上组分,使得干气品质合格,为乙苯装置提供了了合格的原料,同时可降低装置能耗,提高装置经济效益。
[1]张洪军.催化裂化装置吸收稳定系统的技术改造与优化[J].齐鲁化工,2011,39(2):119-120.
[2]大连理工大学化工原理教研室编.化工原理实验[M].大连理工大学出版社,1994,7,1.
[3]王明哲.降低催化裂化干气中C3含量提高液化气收率[J].石油炼制与化工,2005,10,36(1 0)
Improvement of Dry Gas Quality ality’s Technology Transformation ation
Li Yonghong,Ren Xiaoni iaoni
(Shaanxi Yanchang Petroleum Group Co.,Ltd.,Yan’an Shaanxi 716000)
In order to solve the problem of low methane content in natural gas in 400,000 tons/year catalytic cracking unit of Yan’an Refinery,the absorption and stabilization system devices of the unit are technically innovated.Reabsorber is used and its original flow is restored.After the technical transformation,the dry gas’s quality and gas yield of gasoline as well as liquefied petroleum are improved.
dry gas quit;reabsorber;yield;absorbents
IE624.41
A
1674-6198(2015)03-0103-02
2015-02-14
李永宏(1968—),男,陕西洛川人,延长石油集团炼化公司项目指挥部工程师,主要从事石油化工项目建设工作;任晓妮(1973-),女,陕西延川人,延长石油集团延安炼油厂工程师,主要从事石油化工项目建设工作。
猜你喜欢
中国交通信息化(2022年7期)2022-10-27 06:35:32
广州化工(2022年13期)2022-08-01 01:11:14
水泵技术(2022年2期)2022-06-16 07:08:26
石油沥青(2021年4期)2021-10-14 08:50:58
今日农业(2019年11期)2019-08-13 00:48:48
化工管理(2017年36期)2018-01-04 03:26:13
化工科技(2016年1期)2016-06-04 23:15:00
当代化工研究(2016年5期)2016-03-20 16:21:35
化工管理(2015年21期)2015-05-28 12:12:56
石油炼制与化工(2014年9期)2014-04-06 19:35:03