大模数修形梳齿刀的研制与应用
2015-02-20 01:31中信重工机械股份有限责任公司河南洛阳471039申明付
金属加工(冷加工) 2015年13期
■中信重工机械股份有限责任公司 (河南洛阳 471039) 付 薇 申明付 温 涛
大模数修形梳齿刀的研制与应用
■中信重工机械股份有限责任公司 (河南洛阳 471039) 付 薇 申明付 温 涛
摘要:研究大模数修形梳齿刀的齿形修形设计与被加工齿轮齿顶修形量的关系和齿顶圆弧与齿形的过渡关系,设计不同类型的梳齿刀,达到梳齿过程平稳,没有切削振动现象,保证齿形精度和齿形修形合格,齿面表面粗糙度值满足设计要求。
我公司的马格梳齿机(SH1200)是目前世界上屈指可数的3台加工直径超过10m的齿轮精加工设备之一,其加工齿轮用刀具是梳齿刀。梳齿刀是按照齿条与齿轮啮合原理,利用展成方法加工直齿、斜齿和人字齿轮的一种刀具,也称齿条刀。直齿、斜齿梳齿刀用于加工M1~M70mm甚至更大规格的直齿、斜齿和人字齿轮,也可加工空刀槽很小和无空刀槽的人字齿轮。根据梳齿机刀座的不同,设计的是马格型梳齿刀。马格型梳齿刀制造时没有前角,安装在机床上后,依靠刀架的倾斜而获得6°30′的工作前角。按照加工性质的不同,梳齿刀分为粗切梳齿刀、半精梳齿刀和精切梳齿刀3种。根据需要也可设计成磨前梳齿刀、挖根梳齿刀等多种形式。
1. 试验分析
工件名称:φ5.2mm×48m干燥机大齿圈,材质是ZG42CrMo,法向模数Mn=50,齿数z=144,压力角αn=20°,β= 0°(直齿),齿顶修形E=0.94,修形高度Δh=31.42mm,齿根圆弧半径r=19.5mm,齿厚公差Δs=-3.526mm,精度等级AGMA10,齿面表面粗糙度值Ra=3.2μm,设计要求热处理硬度: 280~320HBW。
2. 设计分析
φ5.2mm×48m干燥机大齿圈为Mn50的修形齿轮,Mn50超大模数修形梳齿刀的设计制造在国内还是空白,因此梳齿刀具的设计及制造需要创新。创新点:①需要研究精梳齿刀切削刃齿形修形部分的参数设计与被加工齿轮齿顶修形量的关系,保证被加工齿轮的齿形精度。②研究精梳前挖根梳齿刀的齿顶圆弧与齿形的过渡关系,如果精梳齿刀齿顶圆弧参加吃刀,会使切削产生的弯矩增大,切削抗力急剧增加,导致切削不平稳,产生振动现象,轻者会引起齿面有波纹,表面质量差,严重者会引起啃刀甚至打刀。
3. 刀具设计形式
Mn50齿轮的齿形尺寸不比中小模数,是超大型规格,并且该齿轮要求对齿形修形。据梳齿刀的设计原理,结合日本川崎公司φ5.2mm×48m干燥机齿轮的齿形参数要求,设计了一种挖根梳齿刀(见图1、图2);一种精梳齿刀,如图3、图4所示。梳齿刀材质选用W6Mo5Cr4V2Al,刀具表面涂层TiAlN。刀具表面经涂层TiAlN后能显著提高刀具的耐磨性,提高被加工零件的表面质量。

图1 挖根梳齿刀齿形

图2 挖根梳齿刀
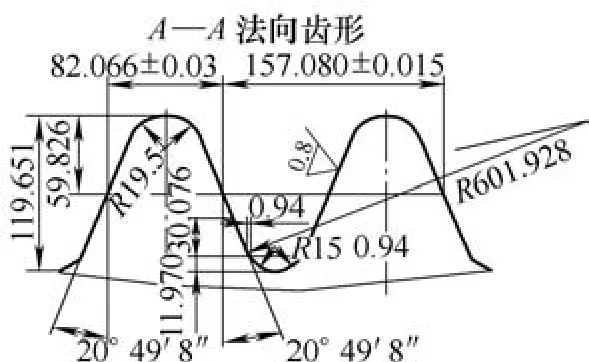
图3 精梳齿刀齿形
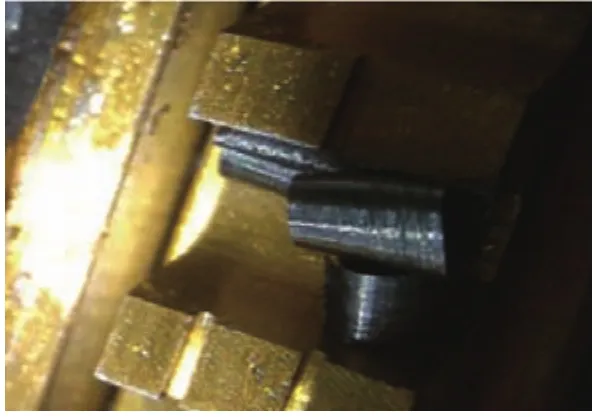
图4 精梳齿刀
4. 刀具应用
梳齿前大齿圈齿厚留量2mm,齿根留量1.0~1.2mm,首先用挖根梳齿刀把齿底深度加工到设计尺寸,再用精加工梳齿刀精梳齿。精梳齿过程中,在齿厚尚有0.2mm留量时,发现精梳齿刀齿顶圆弧参加了吃刀,这使切削产生的弯矩增大,切削抗力急剧增加,导致切削不平稳,有振动现象。引起齿面有波纹,表面质量差,产生啃刀现象。
通过对刀具设计参数进行分析发现,挖根梳齿刀的齿顶圆弧留量太大,不利于精梳齿。
从挖根梳齿刀和精梳齿刀齿形对比可以看出(见图5),两种梳齿刀齿顶圆弧不重合,存在间隙。说明挖根梳齿刀加工后,精梳齿刀的齿顶圆弧参加了切削,这不利于梳齿。因此挖根梳齿刀有改进的空间,需要改进,确保精梳齿刀齿顶圆弧不参加切削。经研究分析,对精梳齿刀改进,保留齿顶圆弧切削部分,把齿侧切削刃按挖根刀齿形设计,补充设计了一种新的挖根梳齿刀(见图6)。
用精梳齿刀改制的挖根梳齿刀加工过程切削平稳,没有发生异常情况,齿轮根部圆弧梳齿顺利。
随后使用精梳齿刀梳齿,梳齿过程平稳,没有振刀现象,圆满完成了大齿圈的加工。大齿圈的齿形经检测合格,验证了该梳齿刀的齿形参数设计正确合理,尤其是对齿形修形部分进行了认真验证,结果完全符合产品设计要求(见图7)。

图5 挖根梳齿刀和精梳齿刀齿形对比
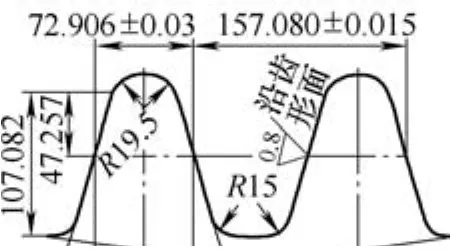
图6 改进后的挖根梳齿刀齿形
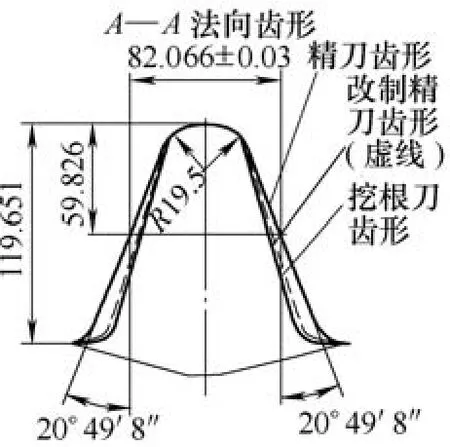
图7 精梳齿刀、挖根梳齿刀、改进的挖根梳齿刀齿形对比图
5. 结语
我公司研制的Mn50修形梳齿刀成功完成了φ5.2mm×48m干燥机齿轮的梳齿加工,加工精度完全符合产品设计要求。目前国内齿轮滚刀最大模数达到Mn45,Mn50超大模数修形梳齿刀填补了国内超大模数齿轮刀具的空白。Mn50超大模数修形梳齿刀研制成功使我公司在超大模数齿轮加工领域具备了独特的技术加工能力,是解决超大模数齿轮加工的最佳选择,对于进一步开发公司产品市场具有较高的战略意义和经济意义。
参考文献:
[1] 张磊,赫连旭阳,黄新华,等.大型齿轮刀具修形技术的研究[J]. 矿山机械,2014(12):119-123.
[2] 蒋冬梅. 三种马格型单头斜齿梳齿刀的设计制造[J]. 装备制造技术,2008(3):123-125.
[3] 胡良斌,李必文. 修形梳齿刀适应性设计原理及CAD方法研究[J]. 装备制造技术,2009 (10):27-29.
[4] 姬建刚,张磊,黄新华,李铁峰. 渐开线圆柱齿轮修形技术及评价方法[J]. 机械传动,2014 (4):172-176.
收稿日期:(20150515)
猜你喜欢
纺织标准与质量(2022年5期)2022-10-27
棉纺织技术(2022年5期)2022-05-18
毛纺科技(2021年8期)2021-10-14
机械工程师(2021年1期)2021-01-22
福建基础教育研究(2020年3期)2020-05-28
中国设备工程(2020年2期)2020-03-30
机械工程师(2018年7期)2018-07-30
舰船科学技术(2018年1期)2018-01-31
制造技术与机床(2017年11期)2017-12-18
启蒙(3-7岁)(2017年1期)2017-04-13