发动机铝合金汽缸盖加工去毛刺方法探讨
2015-02-20 13:47
装备制造技术 2015年7期
(上汽通用五菱汽车股份有限公司,广西 柳州 545000)
汽缸盖(以下简称缸盖)是发动机主要零部件之一,现代汽油发动机缸盖的材料普遍使用铸造铝合金,其具有重量轻,强度高,成型性好,易加工,价格适中,回收率高等特点。各公司会根据产品性能的需求,选用不同牌号的铝合金材料进行铸造,不同材料的加工性能各异。
某工厂一直都生产材料牌号为AC4B(铝硅合金,日本JIS标准,近似于GB YL112)的缸盖。近期通过生产线的改造增加了新型号的缸盖,使用的牌号为A356的铝合金材料(铝硅镁合金,美国ASTM标准,近似于GB ZL101A)。新产品加工过程中,发现较严重的毛刺问题。这些毛刺会在发动机运行中进入主油道。缸盖主油道中的毛刺会导致凸轮轴抱死,OCV阀失效,液压挺柱失效。如果毛刺在装配过程中掉落缸盖垫上,会导致发动机的漏气,油/水泄漏,油水混合等,从而造成发动机动力降低,排放超标,甚至失效等严重问题。为此,本文针对该新型号缸盖加工产生的毛刺问题,提出了一些解决措施,分析了其实施效果。
1 毛刺问题现状
铝合金缸盖加工过程中毛刺问题是缸盖制造过程中长期困扰缸盖技术团队疑难问题。通过多年的生产和改进,旧型号缸盖的毛刺问题已经得到有效抑制和解决。为了适应汽车市场的发展要求,公司推出了新型号的增压发动机,因匹配增压发动机的工况要求,增压缸盖采用了牌号为A356的铝合金材料,在加工增压缸盖过程中,发现了大量的毛刺。缸盖技术团队必须在新产品量产前将毛刺问题解决。
缸盖为箱体类零件,加工工艺主要分为铣面、钻孔、铰孔、镗孔、攻丝和气门导管和阀座加工等。通过收集统计发现,加工过程中产生的毛刺主要是在钻孔(见图1)和面加工(见图2)过程中产生。
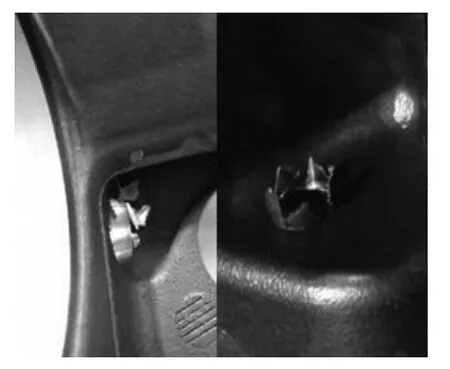
图1孔加工毛刺
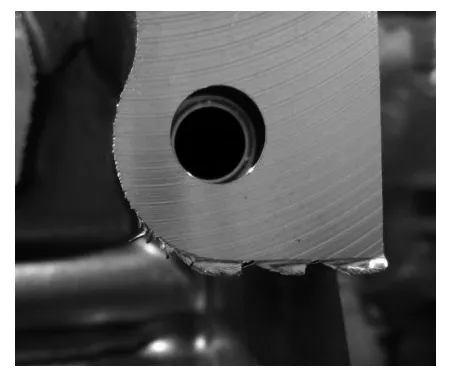
图2面加工毛刺
通过查找相关资料,团队发现A356铝合金的抗拉强度、屈服强度和延伸率均优于AC4B铝合金,在相同加工条件下表现为切削力增大,不易断屑,粘刀等特点,而这些特点会导致钻孔或铣面的过程中边缘的材料容易受压力变形形成毛刺,在刀具的寿命的中后期,刃口磨损到一定程度后,毛刺的问题尤为严重。
2 毛刺问题的解决方法
2.1 机械的方式去除法
增加毛刷(见图3)对孔进行去毛刺。根据经验,针对通孔加工的毛刺,使用毛刷进行验证。经试验,通孔毛刺的问题得到有效解决,但单件加工节拍却比原来增加了28.3秒,节拍超出设计要求且不能通过工艺调整来消化新增的节拍。因此,该措施未能实施。
使用钢丝刷(见图4)替代尼龙刷(见图5)进行去除面边缘毛刺。原加工工艺中已使用尼龙材质的毛刺对各个面进行去毛刺,因面边缘毛刺是受刀具刃口挤压翻边形成,该尼龙毛刷不能有效接触到低于面的毛刺,即使增大每次走刀的磨损补偿,仍有部分毛刺残留。将尼龙刷换为钢丝刷后,去毛刺效果明显增强,但仍有少量粘连较强毛刺残留,因此将钢丝刷作为一个补充的解决措施。

图3孔毛刷

图4面尼龙毛刷

图5面钢丝毛刷
2.2 优化刀具切削参数
针对钻孔毛刺问题,团队计划通过优化切削参数,验证不同的切削参数下的毛刺问题的改善效果,从表1得知,单纯优化切削参数,未能彻底解决毛刺问题。

表1不同切削参数[1][2]下的去毛刺效果
2.3 优化刀具设计
缸盖加工刀具主要有铣刀、钻头、铰刀、镗刀、丝锥,以及气门导管和阀座专用刀具等,下面主要针对于加工毛刺相关的钻头和面铣刀的加工工艺以及刀具设计优化进行讨论。
2.3.1 钻头优化
现使用的钻头为通用钻头,钻尖角度为118°/120°。我们计划通过优化钻尖的角度,从而达到消除毛刺的效果。如表2所示,钻头1将钻尖角度从120°改为141°,改善刀具在钻穿时的切削状况,由挤压改为切削,改进后验证无毛刺,验证成功;钻头2将钻尖由普通的A型钻尖改为E型钻尖,目的同样是为了改善钻穿时的切削状况,改进后验证无毛刺,验证成功。
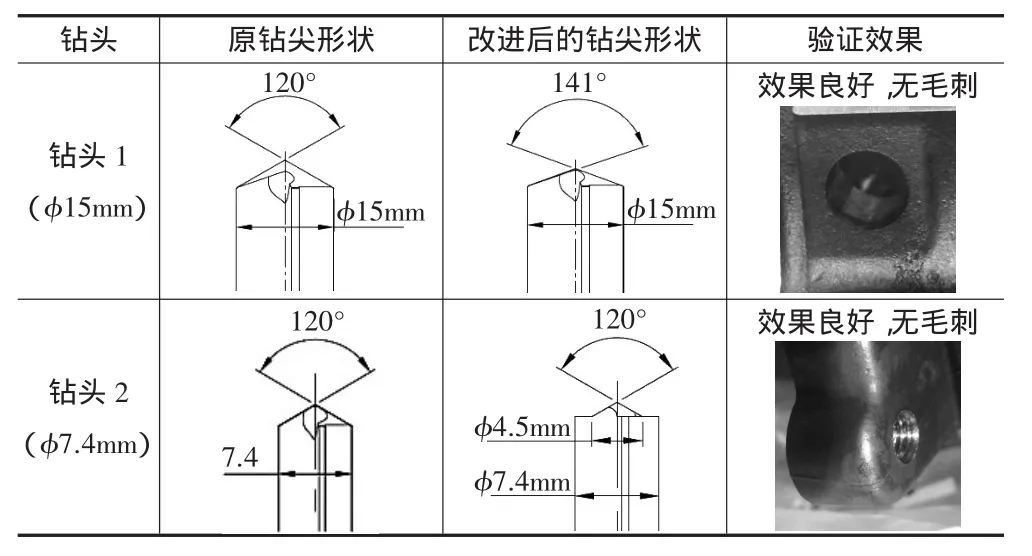
表2钻头改进及验证效果
2.3.2 面铣刀优化
在铣削加工过程中,影响毛刺形成原因的主要因素包括工件材料的机械性能,工件尾部的几何形状,切削参数的选用和刀具的几何角度[3]。团队计划从刀片入手进行验证。如表3所示,铣刀1用于加工缸盖的进排气面,原硬质合金刀片刀尖的圆角为R0.4,改为R0.4进行验证,目的是提升刀片的锋利程度,改进后验证无毛刺,验证成功。铣刀2用于加工缸盖的燃烧室面,原刀片刀尖为45°的倒角,改进的思路是在原45°倒角的基础上增加1个15°的倒角,相当于把切削刃分成两段,一段用于加工,另一段用于去毛刺,经验证效果良好,无毛刺残留,验证成功。
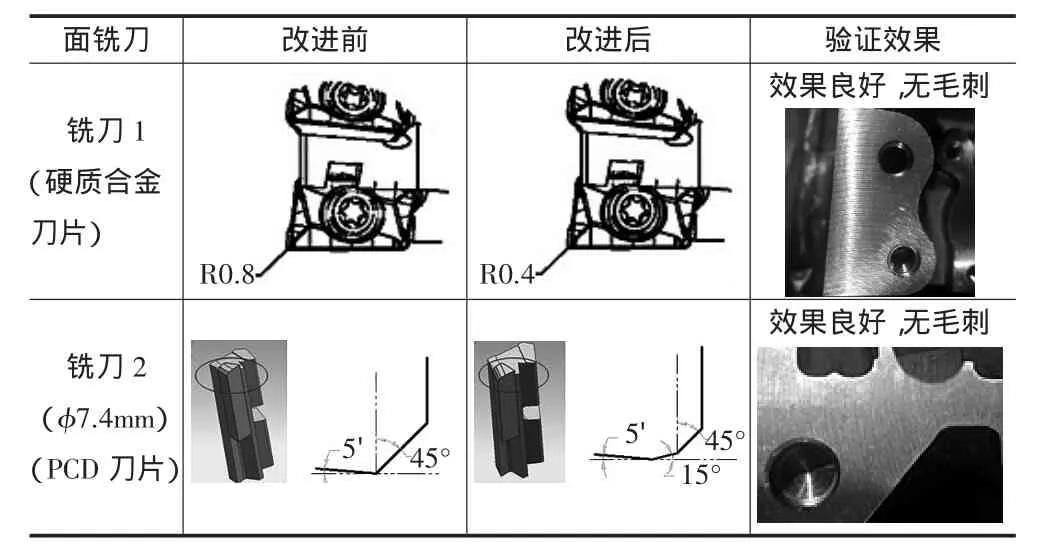
表3铣刀改进及验证效果
3 结束语
某工厂缸盖加工技术团队面对新型号的铝合金缸盖加工产生的毛刺问题,针对毛刺产生的机理,通过刀具的优化和改进,辅以钢丝刷的使用,优化切具切削参数,优化刀设计,毛刺问题已经得到有效抑制。目前,上述措施已经全面实施,保证了新型号缸盖的顺利量产。文中所述的问题的分析方法以及刀具的改进思路,可为行业中铝合金加工中的毛刺问题提供相关经验参考。
[1]张益芳.金属切削手册[M].上海:上海科学技术出版社社,2011.
[2]艾兴,肖诗纲.切削用量简明手册[M].北京:机械工业出版社,2004.
[3]万 鑫.金属加工过程中毛刺处理的相关问题[J].中国科技博览,2010,(22):17-18.
猜你喜欢
中国金属通报(2021年6期)2021-07-01
装备制造技术(2020年11期)2021-01-26
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年1期)2020-12-25
模具制造(2019年10期)2020-01-06
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年10期)2017-11-28