
重油催化裂化装置余热炉省煤器翅片管腐蚀分析
2015-02-16 08:38朱金炜周明堂徐传忠方德全
当代化工 2015年8期
朱金炜,周明堂,宋 国,尹 毅,刘 波,徐传忠,方德全
(中国石油抚顺石化公司,辽宁 抚顺 113004)
重油催化裂化装置余热炉省煤器翅片管腐蚀分析
朱金炜,周明堂,宋 国,尹 毅,刘 波,徐传忠,方德全
(中国石油抚顺石化公司,辽宁 抚顺 113004)
介绍了抚顺石化公司1.7 Mt/a重油催化裂化装置余热炉省煤器翅片管的腐蚀现象。结合翅片管的使用条件和腐蚀机理,利用材质分析、金相分析、电镜观察和能谱分析等技术手段,查找出了腐蚀原因,提出了整改意见。为同类装置余热炉省煤器长周期运行提供了参考。
重油催化裂化;余热炉;翅片管;腐蚀
催化裂化是炼油厂原油深加工,生产液化气、汽油、柴油的重要手段,是我国车用汽油的主要来源。余热炉是催化裂化装置中重要的能量回收装置,能回收再生烟气中的物理能、化学能、机械能。省煤器是余热炉回收再生烟气低温热的组成部分。由于再生烟气中SOx、NOx、和O2等腐蚀性气体,余热炉省煤器的翅片管易发生腐蚀泄露。介绍了中石油抚顺石化公司1.7 Mt/a重油催化装置余热炉炉管发生的腐蚀现象,通过各种技术手段分析了原因,提出了整改建议,可为同类装置提供借鉴[1-9]。
1 腐蚀现象
中石油抚顺石化公司重催装置余热炉省煤器一炉管发生了腐蚀穿孔泄露,此炉管为翅片管,材质为20G,管内介质为除氧水,压力为4.0 MPa,温度为180 ℃,管外介质为烟气,温度为550 ℃,压力为4.0 kPa。
1.1 腐蚀后的余热炉省煤器翅片管外表面
腐蚀后的余热炉省煤器翅片管外表面布满了红褐色腐蚀产物,可见一条“狭缝”状的穿孔,“狭缝”长度约为1 cm。附近可见介质泄露对狭缝附近产生的冲刷痕迹。
1.2 腐蚀后的余热炉省煤器翅片管内表面
腐蚀后的余热炉省煤器翅片管剖开后的内表面除泄漏处外,在其他区域也可观察到“溃疡状”的腐蚀形貌,腐蚀坑处的产物为黄褐色,过渡区为黑色,腐蚀坑边缘及腐蚀轻微处呈现砖红色。在腐蚀坑最深的位置对应的外表面位置基本为翅片焊接的焊缝处。同时,在腐蚀坑处未发现腐蚀产物在凹坑处堆积形成的鼓包现象,证明流体流速相对较高,致使疏松产物随介质流走。因此,从宏观形貌可以初步推断翅片管内表面发生了氧腐蚀。
2 翅片管内部分析
2.1 材质分析
对翅片管取屑进行材质分析,检测结果见表1。由表1可知,翅片管的材质符合GB3087-82 相关标准的规定,材质合格。
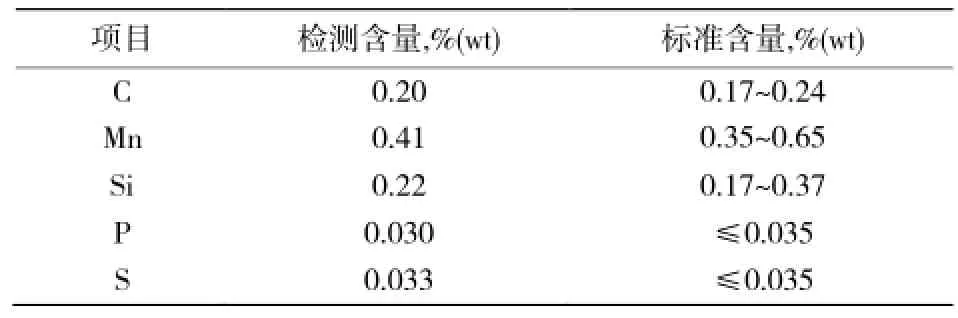
表1 材质分析Table 1 Material analysis
2.2 金相分析
翅片管无腐蚀部分金相分析。金相组织均为铁素体加珠光体,未见异常。翅片管腐蚀部分金相分析见图1。由图1可知,翅片管腐蚀减薄时从内表面开始向外表面扩展。
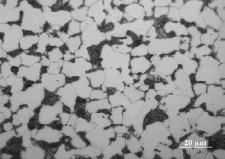
图1 20μm腐蚀翅片管金相分析Fig.1 20 μm metallographic analysis of the corrosive fin tube
2.3 电镜观察
电镜观察结果见图2。由图2可知,从腐蚀坑处的微观形貌,可以看出其狭长的腐蚀形貌,且在腐蚀坑附近及远离腐蚀坑的位置均可见球状的腐蚀产物附着,根据产物的形貌,初步判断为铁的氧化物。
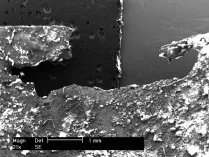
图2 腐蚀翅片管电镜Fig.2 The SEM of the corrosive fin tube
2.4 能谱分析
能谱分析见图3。
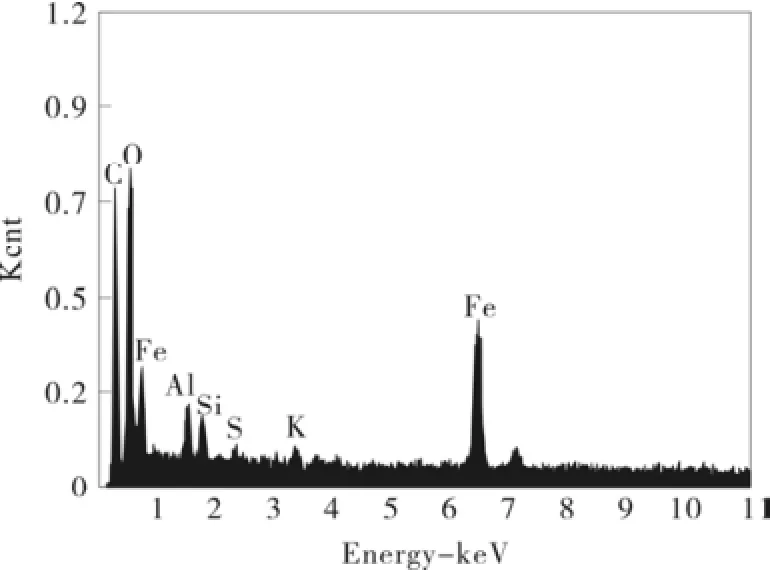
图3 腐蚀翅片管坑底部表面成分分析Fig.3 The energy spectrum analysis of bottom surface the corrosive fin tube
由图3可知,翅片管腐蚀坑底部、腐蚀坑边缘和远离腐蚀坑处三个部位的表面成分除了基体铁元素外,含铝、钾、氧、硫等元素,且腐蚀性元素以氧居多,从三个部位的成分差异来看,含量从腐蚀坑底部至远离腐蚀坑的部位,呈现递增趋势,说明三个部分存在明显的氧浓差效应。
3 分析结果与讨论
从材质分析和金相组织检验可以看出,翅片管的材质成分及内部组织结构均正常,说明材料合格。从宏观上观察到的溃疡形貌,及腐蚀产物颜色,初步推断为氧腐蚀造成的腐蚀穿孔,结合电镜及能谱分析结果,可以看出腐蚀坑处的产物为球状,是典型铁的氧化物形貌,能谱分析在腐蚀坑底部、腐蚀坑边缘及远离腐蚀坑处可见到明显氧浓度差。进一步证实了翅片管的腐蚀属于典型的氧腐蚀。
氧腐蚀是一种常见的电化学腐蚀,是由于铁受到溶解氧的作用,发生的一种吸氧腐蚀反应。在反应中,Fe (OH )2是不稳定的,使反应继续往下进行,最终产物主要是Fe (OH )3和Fe3O4
以上生成的腐蚀产物除少数被水冲走外,大都沉积在金属表面,形成宏观的腐蚀产物。腐蚀产物疏松多孔,溶解氧扩散到金属表面的速度要比扩散到腐蚀产物中的速度快。在腐蚀产物周围和腐蚀产物之间形成了氧的浓差电位。腐蚀产物周围氧浓度高的部位是阴极,腐蚀产物下部氧浓度低的部位是阳极,形成一个腐蚀微电池,腐蚀继续向阳极方向发展。腐蚀产物下部产生的Fe2+离子向上通过疏松的二次产物慢慢向外扩散,遇到渗进去的OH-和O2时,就形成新的二次产物,使腐蚀持续进行。
影响氧腐蚀的因素包括溶解氧的浓度、介质pH值、温度和流速等。溶解氧的浓度越高,越能加速电池反应而加快腐蚀速率。溶液的pH值越低,则钢铁越容易产生腐蚀。当pH值为4~10时,腐蚀速率几乎不随pH值而变化,原因是溶解氧的浓度和阴极反应都没有变化。钢材内表面温度越高,各种物质在水溶液中的扩散速度也越快。电解质水溶液的电阻降低,腐蚀速度越快。当钢材表面温度达到一定值时,与之接触的水溶液会因为剧烈加热而在金属表面形成蒸汽泡,从而使钢材附近的溶解氧被上升汽带走,隔绝了氧与金属的接触。温度与腐蚀速率之间呈直线关系。系统中水温升高一方面可以使水中氧的溶解度下降而降低腐蚀速率;另一方面,又使氧的扩散速度增加而使腐蚀速率增加。究竟哪一方面占主导取决于温度高低。这样氧腐蚀的速率一般在80 ℃左右达到最大值。随流速的增加,腐蚀速度加快,当流速达到一定值后,形成了保护膜,腐蚀速度反而降低。当流速再增加时,所形成的保护膜遭破坏,又使腐蚀速度加快。因此翅片管内水流动相对较快的部位,氧腐蚀速度较快。另外,宏观观察到的腐蚀最严重的部位,对应的是外表面翅片焊接的位置,因此说明了焊接对腐蚀产生了影响,这是因为由于受到焊接的影响,形成了焊接位置大阴极小阳极的结构,从而对应的内表面腐蚀较严重[10-19]。
4 结 论
综上所述,翅片管发生的腐蚀形式为氧腐蚀,氧腐蚀发生的原因从运行工艺来看,应与溶解氧含量、温度及流速有关,由于是中性介质,所以pH 值的影响较小。根据氧腐蚀的影响因素,加强除氧是根本解决方法,同时应该加强停工期间的保护,原因是停工期间发生氧腐蚀的几率更高。
[1]侯芙生.炼油工程师[M].北京:石油工业出版社,1995: 61-97.
[2]侯祥麟.中国炼油技术[M].北京:中国石化出版社,2001: 104-146.
[3]曹汉昌,郝希仁,张韩.催化裂化工艺技术与技术分析[M]. 北京:石油工业出版社,2000:431-500.
[4]马丹,何颜红.30万t/a催化裂化装置烟机入口膨胀节波纹管开裂分析[J]. 化工机械,2013, 40(3):396-399.
[5]曾迎春.B315波纹管腐蚀分析与建议[J].江西石油化工,2000 (3): 35-38.
[6]韩顺昌,杨之勇,李德勤,等.催化裂化装置波纹管失效分析[J].腐蚀科学与防护技术,1999, 11(4):237-240.
[7]朱文胜,崔文广.催化裂化波纹管膨胀节腐蚀破坏与防护[J]. 石油化工设备,1999, 11(6):18-20.
[8]张浩文,薛小平,马健,等.催化裂化装置柴油系统腐蚀分析[J]. 石油化工腐蚀与防护,2014, 31(1):38-41.
[9]潘从锦,张兴明,杨启宁,等.催化裂化装置顶循油低温热水换热器泄露分析[J].石油化工腐蚀与防护,2014, 31(4):38-41.
[10]姜恒,周庆杰,王明章.催化裂化装置加工高酸原油后设备腐蚀问题探讨[J].广州化工,2013, 41(3):119-121.
[11]高军松,宋海萍,董俊明.催化裂化装置用波纹管材料的耐腐蚀性研究[J].材料开发与应用,2003, 18(5):28-32.
[12]邢云颖,刘智勇,董超芳,等.16MnR钢在催化裂化再生环境中的应力腐蚀开裂研究[J].中国腐蚀与防护学报,2014,34(1):59-64.
[13]张海宏,薛小平,郭桂琴,等.催化裂化装置柴油系统腐蚀原因分析[J].化学工程与设备,2014(10):45-48.
[14]马红杰,张永利,赵敏.催化裂化水冷器管束泄露分析及防护措施[J].腐蚀科学与防护技术,2012, 24(6):530-532.
[15]鲁宜胜,李延渊,周竞,等.裂化催化剂生产装置高温部位腐蚀控制技术[J].石油化工腐蚀与防护,2014, 31(3):51-54.
[16]张万贞,余百年,赵明.耐腐蚀波纹管膨胀节新材料试验研究[J].化工腐蚀与防护,1996(4):11-14.
[17]杨宝宏,隋亭先,金明.中间冷却器换热管腐蚀原因及对策[J].齐鲁石油化工,2012, 40(4):347-351.
[18]熊敏智.重油催化裂化装置设备腐蚀调查与应对措施[J].化工管理,2015(2):126.
[19]李秀荣,隋亭先,林春阳,等.重油催化裂化装置稳定塔底重沸器内漏原因分析及对策[J]. 石化技术,2013, 20(3):58-61.

由式(5)可以看出,在不同的负荷水平,效率提升幅度相同时,在高负荷下,能耗减少量比在低负荷下的能耗减少量更多。即在高负荷下,提高效率可以减少更多的能耗。
由式(6)可以看出,在不同的负荷水平,效率提升幅度相同时,能耗节约量与负荷率成正比关系。因此,更应注重高负荷率下的技术管理,保障加热炉高负荷时的高效运行,对节能管理更具有实际意义。由式(6)可以看出,在不同的负荷水平,效率提升幅度相同时,能耗节约量与负荷率成正比关系。因此,更应注重高负荷率下的技术管理,保障加热炉高负荷时的高效运行,对节能管理更具有实际意义[3]。
4 提高加热炉负荷率
提高加热炉运行负荷率可以从合理调整加热炉的运行台数入手,即根据处理流量及加热温度,结合各加热炉的额定功率,通过热平衡计算确定各场站加热炉的运行台数,在保证正常生产的情况下,通过减少加热炉的运行台数,减少燃料的消耗,从而提高加热炉的整体运行效率[4]。
5 结 论
(1)在一定范围内,加热炉的热效率随着加热炉负荷率的增加而增加。
(2)在不同的负荷率下,热效率提升相同幅度时,高负荷下的能耗减少量比低负荷下的能耗减少量更多。即在高负荷下,提高效率可以减少更多的能耗。
(3)在不同的负荷率下,热效率提升相同幅度时,能耗节约量与负荷率成正比关系。所以更应加强加热炉在高负荷下的节能技术管理。
参考文献:
[1]王皆腾, 刘中良, 张建,等. 油田加热炉燃料油替代技术及其适应性分析[C]. 第二届石油和化工行业节能节水技术论坛. 2007.
[2]刘保迎. 油田加热炉运行分析[J]. 石油工业技术监督, 2012, 28(6): 24-25.
[3]杨良杰, 李哲. 加热炉热效率与负荷关系研究[J].石油和化工节能, 2011, 4(6).
[4]梁光川, 蒲鹤. 稠油集输系统加热炉节能技术研究[J]. 石油工程建设, 2014, 40(1):66-68.
Corrosion Analysis of Fin Tube of Coal Economizer in RFCC Heat Recovery Boiler
ZHU Jin-wei,ZHOU Ming-tang,SONG Guo,YIN Yi,LIU Bo,XV Chuan-zhong,FANG De-quan
(Fushun Petrochemical Company,Liaoning Fushun 113006,China)
The corrosion of the fin tube of coal economizer of heat recovery boiler in 1.7 Mt/a heavy oil catalytic cracking unit in Fushun Petrochemical Company was introduced. Combined with the use conditions and corrosion mechanism of the finned tube, material analysis, metallographic analysis, SEM and energy spectrum analysis and other technical means were used to find out the reasons to cause the corrosion, and improvement measures were put forward.
RFCC; Heat recovery boiler; Fin tube; Corrosion
TE 624
A
1671-0460(2015)08-1937-03
2015-06-17
朱金炜(1980-),男,辽宁抚顺人,工程师,硕士,2003年毕业于辽宁石油化工大学机械工程专业,从事炼油厂工程、设备技术管理工作。E-mail:zhujinwei@petrochina.com.cn。
猜你喜欢
昆钢科技(2021年6期)2021-03-09
江苏通信(2020年5期)2020-11-13
广东通信技术(2020年9期)2020-09-22
制冷(2019年2期)2019-12-09
中国特种设备安全(2018年11期)2019-01-08
制冷技术(2016年3期)2016-12-01
电站辅机(2016年4期)2016-05-17
当代化工研究(2016年9期)2016-03-20
自动化与信息工程(2015年4期)2015-12-23
天津城建大学学报(2015年5期)2015-12-09
