
非粘合衬西装面衬料塑型工艺配伍研究
2015-02-14 08:53杨子田
浙江纺织服装职业技术学院学报 2015年3期
杨 阳 杨子田 谢 俊
(东华大学服装·艺术设计学院服装设计与工程专业,上海200051)
非粘合衬西装面衬料塑型工艺配伍研究
杨 阳 杨子田 谢 俊
(东华大学服装·艺术设计学院服装设计与工程专业,上海200051)
对市场和企业常见的非粘合衬西装面料进行调研,选用4种不同的面料、两种组合衬,采用手工覆衬和流水线覆衬工艺,正交设计实验并制作16个非粘合衬前片,采用主观评价方法,并根据灰色加权关联度值的大小判断前片效果,建立覆衬工艺对前片塑型效果的数学模型,为企业实际生产非粘合衬西服的工艺配伍提供指导性建议。
非粘合衬西装;组合衬;覆衬工艺;工艺配伍
随着西装市场不断发展和成熟,非粘合衬西装越来越受到企业青睐,其轻薄透气的性能受到消费者的追捧。非粘合衬西服主要是全毛衬西服,即在西服的大身、驳头、挂面等位置使用高档优质黑炭衬取代粘合衬;在胸部、肩部使用黑炭衬、马尾衬和胸绒组合而成胸衬,其生产工艺复杂,生产成本较高。针对非粘合衬西装生产中的组合衬制作、覆衬方法之间的工艺组合进行研究,分析不同工艺组合对非粘合衬西装前片塑型效果影响,可为企业实际生产非粘合衬西服的工艺配伍提供指导性建议。
非粘合衬西装属于高档西装,目前国内只有少数几家公司在生产,加上目前服装加工设备有限,这方面的研究较少。王玉玲[1]以与湖南某服装公司合作为平台,结合企业面衬料信息而进行的基础性科学研究,从面料性能的角度探求工艺塑型技术,并且以人体工效学和造型美学为指导,运用结构和工艺的处理方式对男西服的塑型工艺进行基础性研究。
本文通过调研设计非粘合衬西服前片面、衬料的塑性配伍方案,建立面、衬料工艺配伍模型。
1 非粘合衬西服工艺配伍及制作
1.1 非粘合衬西服面、衬料的选择
根据市场西服面料调研,选择16种织物作为实验用材料,通过对16种织物结构性能和风格性能的极值和均值分析,从中选择4种具有代表性的生产非粘合衬西装面料,并将其重新命名为F01、F02、F03、F04,面料成分及结构参数如表1所示(W是羊毛的缩写,C是棉的缩写,P是涤纶的缩写,PA是锦纶的缩写,Tel是天丝的缩写)。其中负值表示面料是经过蒸汽熨烫机后面料是回缩的,正值表示面料经过蒸汽熨烫机器后面料变大。
衬料介于服装面料和里料之间,具有改善服装性能、体现服装成型特点、提高成衣品质及扩大销售量的作用[2]。非粘合衬西装衬料主要有黑炭衬和马尾衬两种,黑炭衬既可与马尾衬布配合使用,又可与其它衬布配合使用,是十分理想的高档服装衬布。马尾衬主要用在高档西服及女式大衣胸衬。

表1 面料结构参数
实验选择工厂实际生产中运用广泛的两种黑炭衬及一种马尾衬制作组合衬,结构参数如表2所示。

表2 衬料结构参数
1.2 组合衬的制作与覆衬
组合定型毛衬简称组合衬,又称为胸垫,它是以黑炭衬和马尾衬为主并辅以胸绒、牵条衬和棉布衬等组合缝制而成。先按西服款式和号型规格制成样板,然后将各类衬布裁成片料,经开省和锯齿形缝合,熨烫定形成组合衬[3]。
根据企业常用的中高档和中档组合衬作为实验用组合衬,在中档组合衬制作过程中,挺肩衬(马尾衬)放在大身衬和挺胸衬之间;在高档组合衬制作过程中,马尾衬放在挺胸衬的上面。
覆衬采用手工覆衬和机器覆衬两种方式。机器覆衬绷缝便于操作,速度较快,使用工业绷缝机,针距由作业员的对前片左右拉伸控制;手工覆衬速度较慢,对作业员有更高的要求,能够拿捏针线的松紧度,同时也能更好的调控覆衬的速度,手法更加灵活。
1.3 工艺配伍组合
将实验所选4种面料分别和已制作的2种组合衬组合,然后对每个组合采用手工覆衬和机器覆衬两种覆衬方式,进行实验,配伍组合如图1所示。

图1 实验工艺配伍组合
2 非粘合衬西装前片塑型效果评价
通过主客观评价结果对实验进行分析,获得专家权重赋予系数以及16个前片的灰色关联度加权值,根据灰色关联度模型获取16个前片的综合评价指标。
2.1 主观评价指标
主观评价是以评价主体的主观认识为依据,根据一定的评价标准,对评价对象进行客观、科学、合理、全面的评定。
通过对16个前片衣身的单个和整体部位评估,分析评价结果与制作工艺之间的关系。本次的评价对象为服装企业的5名技术人员,具有一定的代表性。
评价指标是指根据研究对象和目的,能够确定地反映研究对象某一方面的特征依据。每个评价指标都是从不同的侧面刻画对象所具有的的某种特征。对前片的评价指标如表3所示。
冲肩量在结构上分为前冲肩量(前胸宽与肩宽之间的差值)和后冲肩量(后背宽与肩宽之间的差值),平面纸样上表现明显,通常情况下,标准体的西服前冲肩量大于后片冲肩量。本研究为前冲肩量,在工艺熨烫过程中,要对前片的肩部进行拔开熨烫,形成一个立体的前冲肩量。实验中使用的面料全部为斜纹面料,腰部的省道丝缕垂直于地面。

表3 主观评价指标
2.2 层次分析法确定专家主观评价权重系数
层次分析法(Analytic hierarchy process,简称AHP法)是美国运筹学T.L.Saaty教授70年代提出的一种定量与定性相结合的多目标决策分析方法。它将决策问题系统地分解成目标、准则、方案等层次,并进行定性与定量相结合决策方法[4]。
在运用层次分析法进行专家权重系数确定时,分为以下几个步骤[5]:
1)建立递阶层次结构。在此结构中,最高层为一个目标层(即为最终目标);中间层是准则层,为实现目标而做的措施、方法等;最后一层是方案层。每个元素管理的下一层元素一般小于9个。同时,上下两层属于支配关系,同层之间属于并列关系。
评价指标之间的相对重要性大小可以用权重系数来表示。当评价对象和评价目标都确定时,主观评价的结果就决定于权重系数。
选取5位专业人士先分别对肩部、肩胸相连处、胸部、腰部及下摆6个部位进行权重系数的赋予。5位专家的权重赋予如表4所示。

表4 专家权重系数表
2)构建两两判断矩阵A。通过元素之间两两比较构造比较矩阵,按照两个元素之间的重要性进行比较,采用1~9对思维重要程度进行量化,使得比较具有一定的辨识度和结果定量化。矩阵标度及其含义如表5所示。

表5 矩阵标度及其含义[6]
分别构造5位专家的判断矩阵Ak;对5位专家的判断矩阵进行平均,得到综合判断矩阵A。

其中k=1…5,表示5位不同的专家,矩阵A表示5位专家的判断矩阵。同时,aji=1/aij,aij>0,aii=1。
3)判断一致性[7]。将A的每一列向量归一化得到Wij,对Wij按行求和得到将wi归一化得到Wi; 则W W1,W2,W3……W6为近似特征向量,计算 将作为最大特征根的近似值。
根据一致性指标CI和随机一致性指标比率CR来判断矩阵的一致性。CR=CI/RI,RI是对应数标度的随机一致性比率,若计算结果CI<0.1,则说明举证A符合一致性检验。
经过计算得到W=(0.1,0.13,0.2,0.11,0.09,0.37),=6.36,CI=0.072<0.1,符合一致性检验,即说明W向量为所求的各个部分所占的权重。
2.3 灰色关联分析综合主观评价
根据不同种类面料、组合衬、覆衬工艺进行正交设计,制作非粘合衬西服前片,通过与企业技术人员讨论后建立前片塑型工艺配伍得分的主观评价标准,见表4.1。前片的塑型主要是指针对西服特定的质量标准,达到某种特定的形态和外观特征。关联度是表征两个事物的关联程度,是因素之间关联性大小的度量,能够定量地描述因素之间的相对变化情况[8]。灰色系统理论提出了对各个子系统进行灰色关联度分析的概念,通过一定的方法,寻找各个数值之间关系。
通过5位专家的主观评价,得到16个前片的6个部位的各个主观评价分数,为了使得数据更加有效,对5位专家的评价分数进行均值处理,得到比较数列Xi。
Xi={Xik/k=1,2,3,...,m} i=1,2,3,...n。部分评价均值如表6所示。

表6 部分前片评价得分均值
其中F010101字母F表示前片,前两个数字为面料编号,中间两个数字为衬料编号,最后两个数字为工艺方法编号,01为流水线工艺制作,02为手工缝制。
构造参数数列,即评价的理想对象,最佳参考值,从参加评价的被评对象中选取。对于不同影响因素而言,有的指标以最大为好,有的指标则以最小为好;以最佳值为基础,构造理想对象的指标值,这里统一以最大评分为最理想值,以5分为指标值。记参考数列为X0k。Wk为第k个评价指标对应的权重。
计算灰色关联系数ik。

其中,ik是比较数列Xi与参考数列X0在第k个评价指标上相对差值;为分辨系数,引入它是为了减少极值对计算的影响,0,1。
计算灰色加权关联度ri,ri为第i个评价对象对理想对象的灰色加权关联度。
n=5, =1,带入数据,计算得灰色关联系数矩阵,部分矩阵值如下:
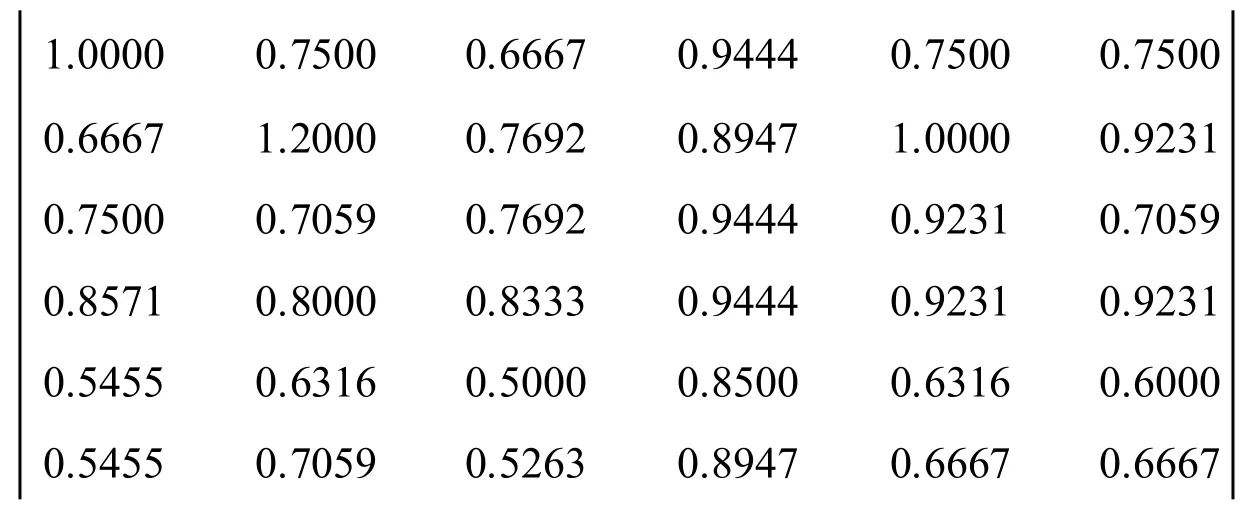
根据ri计算公式,计算灰色加权关联度。为了便于比较,将所得灰色加权关联度的数值扩大两个数量级,得到如下矩阵R:
R=[13.1620,15.2190,12.9376,14.8909,10.2408,11.0353,9.6470,10.0474,12.0508,14.5558,12.8915,13.2750,15.6173,16.2684,13.9949,14.1168]
3 覆衬工艺对前片塑型效果数学模型建立
覆衬工艺是指在进行前片制作时,将西服组合衬与西服面料通过特殊的缝纫方式结合起来的工艺。本文使用了两种覆衬工艺,一种是工厂流水线制作的工艺,对操作工人的熟练度要求较高,能够在规定的时间内完成覆衬工艺;另外一种是操作工人对组合衬和面料完全采用手工缝纫脱离机器生产的方式进行的手工覆衬。T1表示流水制作的前片灰色加权关联度;T2表示手工制作的前片灰色加权关联度。
通过描述性分析可知流水线制作的前片灰色加权极值范围 [9.6470,15,6273],均值为12.5677,中位数为12.9145;手工制作的前片灰色加权极值范围[10.0474,16,2684],均值为12.5677,中位数为13.6761;总体情形是手工制作的灰色加权值比流水线制作的灰色加权值大,即说明手工制作的前片效果要优于流水线制作效果。

图2 T1、T2 P-P图
从图2P-P图中可以看到两种覆衬工艺制作前片灰色加权平均值都在直线附近,具有较好的正态性。下面将检验两种覆衬工艺制作出前片的相关性。

表7 不同覆衬工艺前片效果相关性

图3 T1、T2关系图
从表 7可知,在双侧显著性水平为0.01时,两种覆衬工艺制作出的前片灰色加权关联度的相关度为0.903,为了进一步研究二者之间的关系,对其进行回归分析。
由表8可知,5种模型R值都比较大,调整后的R方有较大差异,其中二次模型和三次模型的R方数值相对偏小,且这两种模型的Sig.>0.01,因此舍弃。
线性模型F1:T1=0.818*T2+1.377
对数模型F2:T1=10.419*Ln(T2)-14.564
增长模型F3:ln(T1)=0.068*T2+1.588
对3种模型进行验证及误差分析,相对误差分别为 1、2、3。结果如表10所示。
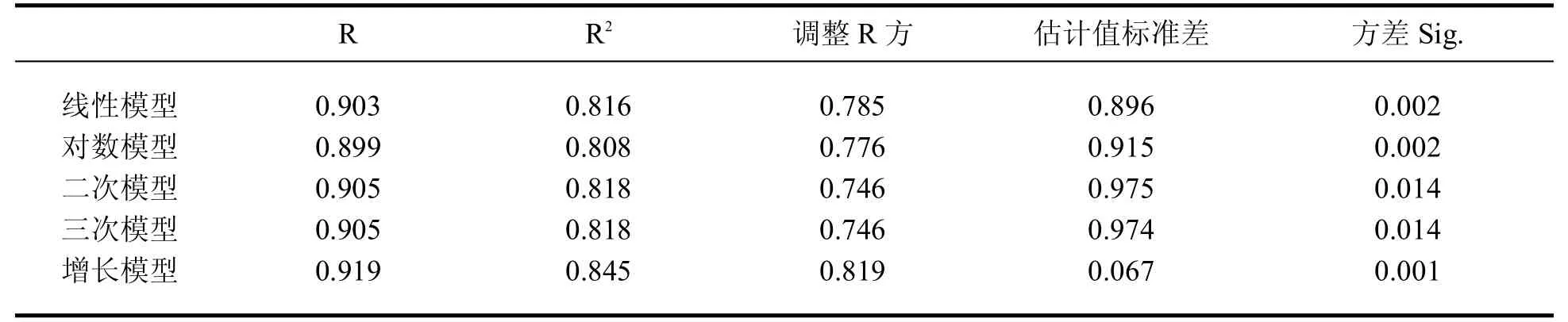
表8 覆衬工艺对前片塑型效果模型汇总

表9 对数系数

表10 覆衬工艺对前片塑型效果模型误差验证

表11 覆衬工艺对前片塑型模型误差统计量
从上面3种模型误差统计分析可以看出,3种模型的均值相差不大,对数模型的中位数较大,线性模型和增长模型的中位数较小,在极值方面,3种模型的极值较为接近。综合考虑,线性模型和增长模型较为合适,较真实的反应测试数据之间关系。
4 结论
两种不同覆衬工艺制作的前片的塑型效果之间的线性参数模型:T1=0.818*T2+1.377,增长模型F3:ln(T1)=0.068*T2+1.588。通过分析,线性模型和增长模型均为增函数,T1随着 T2的增大而增大。根据线性模型函数特点可知,T1=T2时,有唯一等式,即T1=T2≈7.5659,当T2大于7.5659时,T1<T2;增长模型T1=T2时,有两个等式,T1=T2=9.065,T1=T2=22.308,即当9.065<T2<22.308时,T1<T2。综上,当9.065<T2<22.308时,选择手工覆衬方式效果更好;当T2<9.065或T2>22.308时,可选择流水线制作工艺。工厂在实际操作时要根据服装的档次及生产成本,综合考虑决定使用哪种加工工艺。
覆衬工艺对于西服的生产效率有重要影响,机器覆衬速率快,手工覆衬的速率较慢,但塑型效果较好。但不同面料不同组合衬组合时,考虑到成衣效果的质量标准与生产效率,可适当考虑使用机器覆衬,以提高生产效率。若是定制服装,对服装的塑型效果更好,能够通过服装表现穿着者的身份气质,建议考虑使用手工覆衬的方式,提高西服最终成品的塑型效果。
[1]王玉岭.非粘合衬全毛(麻)衬西服塑型工艺基础性研究[D].上海:东华大学,2010.
[2]赵玉华,许树文,李兴刚.男西服风格的演变与用衬的新理念[J].国际纺织报,2008(10):70-72.
[3]孔繁薏,罗大旺.中国服装辅料大全[M].北京:中国纺织出版社,1998:65-69.
[4]杨桂元,黄己立.数学建模[M].北京:中国科学技术出版社,2008:179-214.
[5]邵朱山.基于群决策层次分析法的供应商选择和绩效评价研究[D].上海:上海外国语大学,2013.
[6]周美立.相似性科学[M].北京:科学出版社,2004:66-69.
[7]李玲娟,豆坤.层次分析法中判断矩阵的一致性研究[J].计算机技术发展,2009,19(10):131-133.
[8]杜栋,庞庆华.现代综合评价方法与案例精选[M].北京:清华大学出版社有限公司,2005:111-119.
Research on Compatibility of Shaping Process for Non-adhesive Suit Interlining
YANG Yang YANG Zi-tian XIE Jun
(Fashion&Art Design Institute,Donghua University,Shanghai 200051)
Based on the investigation and research of non-adhesive lining of suit fabrics commonly found in marketand enterprises,fourdifferentfabricsand two combined interliningshavebeen chosen.By usingmanual and assembly line cover process and orthogonal design experiment,16 non-adhesive front interlinings have beenmade.Thesubjectiveevaluationmethod is used and the fronteffectis judged by thevalueofgreyweighted correlation degree.A mathematical model of the lining technology to the front shaping effect has been established,which provides guiding advice of process compatibility for the enterprises to produce non-adhesive interlining suit.
non-adhesive interlining suit;combined interlining;lining coverprocess;process compatibility
TS941.712
B
1674-2346(2015)03-0008-07
(责任编辑:田犇)
10.3969/j.issn.1674-2346.2015.03.002
2015-06-03
杨阳,女,硕士研究生。研究方向:服装人体数字化
杨子田,男,副教授,研究生导师。研究方向:服装人体数字化、服装结构
猜你喜欢
毛纺科技(2022年5期)2022-06-01
流行色(2021年1期)2021-04-01
小学生学习指导(低年级)(2020年3期)2020-06-02
戏剧之家(2018年13期)2018-06-09
Coco薇(2017年2期)2017-04-25
Coco薇(2017年2期)2017-04-25
戏剧之家(2016年20期)2016-11-09
母子健康(2016年6期)2016-06-03
快乐作文·高年级(2016年6期)2016-05-14
为了孩子(3~7岁)(2016年8期)2016-05-14
