激光熔覆液体式多元共渗光杆试验研究
2015-01-25 10:29王一平大庆油田有限责任公司第六采油厂
石油石化节能 2015年10期
王一平(大庆油田有限责任公司第六采油厂)
抽油机井生产过程中,金属光杆磨损是一种常见现象,通常这一过程比较缓慢。但是在注聚开采以后,随着聚合物采出浓度的升高,井液中的聚合物对光杆金属表面腐蚀作用加剧了磨损,造成了井口盘根密封不严,井液泄漏,既增加了工人的劳动强度又造成了环境污染[1]。由于出现了上述影响现场生产的情况,研究了激光熔覆液体式多元共渗光杆并进行现场试验,进一步指导实际生产。
1 光杆磨蚀现状
目前,大庆采油六厂抽油机井共开井2362口,其中水驱井1180口,聚驱井1182口;光杆磨蚀严重井489口,其中水驱井81口,聚驱井408口(表1)。
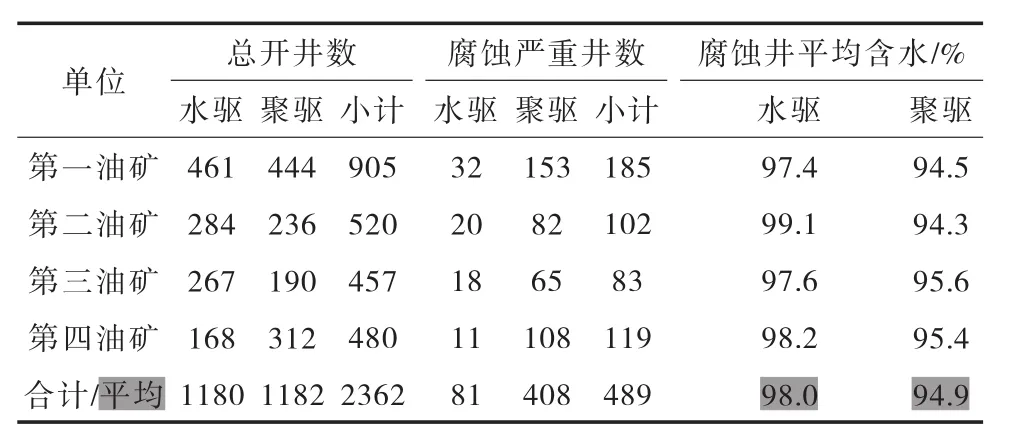
表1 采油六厂光杆磨蚀严重抽油机井统计
从统计情况来看,光杆磨蚀严重井主要集中在聚驱,水驱的81口井都属于高含水井,平均含水达98%。从现场观察结果来看,光杆磨蚀主要分两种情况:
1)光杆表面布满形状不规则的磨蚀点。主要分布在光杆的下部,造成光杆表面粗糙,无法与盘根紧密接触,并加剧了盘根的磨损,严重时磨蚀点连成沟槽。
2)光杆磨损粗细不均。光杆下部磨损严重,上部磨损较轻,磨损严重的井光杆上部与下部直径相差达6mm,使盘根无法适应光杆直径变化,造成井液泄漏。
现场以第一种磨蚀占多数,第二种磨蚀较少,通常也伴有磨蚀点。由于光杆的严重磨蚀,使盘根无法密封,造成井液泄漏,污染了采油树和井场,使加盘根的周期大大缩短。正常情况下,抽油机井的加盘根周期一般在90天左右,光杆严重磨蚀井的加盘根周期平均只有7天左右,周期最短的井只有4天,大大增加了工作强度(表2)。

表2 正常井与光杆磨蚀井加盘根周期对比
抽油机井在生产过程中,井液中的原油在光杆的表面形成了一层很薄的油膜,这层油膜有两个作用:对光杆起到润滑作用,减轻磨损;保护光杆表面不受井液中氯离子、硫化氢、无机盐等成分的腐蚀。随着油田进入特高含水期,高含水井液中含油越来越少,不能形成有效的油膜,保护光杆不受磨损和腐蚀[2]。特别是注聚以后,井液中的聚合物对光杆表面的油膜有破坏作用,因此更加剧了光杆的磨蚀[3]。
2 工艺原理及光杆性能指标
2.1 耐磨抗腐蚀性强
激光熔覆液体式多元素共渗工艺是通过液态型式把含有提高产品性能的元素(主要的七种:碳、氮、氧、硫、铝、锌、铬)渗透到抽油光杆体中的工艺。在传统激光熔覆技术的基础上增加了两步涂镀法:第一步为激光熔覆层。利用内表面激光熔覆和激光相变硬化等激光改性技术,对相应钢级的抽油光杆表面进行复合处理获得的新的表面组织,处理后的表面HV(维氏硬度)达700以上,硬层深度0.1~0.2mm。第二步为非金属复合涂层。在激光熔覆层上喷涂一种有机和无机相结合的非金属材料,该材料在航空及航天领域率先使用,把该技术引用到光杆的耐磨、防腐领域中来。该复合材料有极低的摩擦系数(耐磨系数0.01),自润滑性,化学性能十分稳定,对油管基体的覆盖性和结合力非常好。该复合涂层经过台式直线和旋转摩擦试验机加荷2t,连续500h不间断试验,涂层无脱落,无磨损现象。通过上述两步法使该光杆表面的防腐蚀、抗磨等性能更突出、更稳定。
这种工艺能使被处理的光杆增加表面硬度,提高耐磨性。光杆经过处理后,杆体表面可形成含碳、氮、氧、硫、铝、锌、铬的ε相(Fe2-3N)和γ相(Fe4N)以及含氮奥氏淬火层。这种化合物由于表面组织致密,化学稳定性高,阻止了采出液中金属原子与光杆的直接接触,从而防止了腐蚀原电的形成,使光杆耐磨和防腐蚀性大大提高。
2.2 疲劳抗力及耐磨性强
激光熔覆液体式多元素共渗工艺可显著提高材料的疲劳抗力。依靠化合物层下的扩散层作用氮过饱和固溶于α-Fe中,可阻碍错位的移动,使渗层具有更高的疲劳极限,从而提高了材料的疲劳强度。该工艺能极大地提高光杆的表面硬度、耐磨性,降低摩擦系数增加减磨性。经试验,耐磨性达到常规表面淬火的16倍以上,是表面镀硬铬和表面离子氮化的2倍多,疲劳极限提高40%左右。
2.3 性能指标
经试验,多元素共渗光杆的抗腐蚀性是1Cr18Ni9Ti不锈钢材料光杆的5倍,是表面镀硬铬光杆的7倍,是发黑光杆的280倍。多元素共渗处理后的光杆表面有一层致密、高硬度的非金属化合物,HV(维氏硬度)达700以上,共渗化合物具有良好自润滑性能,抗咬合、粘结特性显著,可完全避免螺纹黏扣现象。经试验,机械上扣扭矩大于或等于3900N·m,连续上、卸扣40个周期以上螺纹无任何变化,抗粘结寿命提高10倍以上。
2.4 技术优势
该多元共渗工艺使杆体在长度及内外表面上,组织及综合性能均匀一致,完全克服了其他工艺的性能不均匀缺陷。光杆表面形成的防腐层(厚度约20~40μm,有机体本身形成的隔离层)与杆机体的结合为“冶金结合”,不会产生层裂或剥离现象;而其他形式的防腐层如镀层、涂敷层均为“机械结合”,结合强度小,会存在不同程度的层裂和剥离现象。
光杆经过处理后几乎没有变形产生,解决了常规热处理方法难以解决的硬化变形的难题。
3 现场试验应用
2014年6月以来先后在5口抽油机井上开展了激光熔覆液体式多元共渗光杆耐磨蚀的试验。表3是5口井的基础数据,可以看出其平均加盘根周期只有5天左右。

表3 试验井基础数据
3.1 首次试验失败
在使用多元共渗光杆初期,根据以往经验将7种元素渗透到光杆体中,但光杆在使用一段时间后出现严重的腐蚀现象。经过研究发现是聚合物驱油把油层内氢氧化合物、含酸物、油和水一同驱出油层,导致光杆严重腐蚀,需在共渗元素上找试验失败的原因。
3.2 后续试验成功
经过研究后,又添加了2种元素钨和镍。因为金属钨元素具有硬度高、熔点高、化学性质非常稳定、耐磨蚀性能强等特点,且钨只有在1000℃以上才出现氧化物挥发和液体氧化物,在温度80~100℃情况下不与空气、盐酸、硫酸、硝酸、氢氟酸以及王水起作用。镍也是硬度高且延属性强并具有铁磁性的金属,具有在空气中难氧化,不易与浓硝酸、盐酸、硫酸、有机酸反应等优点。
3.3 试验效果
在6月份更换试验光杆后,这几口井的盘根周期由5天左右延长至现在的90天左右,现场观察光杆表面光洁,没有出现磨蚀点,盘根也没有井液泄漏,有效延长了光杆使用寿命,延长了更换光杆的周期。对比5口井试验前后的测试数据可发现,最大载荷降低5.82kN,最小载荷升高1.66kN,交变载荷降低7.48kN。系统消耗的有功功率降低了8.5%,系统效率增加了8.51%,百米吨液耗电降低了30%(表4)。

表4 5口井试验前后数据对比
4 结论及认识
1)试验表明,多元素共渗光杆的抗腐蚀性是1Cr18Ni9Ti不锈钢材料光杆的5倍,是表面镀硬铬光杆的7倍,是发黑光杆的280倍。
2)多元素共渗处理后的光杆表面有一层致密、高硬度的非金属化合物,HV(维氏硬度)达700以上,共渗化合物具有良好的自润滑性能,抗咬合、粘结特性显著,可完全避免螺纹黏扣现象,抗粘结寿命提高10倍以上,与普通光杆对比节能10%左右。
3)现场试验证明激光熔覆液体式多元共渗光杆具有优异的耐磨蚀性能且各项性能指标均优于其他光杆。
[1]陈涛平,胡靖邦.石油工程[M].北京:石油工业出版社,2000:263-264.
[2]杨海滨,李汉周,刘松林,等.抽油机井杆管防偏磨理论研究与技术实践[M].北京:中国石化出版社,2000:12-15.
[3]赵子刚,陈会军.抽油杆管偏磨机理与防治[J].大庆石油地质与开发,2000,19(3):32-34.
猜你喜欢
中国石油大学学报(自然科学版)(2021年4期)2021-08-09
化工管理(2021年7期)2021-05-13
钻井液与完井液(2019年5期)2019-12-03
煤(2019年4期)2019-04-28
小学生必读(低年级版)(2019年10期)2019-04-13
石油工业技术监督(2018年8期)2018-08-31
腐蚀与防护(2018年7期)2018-08-06
现代语文(2016年21期)2016-05-25
化工设计通讯(2016年3期)2016-03-12
化工管理(2015年29期)2015-11-28