
多参量在线反馈的大型筒体-端框精确对装方法
2015-01-25 01:31:18刘海波王永青马玉勇李兰柱
宇航学报 2015年12期
刘海波,李 猛,王 新,王永青,马玉勇,李兰柱
(1.大连理工大学精密与特种加工教育部重点实验室,大连116024;2.航天材料及工艺研究所,北京100076)
0 引言
先进的航天用大型筒段往往采用高比强度复合材料筒体与金属端框的组合结构,以在有效减重的前提下,保证其对高温高压气流强冲击的抵抗能力[1]。筒段直径 >1.5 m、径厚比100~150,长度3~8 m,属于典型的大型弱刚性零件。筒体由纤维料缠绕制成,端框由铝合金锻件整体铣制而成,尺寸往往误差相对较大。多个零件形状误差在对装尺寸链末端累积将直接影响对装精度。而且大型筒体采用两端支撑、卧式放置方式,自重变形对对装精度的影响亦不可忽略。依赖人工经验反复试装的常规方法将无法满足该类结构快速、精确对装要求。
研究表明,把在机/在线测量技术与传统制造过程相集成,通过质量关联参量的信息反馈,辅助零部件的加工与装配,已得到国际广泛认可,并实际应用[2-3]。针对大尺度测量问题,国内外学者和研究机构基于光学原理先后发展了多种测量方法与系统,如激光跟踪仪、室内GPS(indoor Global Positioning System,iGPS)、激光雷达和多经纬仪测量系统等,为大型零部件的精密制造提供了关键测量手段[4]。针对以飞机、航天器、轮船为代表的典型大部件装配/对接测控问题,美国波音飞机制造公司构建了一套基于iGPS的辅助飞机装配系统[5];Williams等[6]提出了位姿信息驱动的飞机大部件位姿调控方法,利用激光跟踪仪、定位器和驱动单元构建了专用位姿自动调控系统;邾继贵等[7]提出了一种面向现场环境的大尺度多站组合测量方法,实现了全局测量控制网与终端测量站的优化配置;Paoli等[8]针对大型船体装配质量检测问题,构建了基于视觉测量与激光跟踪相组合的测量系统;王永青等[9]提出了基于在机测量的大型液体火箭发动机喷管冷却通道数字化加工方法。还有一些研究,通过敏度因素的精确提取与分析,提高了系统性能。高伟熙等[10]引入陀螺角速度误差作为观测量,提高了惯导系统快速对准精度。王保丰等[11]利用编码标志CCD测量实现了自主交会对接最后逼近阶段的测量与控制任务。然而,基于在线测量的大型筒体-端框对装技术仍鲜有针对性研究。
1 基于在线测量的大型筒体-端框对装方法
大型筒体-端框对装几何模型如图1所示[12]。
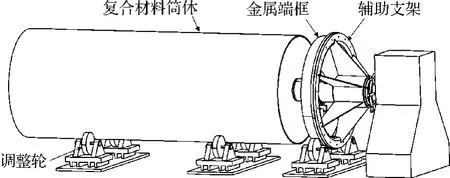
图1 筒体-端框对装几何模型Fig.1 Butt assembly geometrical model of cylinder and end-frame
由于大型筒体与端框对接装配过程个性化显著,必须依据实际对装状态,进行适当的位姿调控,使得二者对装缝隙均匀,以确保对装效率和质量。其中,筒体与端框的圆轮廓、对装缝隙等过程参量的在线反馈是关键。为此,本文提出了一种基于多参量在线反馈的大型筒体-端框精确对装新方法,其基本思路为:根据圆跳动数据实时反馈分别进行筒体和端框的圆度强制校形;根据对装缝隙周向实际分布状态反算出姿态调整量,通过控制分布式调整轮实现位姿调整;完成筒体与端框对接装配及对装精度检测。
2 多参量在线测量系统设计
根据大型筒体-端框的对装特点,设计了一种多参量同步在线测量方案,即基于点激光三角法的筒体和端框的圆跳动测量、基于图像原理的对装缝隙测量,研制了多传感组合测头。多参量在线检测系统的硬件由多传感在线检测机构、测量控制与通信系统等组成;软件主要由人机交互界面(Human Machine Interface,HMI)、传感器标定、数据分析与显示等功能部分组成。
2.1多传感在线检测机构
多传感在线检测机构是保证大型筒体-端框对装状态参量在线反馈的核心部件,如图2所示,其由多传感组合测头、在线检测运动驱动机构两部分组成。
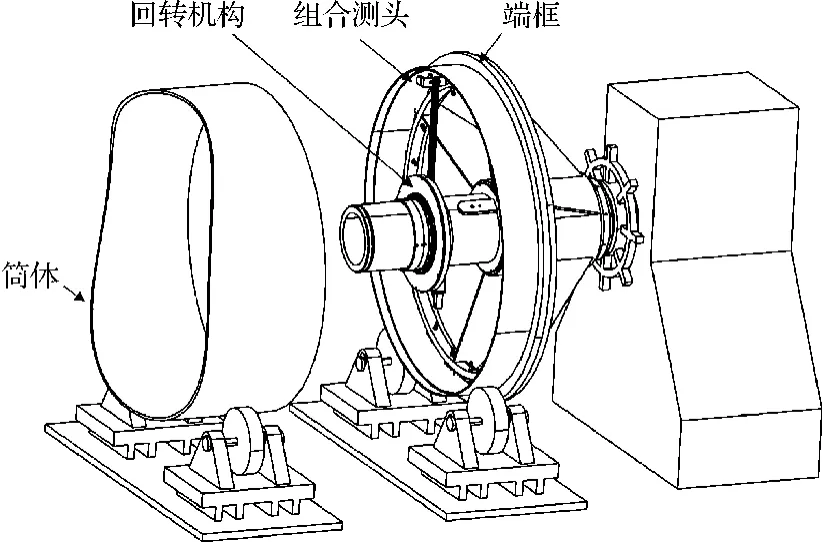
图2 在线检测机构及其系统集成Fig.2 Online detection device and system integration
如图3所示,多传感器组合测头集成了两个点激光传感器(Laser Sensor 1,LS1;Laser Sensor 2,LS2)和一个图像传感器(Image Sensor,IS)。三个传感器安装在同一基座上,IS位于中间,LS1、LS2相对IS呈对称分布。三个传感器之间的主要位置约束关系为:1)准直后的两激光传感器发射出的激光束与图像传感器轴线处于同一平面;2)两个传感器下底面(定义为测量参考面)位于同一平面,其可通过标定传感器测量参考面至同一被测面的距离来实现。为便于调节三个传感器之间的位置关系,基板上的安装孔设计成键槽形。位置调整结束后,将多传感器组合测头安装至专用检测机构执行末端。
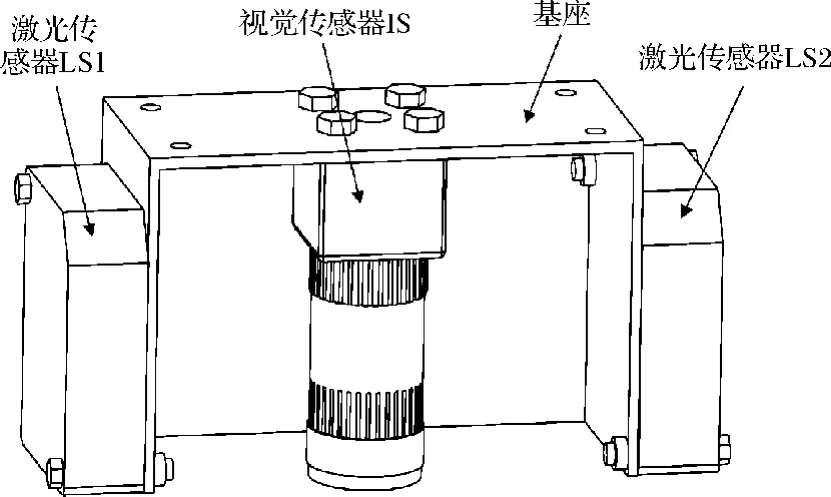
图3 多传感器组合测头Fig.3 Multi-sensor integrated measuring probe
在线检测运动驱动机构集成在对接工装中心轴上,其主要包括回转运动单元、直流伺服驱动单元和测量装置转接杆等。回转运动单元采用了行星齿轮结构和大直径专用精密轴承,其轴线与对装工装中心轴线重合,以保证测量过程中机构回转精度和测量可靠性。为实现精确的速度控制,选用直流伺服控制模式完成回转测量动作控制。直流伺服驱动单元的内置编码器用于反馈机构旋转坐标。
2.2测量控制与通信
针对激光位移与图像多源异构传感信息、多通道采集特点,构建了对装过程参量测控系统,如图4所示,其中下位机(Advanced RISC Machines,ARM)实现测量运动控制、数据采集、无线通信等功能;上位机(Personal Computer,PC)实现采集数据的实时显示、分析、处理和存储等功能。

图4 通信系统结构Fig.4 Communication system architecture
首先,测控系统通过ARM单元控制测量运动及采集传感信息,伺服电机在接收到测量运动控制指令(包括运动速度和运动方向)后驱动多传感器组合测量装置绕对接工装中心轴旋转,并在同一采集周期内进行运动位置坐标、运动方向、激光和图像的传感数据的信息采集。然后,ARM单元通过异步收发传输(Universal Asynchronous Receiver/Transmitter,UART)机制与上位机PC保持无线通信,将采集信息传输至上位机数据处理系统,以用于误差分析与位姿调整量的解算。
2.3数据处理软件设计
采用模块化设计手段,利用VC++在上位机开发出对装数据处理软件系统,其主要包括HMI模块、传感器标定模块、数据采集模块、数据分析模块等。
HMI模块主要实现参数设置、数据显示与存储等功能。参数设置界面包括传感器选择和采集频率、电机转动方向和速度测量等基本参数,以及采集数据文件保存路径等设置。数据显示包括激光和图像测量数据的实时显示,以及数据分析曲线的非实时显示量部分。传感器标定模块主要完成激光传感器LS1和LS2的非线性标定与补偿、LS1和LS2回转及对称标定、图像传感器缝隙识别标定与补偿等功能,进而建立传感坐标系之间及其与套装系统坐标系的变换关系。考虑到激光和图像两类传感器不同的应用要求,在数据采集模块,需完成两项任务:一是在套装坐标系下表示筒体和端框的圆跳动特征,如式(1);二是给出对装缝隙沿轴向的分布状态,建立分布函数f(δ,θ),其中δ为对装缝隙宽度,θ为测量转角。

式中:d和r分别为激光传感器测量距离和测量回转半径,PM为工装坐标系的测点,TSM为回转测量变换矩阵。
数据分析模块主要包括基于激光测量的圆跳动和圆轮廓分析、基于图像测量的对装缝隙识别。利用激光实时反馈数据,进行圆跳动计算,进而采用最小包容区域法评估圆轮廓,为筒体和端框圆度校正提供数据依据。通过图像边缘锐化处理,获得图像的高频分量,进而提取对装缝隙宽度。
为便于问题描述,建立图像局部坐标系,即像素坐标系,如图5(a)所示。对RGB图像进行灰度处理,基本模型为

式中:G(u,v)和C(u,v)分别为像素坐标点(u,v)对应的灰度值和RGB值,b和a分别为当前图幅内各像素点RGB值的上、下边界。
分别沿u像素线g(u)对v对应灰度值进行求和处理,即压缩处理;对一维分布的灰度数据进行向后差分计算,得到灰度变化梯度曲线,如图5(a)所示。
采用峰值提取法计算对装缝隙宽度δ,

式中:PV(uR)和PV(uL)分别为像素坐标uR和uL对应的灰度梯度峰值;α和β均为映射参数,需预先标定。
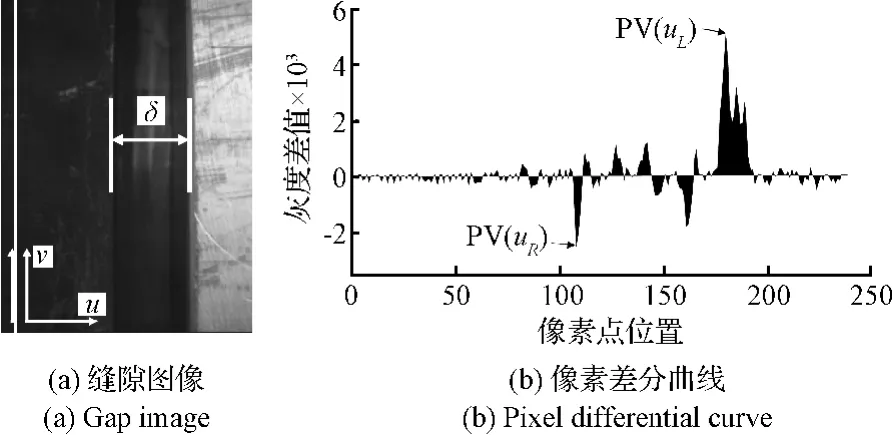
图5 对装缝隙提取Fig.5 Butt assembly gap extraction
3 筒体-端框对装调整
3.1筒体和端框圆轮廓校形
利用激光传感器在线测量的大型复合材料筒体和金属端框圆跳动数据,对其进行多点内撑方式的强制校形,以保证顺利对装。内撑点Si(θi)(i=1,…,n)均匀地分布在内撑装置上,位于同一截面,n为内撑点数量,θi为第i个内撑点的角度位置。考虑到内撑方式的特殊性,在满足圆度公差要求的条件下,利用最大可行圆包络圆轮廓曲线,则包络圆内的各内撑点均需要调整。通过半径差获得各内撑点的调整量di。
3.2筒体位姿调整
筒体位姿调整主要完成两个任务:筒体调正与端框同轴调整。基本调整过程为:
1)将校形后的筒体和端框运动至预装位置,并启动在线测量系统,进行筒体和端框轮廓及对装缝隙的同步测量;
2)利用两激光传感器LS1和LS2测得的圆轮廓数据,计算筒体相对于端框偏心距离,通过调整筒体前端支撑,完成同轴位姿的粗调整;
3)再次测量对装缝隙与圆轮廓,根据对装缝隙分布和筒体尺寸计算姿态偏差,进而解算出后端支撑调整量;
4)转入步骤1),需满足对装精度要求。
4 应用校验:复合材料筒体-金属端框对装
以某型号大型筒段为典型零件,进行应用校验。该筒段由一个复合材料筒体和两个铝合金金属端框装配而成。基于多参量在线反馈的大型筒体-端框对装工艺流程如图6所示。
具体步骤如下:
1)把复合材料筒体和金属端框吊装至对装系统,完成零件找正和装夹;
2)开启多传感在线检测系统,如图7所示。分别利用传感器LS1和LS2对筒体与端框内圆轮廓进行扫描检测,测量旋转速度0.3 r/min;利用第3.1节的多点调整策略进行筒体与端框的圆轮廓,以满足圆跳动预装要求;
3)将筒体和端框调整至预装位置,利用传感器IS进行对装缝隙扫描检测与评估,并利用第3.2节的操作步骤进行筒体对装位姿的调整,以满足对装缝隙调整;
4)胶粘固化、铆接,完成对装。
经检测,大尺寸复合材料筒体与铝合金端框对装缝隙误差可有效控制在0.15 mm范围内,满足了对装精度要求。相对于传统的人工经验调整、试凑对装,采用本文提出的方法,单个筒段的筒体与端框对装效率提高了2~3倍,产品一次合格率100%。

图7 在线检测系统Fig.7 Online detection system
5 结论
本文提出了一种多参量同步在线反馈的大型复合材料筒体与金属端框精确对装新方法,实现了在线测量与传统对装工艺的有效集成。利用在线测量数据,辅助完成了筒体和端框圆轮廓校形、筒体位姿调整,优化了对装工艺。以某型号大型筒段为典型件进行了实际工程应用校验,表明所提出的方法和研制的在线检测系统对提升大型筒段的高效、精确对装技术水平具有重要意义。
[1] 傅德彬,姜毅.用动网格方法模拟导弹发射过程中的燃气射流流场[J].宇航学报,2007,28(2):423-426.[Fu Debin,Jiang Yi.Simulation of jet flow during missile launching with dynamic mesh[J].Journal of Astronautics,2007,28(2):423-426.]
[2]Kunzmann H,Pfeifer T,Schmitt R,et al.Productive metrologyadding value to manufacture[J].CIRP Annals-Manufacturing Technology,2005,54(2):155-168.
[3]Mears L,Roth J T,Djurdjanovic D,et al.Quality and inspection of machining operations:CMM integration to the machine tool[J].ASME,Journal of Manufacturing Science and Engineering,2009,131(5):1-13.
[4]Estler W T,Edmundson K L,Peggs G N,et al.Large-scale metrology-an update[J].CIRP Annals-Manufacturing Technology,2002,51(2):587-609.
[5]Zou J.Indoor global positioning measurement system application for the aircraft flexible joint assembly[C].SAE 2010 Aerospace Manufacturing and Automated Fastening Conference&Exhibition,Wichita,USA,September 28-30,2010.
[6]Williams G,Chalupa E,Rahhal S.Automated positioning and alignment systems[C].SAE 2000 Aerospace Manufacturing and Automated Fastening Conference&Exhibition,New Orleans,USA,September 20-22,2000.
[7] 邾继贵,郭磊,叶声华.现场条件下大空间三维精密定位原理与方法[J].光学学报,2009,29(7):1872-1876.[Zhu Jigui,Guo Lei,Ye Sheng-hua.Principle and implementation method of three-dimensional precision position in large field working space[J].Acta Optica Sinica.2009,29(7):1872-1876.]
[8]Paoli A,Razionale A V.Large yacht hull measurement by integrating optical scanning with mechanical tracking-based methodologies[J].Robotics and Computer-Integrated Manufacturing,2012,28:592-601.
[9] 王永青,刘海波,李护林,等.大型液体火箭发动机喷管数字化铣槽加工系统[J].宇航学报,2012,33(9):1327-1333.[Wang Yong-qing,Liu Hai-bo,Li Hu-lin,et al.Digital machining system for nozzle cooling channel of large liquid rocket engine[J].Journal of Astronautics,2012,33(9):1327-1333.]
[10] 高伟熙,缪玲娟,倪茂林.一种引入陀螺角速度信息的快速对准方法[J].宇航学报,2010,31(6):1596-1601.[Gao Wei-xi,Miu Ling-juan,Ni Mao-lin.A fast initial alignment method with gyro angular rate information[J].Journal of Astronautics,2010,31(6):1596-1601.]
[11] 王保丰,李广云,于志坚,等.飞行器自主交会对接逼近阶段单台CCD测量方法研究[J].宇航学报,2007,28(1):22-27.[Wang Bao-feng,Li Guang-yun,Yu Zhi-jian,et al.Using single CCD to measure the position and pose of aircrafts in the close phase of rendezvous and docking[J].Journal of Astronautics,2007,28(1):22-27.]
[12] 高明坤.导弹发射装置构造[M].北京:国防工业出版社,1985.
猜你喜欢
化工管理(2021年7期)2021-05-13 00:46:04
水泥技术(2021年2期)2021-04-20 12:37:26
农村实用技术(2021年1期)2021-02-27 08:26:18
边疆文学(2020年5期)2020-11-12 02:29:46
制导与引信(2016年3期)2016-03-20 16:02:00
设备管理与维修(2015年11期)2015-03-16 05:57:40
物理实验(2015年9期)2015-02-28 17:36:51
数学年刊A辑(中文版)(2014年4期)2014-10-30 01:50:32
声学技术(2014年2期)2014-06-21 06:59:14
语文教学与研究(2014年10期)2014-02-28 21:55:19
