钢焊缝超声检测新旧标准对比分析
2015-01-22 06:06甘正红方晓东苏继权
焊管 2015年7期
甘正红,方晓东,苏继权
(1.江苏德创制管有限公司,江苏 兴化 225700;2.江苏通宇钢管集团有限公司,江苏 扬州225008)
焊管因其优越的性能,应用范围几乎涉及所有结构领域,包括高层建筑、桥梁、体育场馆、海洋平台结构、特高压输变电钢管塔等。这类焊管焊缝都需进行超声波检测,一般执行GB/T 11345标准。2013年9月18日发布的钢焊缝超声检测国家标准 GB/T 11345—2013,GB/T 29712—2013和 GB/T 29711—2013是钢焊缝超声检测中重要的系列标准[1-3](以下简称新标准)。原国家标准GB/T 11345—1989(以下简称旧标准[4])是1989年发布的,已在钢焊缝超声检测中使用了多年,此次更新的标准与旧标准存在很大的区别,旧标准包括检测技术和验收等级两部分,而新标准为了与国际接轨,把检测技术和验收等级分开,各自形成一个独立的新标准。因此对于习惯使用旧标准的技术人员,新标准是否能够满足和发挥钢焊缝超声检测的需要,是否能够熟练地使用新标准为钢焊缝检测服务,有一个适应和理解、掌握新标准的过程,因此对新标准的分析、理解与掌握是非常重要和必须的。
1 标准的代替与废止
已经发布实施的现有标准(包括已确认或修改补充的标准),经过一定时间实施后,对其内容需要再次审查,以确保其有效性、先进性和适用性[5]。推荐性的标准如果在前言部分没有明确提出废止,只是代替,则新、旧标准并存,使用者可根据需要进行选择。如GB/T 11345—2013标准只是代替GB/T 11345—1989,因此文献[6]中关于“原GB/T 11345—1989标准作废”的说法值得商榷[6]。选用标准时,标准的代替、部分代替、废止、强制性条款等许多信息均在前言中体现,使用者一定要查看标准的前言,并根据产品的具体情况和具体条件选择适合的标准,鼓励合同双方使用标准的最新版本。
2 系列新标准与旧标准的比较
2.1 检测前需要的信息
新标准与旧标准相比,突出一个重要特点,就是新标准重视检测合同或技术协议,增加了焊缝检测前合同或技术协议中应至少包括的必要项目内容(这也是国际惯例),如对影响检测方法的选择和评定检测结果的所有技术参数进行罗列,这是检测人员应获得的必要信息。新标准中采用4种检测技术,检测结果的评定或验收基于以下两个因素:①基于显示长度和回波幅度;②基于探头移动技术对显示的表征和显示尺寸的定量结果。因此在检测前合同双方必须明确规定使用哪种技术方法和评定验收要求,否则可能带来不同评定结果。新标准对检测合同或技术协议中的必要项目见表1。

表1 检测合同或技术协议中的必要项目
2.2 检测技术与验收等级分开
修订后的新标准与旧标准相比突出以下特点:①技术、检测等级和评定标准只体现检测技术方面的主要内容,焊缝内部显示的特征、验收等级等不在此标准范围之内;②标准给出了焊缝超声检测一般规则和要求,更加强调合同双方在检测技术服务合同中应明确规定具体的检测技术和检测要求,就是检测前需要提供的信息。新标准中把检测技术和评定等级方法分开,主要目的是有利于检测技术和评定方法两部分的独立更新,如有需要可以单独更新其中任何一个标准。
2.3 新标准中对曲面工件扫查时的探头匹配和检测表面的规定要求
新标准要求,探头和工件的接触间隙g不应超过0.5 mm,对于圆柱面或球面间隙(钢管焊缝超声检测属于此种情况),计算见公式 (1)。

式中:g—探头和工件的接触间隙;
a—探头接触面宽度;
D—工件直径。
即上述中0.5 mm是通过公式(1)计算所得,而不是用仪器测出的实测值。
另外,公式(1)出现在新标准第6.3节“探头参数”的第6.3.4“曲面扫查时的探头匹配”部分,笔者认为,它仅适用探头选用或处理,即用计算方法检查a与D是否相适应、是否相匹配,如果计算值g小于0.5 mm,探头楔块底面就不必修磨成与工件曲率相吻合状态;当计算值g大于0.5 mm时,探头楔块底面需修磨成曲面。
实际应用中的探头楔块底面与工件表面的间隙既便是平面工件检测,由于表面粗糙度等问题存在,二者之间又有耦合剂存在,所以它们之间有间隙,而且其间隙大小不一。旧标准要求检测面的粗糙度不应超过6.3 μm,对焊缝两侧检测面粗糙度的要求太高,一般靠修磨无法达到。因此,新标准取消表面粗糙度的要求,规定探头移动区表面的不平整度,即探头和工件的接触间隙不超过0.5 mm。
2.4 新标准对工件检测温度的规定
新标准规定工件检测时焊缝及母材温度为0~60℃。新标准是基于横波声速为(3 255±30)m/s的钢材而设立的,因此需要控制工件温度。同时标准还明确规定,每次检测前应设定时基线和灵敏度,并考虑温度的影响。时基线扫描和灵敏度调节或校验时的环境温度与实际焊缝检测时的环境温度之差不应超过15℃。因此,焊管的离线或在线超声检测与施工现场(如野外)的检测操作需要特别注意这一规定。试验研究表明,钢中温度与横波声速有近似表2的关系。
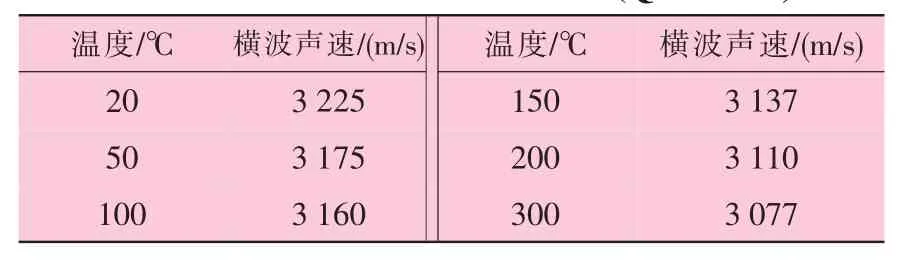
表2 不同温度下的横波声速值(Q345B钢)
焊缝超声检测(A型显示)中,焊缝缺陷在超声波仪器荧光屏上显示出来的数据是回波幅度、深度、水平位置和声程等信息,这些数据与探头楔块中声速、工件中声速、探头频率、耦合层厚度、工件的衰减密切相关。随着温度的变化,所有这些参数都将发生变化,因而关于缺陷定位、定量都与高温或低温下的检测以及在常温下进行仪器标定的情况不同[7]。
试验研究表明,当检测温度发生变化时,斜探头扩散角也随之发生变化,尤其是温度升高时,斜探头的扩散角随之增大,波束指向性变差,探伤灵敏度降低,分辨率变差,缺陷的定量定位误差变大,易造成缺陷的漏检误判[8];研究结果还表明,斜探头角度值K随着温度增大而增大,且K越大,随温度升高增大越快。因此温度的变化,导致缺陷定位误差大[9]。
新标准规定的目的就是基于超声波在钢中传播的声速和探头折射角一般都在特定温度下测定的。实际工作中,为保证超声检测结果的准确性和稳定性,必须对被检工件温度进行控制,关于工件温度的规定在旧标准中完全没有提及,而新标准控制了一个影响焊缝超声检测最重要的客观因素。
检测时常用的耦合剂一般为工业浆糊,工件温度太低容易结冰,温度太高容易干结。因此,检测时控制工件温度及母材温度为0~60℃,和设备校验与实际检测时的环境温度之差不应超过15℃,是很必要的,必须严格执行。
2.5 新标准对探头折射角的规定
新标准中取消了探头K的说法,改用折射角表示,探头K=tanθ,θ为探头折射角。国外不用K来描述探头折射角,新标准修改完全是为了和国际接轨,规范超声检测术语的使用。马铭刚早在1998年撰文时就提出,应该扭转K值标示的做法[10]。
新标准规定当用横波且超声波需要从底面反射时,探头折射角为35°~70°,如果检测等级要求只需1个角度的斜探头检测,而且探头移动区宽度为1.25 P(P指全跨距)时,这时候意味着角度值在35°~70°以外的探头就不能使用了,例如33°和 72°探头。 这条规定主要考虑 35°~70°是纯横波的范围,一次反射后,钢中横波全反射,防止产生波型转换,减小幅射能量损失,确保检测灵敏度。
图1为有机玻璃/钢界面上的声压往复透射率曲线。由图1可知,声压往复透射率即声强透射率在33.2°时很低,则探头折射角在33.2°时检测灵敏度很低,因此,折射角下限值取35°;而当折射角大于70°时,声速扩散到表面现成界面波,遇到表面障碍反射回探头,容易引起误判,同时界面波会使工件有效声能减少,同样降低检测灵敏度[11]。

图1 有机玻璃/钢界面上的声压往复透射率曲线
标准规定必须采用折射角在35°~70°的斜探头进行检测时,有一个前提条件“所用技术需要超声从底面反射时”,其含义是检测面和底面平行,需要用到一次反射波法检测或多次反射波法检测时,“应注意保证声束与底面反射面法线的夹角为 35°~70°”,由于检测面与底面平行,所以要求斜探头折射角也要为35°~70°。新标准对多个斜探头进行检测时的说明,也只是要求其中一个斜探头符合“所用技术需要超声从底面反射时,应注意保证声束与底面反射面法线的夹角为 35°~70°”的这个规定 (以下简称 “规定”),但要保证多个探头之间的折射角差不小于10°,考虑了未熔合类缺陷能够有效检出。比如检测中如果头一个检测用的探头是用61°的斜探头进行直射波和一次反射波法检测,61°斜探头的折射角符合“规定”;第二个探头用72°的斜探头进行直射波和一次反射波法检测也是可以的,毕竟72°的斜探头的折射角已经没有必要符合 “规定”,而且72°和61°的斜探头折射角差不小于10°。还有一种情况比如探测面和底面并不是平行的,焊缝只能用直射波法检测,这种情况下斜探头的折射角也应该不受到“规定”的限制。
2.6 新标准中关于母材检测的规定
新标准规定除非能被证实(比如拼装过程的预检测)母材金属高衰减或缺欠的存在不影响横波检测,否则探头移动区的母材金属应在焊前或焊后进行纵波检测。此规定基于两方面,一是母材的透声性能即衰减的大小,另一方面是母材内部是否有影响超声传播的缺欠以及缺欠的大小对焊缝横波检测的影响。存在缺欠的母材部位,应对其是否影响横波检测效果进行评定。旧标准是仅C级检验才有要求,而且只在斜探头检测前进行,以便探测是否有影响探伤结果解释的分层性或其他种类缺陷存在。
笔者认为,焊管生产过程的铣边及合缝对接时的外观预检测等较难证实母材区域缺欠的存在,因此对于实际检测时探头移动区的母材金属应进行纵波检测,因为当焊缝边缘母材内部存在分层或夹杂物等缺陷时,会影响声速传播路径,从而使焊缝区域内的缺陷难以发现或造成错误的判定[11],如图2所示。
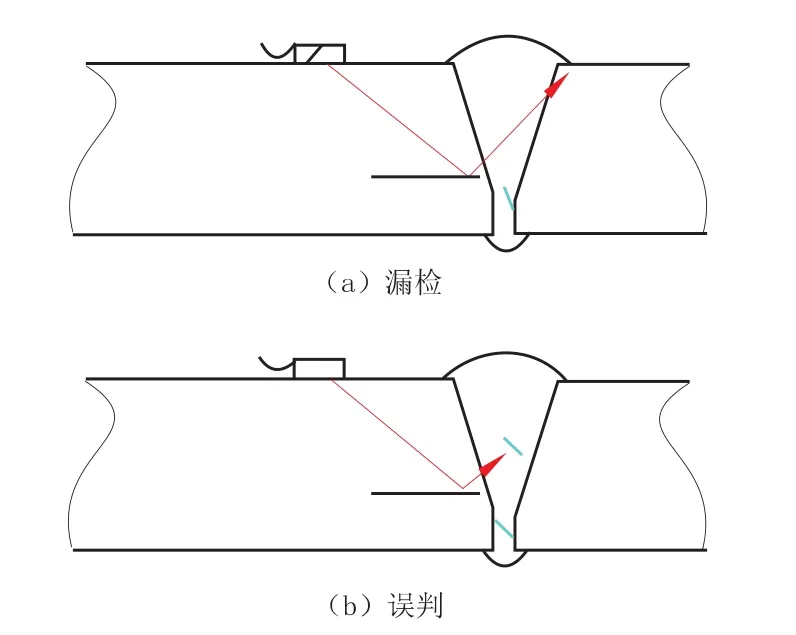
图2 母材内部分层可能造成的影响
2.7 新标准关于串列扫查的规定
新标准规定了技术4(串列技术)应用于斜探头(折射角为45°)检测厚度t≥15 mm的焊缝。对于厚壁且单侧坡口角度小于5°的对接焊接接头实际上主要指窄间隙焊接接头,随着钢结构及承压设备厚壁化发展,窄间隙对接焊接接头的比例越来越大,在厚板对接焊缝和窄间隙焊缝的焊接过程中,由于热影响区大,焊接溶池小,能量分散,以及操作时运条速度等因素的影响,往往出现走向与焊缝方向一致,产生与检查面垂直或近似垂直的未焊透、坡口未熔合和裂纹等,严重影响构件的安全使用。用单斜探头对焊缝进行超声检测时,缺陷的反射平面与入射声束轴线呈较大的倾角,单斜探头难以接收反射波,因而用常用超声方法较难检出这类缺陷,容易造成漏检[12]。
新标准规定了对此类厚焊缝缺欠的附加串列检测技术且由检测合同特别规定。旧标准只是规定C级检验时焊缝母材厚度≥100 mm,窄间隙焊缝母材厚度≥40 mm时一般要增加串列式扫查。
但是串列检测技术除了在焊管自动超声检测系统中得到广泛应用外,其他领域在国内并没有得到真正应用,一是机械式串列检测设备还不过关,二是手工串列检测在现场无法大范围使用。笔者认为现在TOFD超声技术对与检测面垂直或近似垂直的坡口未熔合和裂纹的检出有很高的可靠性,是适合窄间隙对接焊接接头检测的方法,另外除超声检测外,射线检测对这类缺陷的检出效果也是比较好的,因此对窄间隙对接焊接接头采用TOFD超声技术、串列检测技术以及射线检测都是可行的。
2.8 新标准中检测等级的规定
焊接接头的质量要求主要与材料、焊接工艺和服役状况有关,依据质量要求,新标准中4个检测等级(A,B,C和D)的规定,不同的检测等级对应不同的缺欠检出率,检测等级从A级到C级,检测要求越来越高,主要通过增加探头扫查的种类、数量、扫查次数、检测面要求和探头移动区域来提高对检测区域的覆盖程度,检测等级D仅适用于特殊情况,在符合通用要求的情况下,编制书面工艺规程,和旧标准相比,相同检测等级下,探头种类、数量、扫查次数均增多,探头移动区域增大[13]。
通常,检测等级与焊缝质量等级有关,相应检测等级可由焊缝检测标准、产品标准或其文件规定,推荐的检测等级见表3[1,14]。
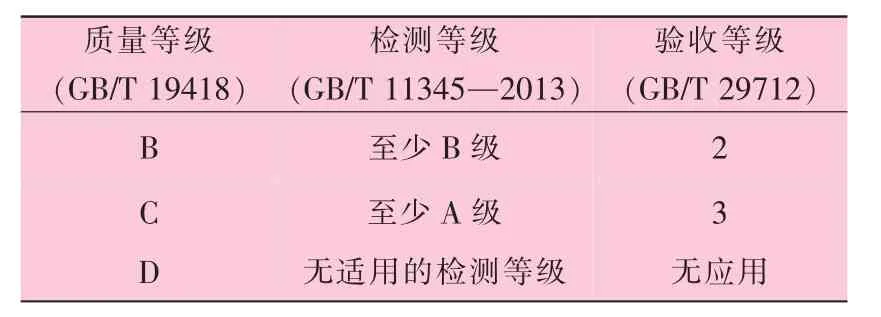
表3 焊缝质量等级、检测等级和验收等级之间的关系
2.9 新标准中验收等级与评定方法的区别
这个区别是根本性的,新标准的验收等级和评定方法与旧标准完全不一样。新标准取消了旧标准3线(判废线、定量线、评定线)的规定,新标准规定了4个等级。验收等级的评定包含两个主要内容,第一是检测灵敏度,第二是缺欠测长。下面根据新标准内容举例:基于横孔技术(直径为3 mm的横孔)的检测灵敏度。
(1)参考等级:参考等级就是以直径3 mm横孔作为基准反射体,制作的距离-波幅曲线(DAC 曲线), 记为 Ho。
(2)评定等级:评定等级的主要作用是为了测量缺欠的显示长度,采用固定回波幅度等级法,找到超过评定等级的缺欠最高波后,移动探头使回波降至评定等级线,此时探头移动距离为该缺欠的显示长度。
旧标准采用的是相对灵敏度测长法和端点峰值测长法。与新标准的测长法对比,新标准的测长法操作性更强,降低操作人员的随意性,测长结果一致性好。对于习惯使用旧标准的,一定要注意两种方法的区别,这两种方法测出的缺陷长度是有差异的。
(3)记录等级:记录等级是对应的验收等级-4 dB,记录等级的主要作用是,如果单位焊缝长度内存在单个或多个间断的缺欠,需要记录缺欠的累计长度。
旧标准不足之处是不计多个缺欠的累计长度,如果一条焊缝上有多个缺欠的显示,但是只要每个缺欠不超标,也能通过验收。新标准填补了这个漏洞,这意味着在特定的单位焊缝长度内,如果缺欠数量过多,即使单独每个都可以通过验收,也有可能因为缺欠的累计长度超标而不符合验收等级。
(4)验收等级:目前新标准有两个验收等级,分别是2级和3级,验收等级的灵敏度设定比较复杂,它是根据焊缝母材厚度、缺欠显示长度与板厚之间的倍数关系而变化的。
2.10 新标准关于显示的特征(类型)判定
新标准中如果合同规定基于显示的特征(类型)和显示的定量尺寸来判断和验收,那么凡判定为面状显示的则不允许存在,其他非面状显示按照标准进行验收(即按显示的长度和波高来判定)。
新标准给出了面状显示的判定程序及判定条件,主要通过焊接方法、几何位置、回波波幅、回波的指向性、静态及动态波形等几个方面来考虑。旧标准规定最大波幅超过评定线的缺陷,检验者判定为裂纹等危害性缺陷时,无论其波幅和尺寸如何,均评定为IV级。新标准对显示的特征规定更具体,操作性更强。但是对于钢管结构现场检测时的显示特征(类型)判定则比较费时,也不利于钢管结构现场检测的运用。
2.11 新标准关于横向显示的检测规定
新标准对是否进行横向显示的检测以及如何设定检测方法、检测范围、检测灵敏度和合格标准,是和检测等级相关联的。如对板-板和管-管对接接头的检测,检测等级A和B对横向显示的检测仅由检测合同特别规定;检测等级C必须作横向显示的检测,焊缝表面可要求磨平,并且探头在焊缝上面作相对两个方向的检测。如果检测合同特别规定检测等级A和B需作横向显示的检测,标准规定探头在焊接接头两侧边缘使探头与焊接接头中心线呈10°~20°作两个方向的斜平行扫查。
旧标准规定,A级检验一般不要求作横向缺陷的检验,B级检验时条件允许时应作横向缺陷的检验,C级检验要求作两个扫查方向和两种探头角度的横向缺陷检验。对比新旧标准,新标准体现了合同双方对合同或技术协议中应至少包括的必要项目内容的认同,比较明确。
另外根据笔者所做的试验,如果采用斜探头在焊接接头两侧边缘母材上作双向小角度斜平行扫查来检测横向显示,漏检率就很高,实际工作中,焊缝的横向显示一般都是用45°探头在焊缝(焊缝有余高或者磨平)上扫查而检测出来的[15]。
3 关于新标准中缺欠验收评定的理解
以新标准中技术1基于横孔技术的验收等级方法为例进行以下的说明:①根据焊缝质量等级确定验收等级是2级还是3级。此时可确定评定等级,2级对应为Ho-14 dB,3级对应为Ho-10 dB。回波波幅超过评定等级的缺欠需要测量其显示长度[16]。横孔技术的验收等级2级和验收等级3级见表4。②确定母材板厚t,t以15mm为分界线,当8mm≤t<15 mm 为一种情况; 当 15 mm≤t<100 mm为另一种情况。③根据缺欠回波波幅H(dB)以及缺欠显示长度L与板厚t之间的倍数n(n等于缺欠显示长度除以板厚)确定验收等级、记录等级。

表4 基于横孔技术的验收等级2级和验收等级3级
以验收等级2级为例,设焊缝母材厚度为t,缺欠的显示长度为L,缺欠显示长度与板厚之间的倍数n=L/t。
当8 mm≤t<15 mm时有以下两种情况:
(1)当n≤1时,验收等级为Ho-4 dB,此时记录等级为Ho-8 dB。
(2)当n>1时,验收等级为Ho-10 dB,此时记录等级为Ho-14 dB。
此时,任意6 t焊缝长度内,所有超过记录等级的可单独验收显示的最大累计长度≤1.2 t。
波高超过φ3×40-4 dB的判为不合格;反射波高在 φ3×40-4 dB~φ3×40-10 dB 之间, 缺陷长度L小于板厚合格,大于板厚为不合格。
当15 mm≤t<100 mm时有以下三种情况:
(1)当n≤0.5时,验收等级为Ho,此时记录等级为Ho-4 dB。
(2)当0.5<n≤1时,验收等级为Ho-6 dB,此时记录等级为Ho-10 dB。
(3)当n>1时,验收等级为Ho-10 dB,此时记录等级为Ho-14 dB。
此时,任意单位焊缝长度为100 mm,所有超过记录等级的可单独验收显示的最大累计长度≤20 mm。
波高超过φ3×40判为不合格;反射波高在φ3×40~φ3×40-6 dB 之间, 长度 L 小于 1/2板厚合格,大于1/2板厚为不合格;波高在φ3×40-6 dB~φ3×40-10 dB之间,L不大于板厚合格,大于板厚不合格。
当波高在 φ3×40-10 dB~φ3×40-14 dB 之间时有以下两种情况:
(1) 当8mm≤t<15mm时, 显示长度超过t;当15 mm≤t<100 mm时,显示长度超过1/2 t或15 mm,取两者较大值。应作进一步检测,检测方法包括改变探头角度或协议采用串列法检测,这主要是为了防止由于探头角度或者检测方法选用不当,未找到显示的实际最高回波,从而造成对显示的漏检或误判。最终评定应基于显示的最高回波幅度和所测得的长度。
(2)应记录回波幅度和指示长度,考虑两相邻显示是否在群显示的评定范围,如在范围内,应参与群显示的评定。当缺欠长度L大于板厚t时,评定等级和记录等级会重叠,这意味着通常情况下,凡是显示长度超过板厚的缺欠都会记入到累计长度中去。
当以上两种情况都合格时,则显示是可验收的,即评定为合格。
采用新标准规定的检测等级和检测技术得到的显示,如果合同规定了需要对显示做出类型(特征)的评定,则平面型显示是不可验收的,即评定为不合格,而非平面型显示可以采用新标准进行评定。
旧标准的灵敏度等级设定是:判废线为Ho-4 dB, 定量线为 Ho-10 dB, 评定线为 Ho-16 dB。评定线以上至定量线以下为I区(弱信号评定区),定量线至判废线以下为Ⅱ区(长度评定区),判废线及以上区域为Ⅲ区(判废区),标准规定对位于Ⅱ区的反射信号需要测长,然后根据长度进行评定,超过标准允许最大长度则判定为不合格,而对位于Ⅲ区的反射信号不考虑指示长度,直接判定为不合格。
因此新标准综合考虑了检测母材厚度、缺欠回波幅度、显示长度、群显示、累计长度等因素进行等级评定,与旧标准对比,验收等级的评定更复杂、但更加合理,对检测人员的标准熟悉程度也更高。
4 新标准应用中存在的问题
4.1 引用标准时存在的问题
GB 50205—2001《钢结构工程施工质量验收规范》是钢结构施工中的一个重要标准,该标准焊缝采用超声检测时的要求见表5[17]。
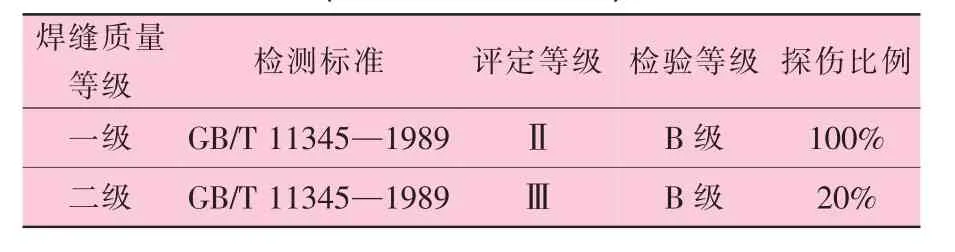
表5 一、二级焊缝质量等级及缺陷分级(GB 50205—2001)
标准中对焊缝超声检测的方法和验收引用的是旧标准GB/T 11345—1989。通过对新旧标准的对比,新标准的2级和3级与旧标准Ⅱ级和Ⅲ级评级之间没有完全对应关系,因为对于新标准评定焊缝中的显示,基于φ3 mm横孔技术,对于验收等级为2级的焊缝,其检测灵敏度至少为φ3×40-14 dB;而对于验收等级为3级的焊缝,其检测灵敏度至少为为 φ3×40-10 dB,这里与GB 50205标准的规定有差异,在GB 50205中,对于一级和二级焊缝,超声检测的检验等级为B级,检测灵敏度均为φ3×40-16 dB,这样就没有对应评级,新标准存在一个和行业标准接轨的问题。
4.2 检测灵敏度的确定
新标准关于设定参考灵敏度的规定,应选用4种技术中的任一技术来设定参考灵敏度。那么4种技术怎么来选择,这就要求钢结构工程设计单位的设计和工艺人员要充分熟悉、理解新标准,设计和工艺人员应根据具体产品的功能特性或载荷状况不同,选择不同的焊缝质量等级和检测等级、验收等级、参考灵敏度的设定技术,在检测前合同或技术协议中应明确进行规定。
5 结 论
钢焊缝超声检测系列新标准与旧标准在很多方面存在差异,通过结合实际超声检测工作中的要求,对新标准中的检测合同或技术协议提供的信息、检测等级、验收等级与评定方法、曲面工件扫查时的探头匹配及检测表面要求、工件检测时的温度要求、横向显示检测规定、探头折射角规定、缺欠的显示特征判定以及工件母材检测要求等主要规定进行了评析,希望能对焊缝超声检测工作者准确理解和正确运用标准提供帮助。
[1]GB/T 11345—2013,焊缝无损检测超声波检测技术、检测等级和评定[S].
[2]GB/T 29711—2013,焊缝无损检测 超声检测 焊缝中的显示特征[S].
[3]GB/T 29712—2013,焊缝无损检测 超声检测验收等级[S].
[4]GB/T 11345—1989,钢焊缝手工超声波探伤方法和探伤结果分级[S].
[5]方晓东,甘正红.制管行业常用术语的词义辨析[J].钢管, 2014, 43(01): 78-82.
[6]林明焰.浅谈GB/T 29712—2013焊缝无损检测超声检测验收等级的理解[J].科技研究, 2014(24): 211-212.
[7]姚志忠.环境温度对斜探头K值、近场长度和波束指向角的影响[J].无损探伤,1998(06):12-17.
[8]谢宝琛,王兆节.斜探头K值随环境温度的变化[J].无损检测, 1989, 11(08): 226-228.
[9]孙钟,李全育.温度对超声波检测缺陷定位定量的影响[J].无损检测, 2011, 33(04): 26-32.
[10]马铭刚.超声波探伤中两个值得反思的问题[J].无损检测, 1998, 20(12):357-358.
[11]郑晖,林树青.超声检测[M].第 2版.北京:中国劳动社会保障出版社,2008.
[12]吴群,王岳.焊缝超声波串列扫查探伤方法中的几个问题[J].抚顺石油学院学报,1998,18(1):44-46.
[13]庄志强,丁杰.新版GB/T 11345—2013标准与GB/T 11345—1989标准的比较[J].无损检测,2013,35(6):63-68.
[14]丁兵.GB/T 11345—2013标准解析[J].无损检测,2015, 37(4): 1-11.
[15]甘正红,张辉.直缝埋弧焊管焊缝横向裂纹的超声波检测[J].焊管, 2012, 35(5):54-57.
[16]丁杰.关于GB/T 29712焊缝超声检测验收等级标准的探讨[J].无损检测, 2014, 36(11): 66-77.
[17]GB 50205—2001,钢结构工程施工质量验收规范[S].
猜你喜欢
现代电力(2022年2期)2022-05-23
航空兵器(2022年1期)2022-03-04
装备制造技术(2020年3期)2020-12-25
无损检测(2020年5期)2020-05-31
理科爱好者(教育教学版)(2019年2期)2019-06-18
制造技术与机床(2018年12期)2018-12-23
无损检测(2018年10期)2018-10-19
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06