A-TIG 焊在不锈钢领域的应用
2015-01-22 06:06蔡养川
焊管 2015年7期
蔡养川,罗 震
(天津大学 材料科学与工程学院,天津300072)
A-TIG焊接方法最早是由乌克兰巴顿焊接研究所(PWI)在20世纪60年代提出的,但是直到20世纪90年代末期才被欧美国家的研究所 (如EWI、TWI等)广泛研究,其中 EWI开发的活性焊剂已经得到了广泛应用。这种焊接方法是在施焊板材表面涂上一层很薄的活性剂,引起焊接电弧收缩或熔池流态发生变化,从而大幅增加焊接熔深的焊接方法。利用这种方法可使焊接熔深比常规TIG焊增加1~3倍,对中厚板 (3~10 mm)不锈钢材料可实现单面焊双面成形。与传统TIG焊相比,A-TIG焊接方法具有焊接效率高、焊缝质量良好、操作方便、成本低廉等显著优点[1-2]。
A-TIG焊的关键因素在于活性剂成分的选配。目前常用的活性剂成分主要有氧化物、卤化物和氟化物,对于不同的材料,其适用的活性剂成分不同。但是由于这种技术的重要性,活性剂的成分和配方在PWI和EWI都有专利限制,公开出版物上很少报道。目前对A-TIG焊的研究主要集中在活性剂作用机理和活性化焊接应用技术的研究方面。本研究以奥氏体不锈钢为例,系统介绍和分析A-TIG焊的作用机理。
1 A-TIG焊对焊缝性能的影响
1.1 试验准备
模拟A-TIG焊接试验前准备流程如图1所示[3]。首先将配好的活性剂研磨均匀;然后将活性剂与乙醇或甲醛混合,搅拌均匀,搅拌结果以呈奶油状为宜;继而用毛刷将活性剂均匀地涂抹在待焊区域;最后,待涂抹区域干燥后进行焊接试验。

图1 A-TIG焊接试验前准备示意图
1.2 A-TIG焊对熔深的影响
文献[4]通过试验研究发现,各种活性剂对焊道熔深的影响各不相同,各单一活性剂与焊缝熔深增加的排序如图2所示,图2中h为有活性剂区的熔深,h0为无活性剂区的熔深。

图2 单一活性剂对焊道熔深的影响
文献[5]以10 mm厚SUS304不锈钢为试验材料,得到活性剂涂敷量与焊道熔深之间的关系曲线如图3所示。由图3可以看出对于两种活性剂,当涂敷量少于0.7 mg/cm2时,焊道熔深随活性剂涂敷量的增加而明显增加;当活性剂涂敷量大于0.7 mg/cm2时后,焊道熔深增加不明显。

图3 活性剂涂覆量对焊接熔深的影响
试验结果表明,A-TIG焊接时,焊接接头熔深主要受活性剂成分和涂覆量两方面的影响。为获得优良的焊接接头,在合理选择和调配各活性剂的基础上,还应合理地控制活性剂的涂覆量。
1.3 A-TIG焊对焊缝组织和力学性能的影响
研究发现,采用涂覆活性剂的A-TIG焊与常规TIG焊相比,前者获得的焊缝力学性能明显优于后者[6-8]。通过分析发现,由于A-TIG焊的熔深明显大于常规TIG焊,所以,在获得相同焊接熔深的情况下,常规TIG焊需要增加热输入,而热输入的增加会改变焊缝金属组织结构(如图4所示[9]),降低了焊接接头的力学性能。
1.4 A-TIG焊对焊缝耐腐蚀性能的影响
应力腐蚀是在化学介质和应力协同作用下腐蚀的一种基本形式,是指受应力的材料在特定环境下产生滞后开裂,甚至发生滞后断裂的现象。通常,不存在应力时应力腐蚀非常轻微,但当应力超过某一临界值后,金属会在腐蚀并不严重的情况下发生脆断[10]。
应力腐蚀常具有下列重要特征[11-12]。
(1)应力腐蚀必须同时具备特定环境、足够大的应力、特定的合金成分和结构三个条件。
(2)应力腐蚀是一种与时间有关的滞后破裂。对无裂纹的拉伸试样,当应力σ还远低于断裂应力σb时就能引起应力腐蚀裂纹的产生和扩展。
(3)产生应力腐蚀的合金表面往往都产生钝化膜或保护膜,这类膜的厚度有一个或几个原子层直至较厚的可见膜。
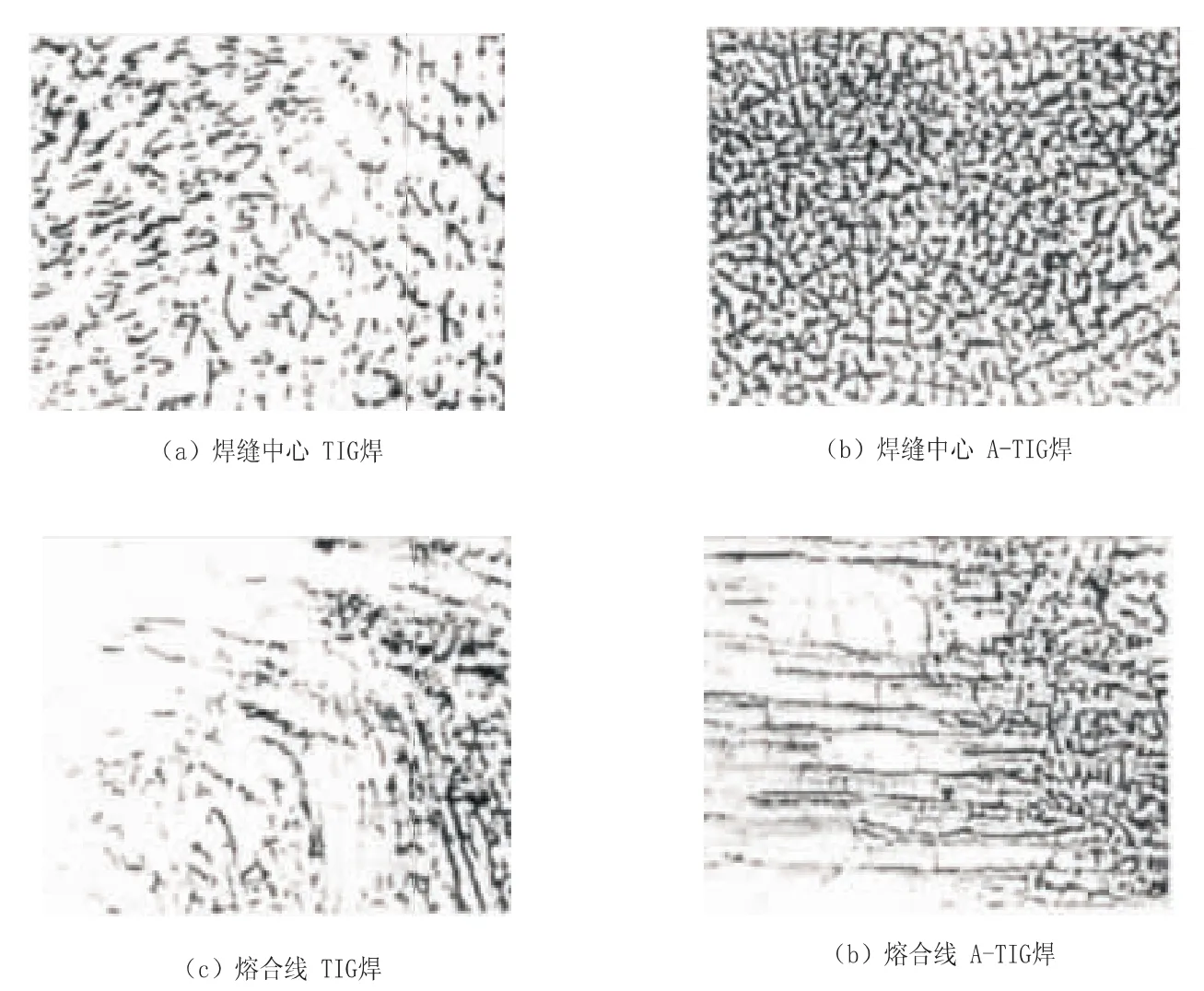
图4 A-TIG焊和TIG焊焊缝金相组织形貌对比(400×)
(4)应力腐蚀裂纹扩展速率一般为(10-6~10-3)mm/min,比均匀腐蚀快106倍。
文献[13]通过研究发现,A-TIG焊试样的应力腐蚀裂纹无论在表面开裂程度和裂纹扩展深度上都要小于常规TIG焊试样的应力腐蚀裂纹,证明了A-TIG焊有效的提高了工件的抗应力腐蚀开裂的能力。
2 A-TIG焊熔深增加机理
针对熔深增加机理的研究,国内外学者进行了大量的研究工作。目前已经被广泛接受的机理有:“电弧收缩”观点,“表面张力”观点和“阳极斑点收缩”观点[14-15]。
2.1 “电弧收缩”理论
电弧压缩机制如图5所示,A-TIG焊接过程中,活性剂蒸发后以原子态包围在电弧周围。活性剂蒸发后的原子能够捕获外围区域的电子形成负离子。和电子相比,负离子的质量要大很多,不能参与导电,导致电场强度减小。由于A-TIG焊接过程中电流保持不变,根据最小电压原理,电弧会自动收缩、电压增加,使焊接热源用于熔化母材的热量增加,从而使熔深增加[16]。
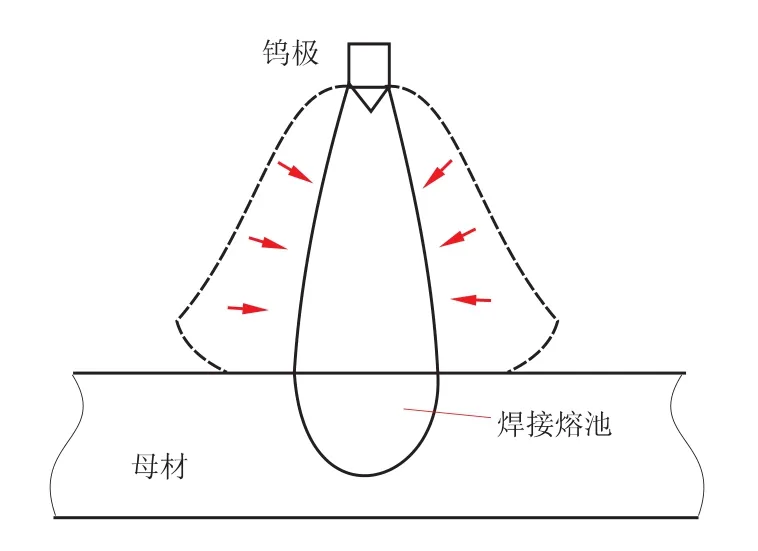
图5 电弧压缩机制示意图
针对“电弧收缩”理论,国内外学者进行了许多相关的研究工作。Howse D S[17]经过试验研究,采用不同的焊接热源焊接涂覆氧化物活性剂的不锈钢时,发现电弧收缩是焊缝熔深增加的主要机理;而当没有等离子时,活性剂不能使焊缝熔深增加。张瑞华等人[18-19]研究了不锈钢A-TIG焊接过程中活性剂对电弧的影响。试验结果表明,电弧弧根的等离子发光区发生了明显收缩。山东大学的李清明[20]等人以不锈钢为母材,研究了TiO2和SiO2活性剂对直流TIG焊接电弧形态和电弧电压的影响。试验表明,涂敷SiO2后,电弧状态发生了明显的变化,电弧电压明显增加;而涂敷TiO2活性剂后,电弧形态没有发生明显的变化,电弧电压降低。
2.2 “阳极斑点”理论
非金属化合物作为活性剂焊接时,活性剂涂层对液态熔池产生的金属蒸汽有抑制作用。所以电弧导电通道受到压缩,从而获得了较大的熔深[8]。如图6所示,在熔池中添加了氧化物、硫化物和氯化物后,溶池表面的斑点出现了明显的收缩[21]。

图6 无活性剂和有活性剂的电弧阳极斑点对比
MECHEV V S[22]通过研究发现,在阳极区收缩力作用下,该区域的电子流向阳极运动而降低了阳极势能,最终将大幅度提高阳极区电流密度。
2.3 “表面张力温度梯度改变”理论
溶池表面张力和对流如图7所示。
传统TIG焊接过程中,液态熔池中心温度高,熔池周围为低温的液固共存相。所以熔池表面中心表面张力较小,而熔池外围表而张力较大。在表面张力差的作用下,使液态金属由中心向外围流动,如图7(a)所示,因而形成的熔池横截面形貌宽而浅。
A-TIG焊接过程中,活性元素使熔池表面张力温度系数由负值变为正值,即熔池表面张力随着温度的增加而增大。如图7(b)所示,涂敷活性剂后液态熔池表面表张力发生变化,使液态金属由熔池边缘流向熔池中心流动,从而使熔池形成窄而深的横截面[23-24]。
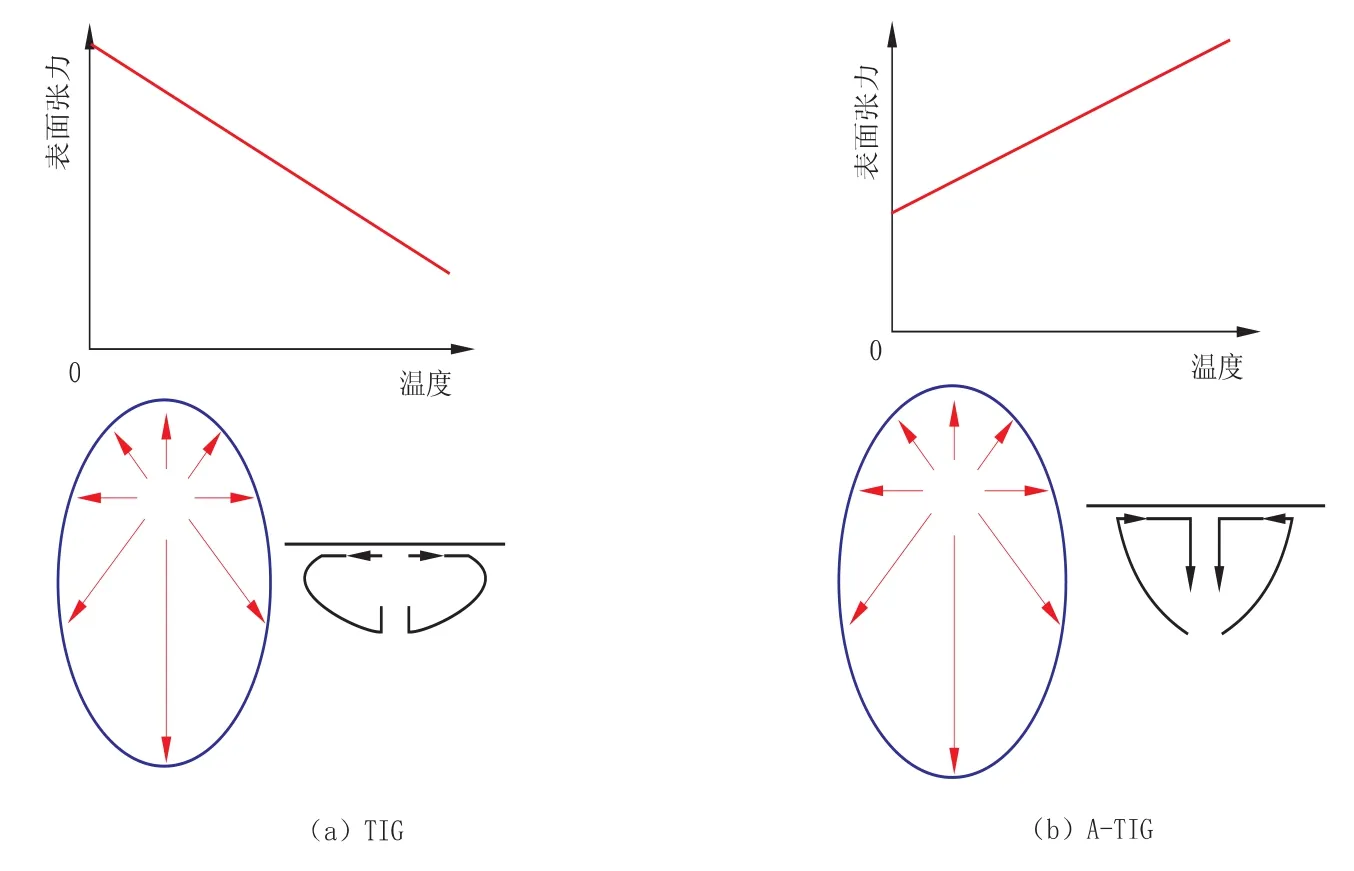
图7 A-TIG焊和TIG焊溶池表面张力和对流对比示意图
国内外学者对熔池表面张力进行了广泛而深入的研究。Leconte S[25]研究了A-TIG焊接过程中氧化物为活性剂对不锈钢焊缝熔池流动方式的影响。结果表明:活性剂中的氧元素能够改变液态熔池中的Marangoni对流方式,即熔池中形成由边缘向溶池中心流动的对流使溶深增加。兰州理工大学张瑞华等人[19]研究表明:无活性剂时,熔池液态金属由中心向边缘流动;有活性剂时,液态金属由熔池边缘向中心流动;熔池流动方式的改变是不锈钢A-TIG焊接熔深增加的主要机理。
3 结 论
(1)相同焊接参数下,A-TIG焊相对于传统TIG焊,熔深显著增加。
(2)获得相同焊接接头,A-TIG焊相对于传统TIG焊,热输入少,获得的焊缝组织较优良,因此具有更好的力学性能。
(3)A-TIG焊接熔深增加机理主要有“电弧收缩”观点,“表面张力”观点和“阳极斑点收缩”观点,而不同活性剂的熔深增加机理各不相同。
[1]刘凤尧.不锈钢和钛合金活性剂焊接和熔深增加机理的研究[D].哈尔滨:哈尔滨工业大学.2003(1):1-7.
[2]LUCAS W,HOUSE D S.Activating flux-increasing the performance and productivity of the TIG and plasma processes[J].Welding and Metal Fabrication,1996,64(1):1-11.
[3]凡福群.氧化物、氯化物活性焊剂作用机理的研究[D].大连:大连理工大学.2013(1):7-11.
[4]张瑞华,樊丁,尹燕,等.不锈钢A-TIG焊的活性剂研制[J].甘肃工业大学学报,2002,28(1):7-9.
[5]杨春利,牛尾诚夫,田中学.TIG电弧活性化焊接现象和机理研究(1)—活性化TIG焊接中的电弧现象[J].焊接, 2000(5):15-18.
[6]林三宝,杨春利,刘凤尧,等.不锈钢TIG焊活性剂对焊缝性能的影响[J].哈尔滨工业大学学报,2002,34(3):308-311.
[7]杨春利,牛尾诚夫,田中学,等.TIG电弧活性化焊接现象和机理研究(1)—表面活性剂对不锈钢材料TIG焊熔深的影响[J].焊接,2000(4):16-18.
[8]杨春利,牛尾诚夫,田中学,等.TIG电弧活性化焊接现象和机理研究(2)—活性化TIG焊接中的电弧现象[J].焊接,2000(5):15-18.
[9]王卫玲,张立武,胡世民,等.A-TIG焊接技术在奥氏体不锈钢焊接中的应用研究[J].固体火箭技术,2003,26(2):49-52.
[10]SIERADZKI K.Stress corrosion cracking.Encyclopedia of Materials:Science and Technology[DB/OL].http://www.sciencedirect.com/science/article/pii/B00804315-26015965.
[11]DIETZEL W.Stress corrosion cracking in metals.Encyclopedia of Materials:Science and Technology[DB/OL].http://www.sciencedirect.com/science/article/pii/B0084-31526015977.
[12]TURNBULL A.Stress corrosion cracking:mechanisms.Encyclopedia of Materials:Science and Technology[DB/OL].http://www.sciencedirect.com/science/article/pii./B0080431526015989.
[13]张俊旺,王文先,王保东,等.奥氏体不锈钢焊接接头抗腐蚀性能研究[J].太原理工大学学报,2006,37(3):310-312,326.
[14]杨春利,林三宝.电弧焊基础[M].哈尔滨:哈尔滨工业大学出版社,2003:15.
[15]樊丁,顾玉芬,林焰,等.低碳钢A-TIG焊接法的实验研究[J].甘肃工业大学学报,2000(3):16-21.
[16]PATON B E,ZAMKOV N,PRILUTSKY V P,et al.Contraction of the welding arc caused by the flux in tungsten-electrode argon-arc-welding[J].Paton Welding Journal,2000(1):5-11.
[17]HOWSE D S,LUEAS W.Investigation into arc constriction by active fluxes for tungsten inert gas welding[J].Science and Technology of Welding and Joining,2000,5(3) :189-193.
[18]张瑞华.活性焊接法及熔深增加机理的数值模拟研究[D].兰州:兰州理工大学,2005.
[19]刘凤尧.不锈钢和钛合金活性剂焊接和熔深增加机理的研究[D].哈尔滨:哈尔滨工业大学,2003.
[20]LI Q M,WANG X H,ZOU Z D,et al.Effects effect of activating flux on arc shape and arc voltage in tungsten inert gas welding[J].Transaction of Nonl'crrous Metals Society of China, 2007(17): 486-490.
[21]LUDWIG H C.Current density and anode spot size in the gas tungsten arc[J].Welding Journal,1968(47):234-240.
[22]MECHEV V S.Mechanism of contraction of the welding arc in the presence of electronegative particles[J].Welding International,1993,7(2):154-156.
[23]XIAO Y H,OUDEN den G.Measurements of surface tension of liquid metals and alloys under arc welding conditions[J].Int.Mat.Rev.,1977,13(9):781-794.
[24]SHIRALI A A.Effect of trace elements on weld penetration of TIG/GTA welds[J].Joining Science,1992,1(3):167-175.
[25]LECONTE S,PAIL lard P,CHAPELLE P,et al.Effect of oxide fluxes on activation mechanisms of tungsten inert gas process[J].Science and Technology of Welding and Joining,2008,11(4):389-397.
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
上海金属(2022年3期)2022-06-01
焊接(2020年9期)2020-12-28
上海大学学报(自然科学版)(2019年4期)2019-09-20
电子制作(2019年10期)2019-06-17
物理学报(2019年4期)2019-03-16
中国科技教育(2016年11期)2017-10-12
大连交通大学学报(2017年3期)2017-06-01
焊接(2016年10期)2016-02-27
中国有色金属学报(2010年5期)2010-09-29