
焊接过程中汽-液-固反应机制的研究
2015-01-09 09:44潘韧坚张清辉
电焊机 2015年8期
潘韧坚,张清辉
(1.浙江精工重钢结构有限公司,浙江绍兴312070;2.湘潭大学,湖南湘潭411100)
焊接过程中汽-液-固反应机制的研究
潘韧坚1,张清辉2
(1.浙江精工重钢结构有限公司,浙江绍兴312070;2.湘潭大学,湖南湘潭411100)
分析一般焊接过程的反应机制,提出焊接过程除液-固反应机制外可能还存在汽-液-固三相反应机制,并基于已有研究成果确认CrSi2作为该反应机制的标识物,设计了一种自保护药芯焊丝及焊接工艺,从熔敷金属中检测出CrSi2,从而证实了焊接过程存在汽-液-固三相反应机制。
汽-液-固反应机制;CrSi2;Fe-Cr-Mn-Ti-Si合金;自保护药芯焊丝
0 前言
长期以来关于焊接过程的描述与研究主要是基于熔池反应阶段的液-固反应机制,但从熔敷金属最终的组织构成来看似乎总是与液体-固体平衡相变组织存在一定的差异,对于这种差异传统的解释是因为焊接熔池存在时间短,凝固后温度下降速度快,一些高温组织在冷却过程中被保留下来或形成了非平衡组织,但上述解释似乎回避了一个问题即在焊接过程中是否还有其他反应机制存在,生成了一些完全不同于液-固反应机制下的组织。如果能够证实新的反应机制存在,那将对更为全面地描述和进一步深入研究焊接过程有着非常积极的意义。
1 实验设计
本实验必须设计出一种焊接材料,采用一般焊接方法焊接,通过分析其生成的熔敷金属,确认新的反应机制存在,具体要求如下:
(1)在焊接过程中能够生成一种较为明显的标识物质。
(2)无论从含量还是结构上该标识物容易被确认。
(3)该标识物在焊接材料的成分配比条件下,经过液-固反应机制下不易生成或发生相变。
(4)有其他实验能明确地证明该标识物产生的反应机制。
分析一般的焊接过程,探讨焊接过程的气氛是弱氧化性的还是低氢的,说明前人已经意识到在焊接金属反应过程中气体元素对焊接过程及熔敷金属的最终成分存在较为显著的影响,但并没有更为深入地探讨金属或非金属物蒸汽之间是否存在直接反应,因此笔者认为焊接过程中除液-固反应机制外最有可能存在并能对熔敷金属产生较为明显影响的反应机制是金属与金属之间,或者金属与非金属物之间的汽-液-固反应机制,形成高熔点化合物。
由于金属与金属形成的金属间化合物往往形成温度较低,在凝固过程中可能发生相变,因此不能作为新反应机制的标志物,因此较为可能的是金属与非金属之间的化合物,比如较为熟悉的碳化物,从现有研究成果来看其生成及相变过程似乎不能将其生成机制完全排除在液-固反应机制之外。
在文献检索过程中发现一种比较特殊的六方晶系金属化合物CrSi2,日本的两位专家在进行的研究表明,如果将Cr与SiO的粉末混合后在弱氧化的氛围中持续加热,当加热温度上升到1 700℃时,混合粉末会逐步液化和汽化并随之发生一系列的复杂反应,最终生成新的产物主要有CrSi2,Si和SiO2,其形态上是以CrSi2为核心的被Si和SiO2带状混合物所包裹的类似蝌蚪状颗粒,研究者认为在这个反应过程中高温状态下所形成的蒸发物是遵循一种复杂的汽-液-固三相反应机制(Vapour Liquid Solid mechanism),而非此前研究比较广泛的固-液或液-气两相反应,CrSi2作为一种在这种机制下形成的固态高温相成为了新物质的结晶核心,混合粉末在高温状态下形成以CrSi2为核心的蝌蚪状混合物的过程如图1所示,实际反应过程形成的混合物形态如图2所示。
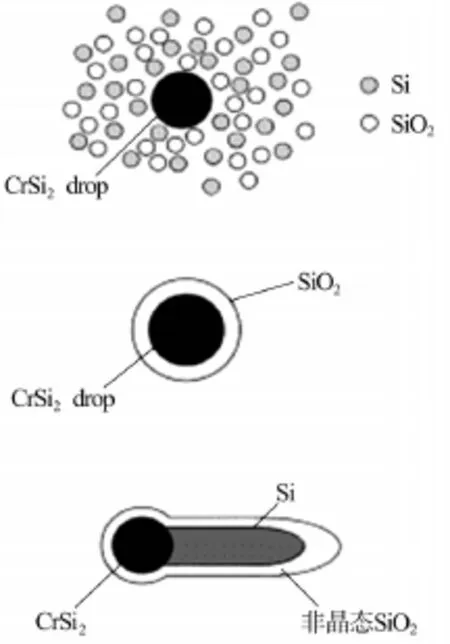
图1 Cr与SiO混合粉末高温反应过程示意[1]
虽然在已有的焊接研究中关于CrSi2的报道较少,但是只要通过调整好焊接材料的配比,在焊接过程中维持一种弱氧化性的气氛,应该可以达到类似效果,如果经过液-固相图计算得出在该配比下不具备生成CrSi2的条件,则CrSi2将会是一种非常好的标识物证明焊接实验过程存在汽-液-固三相反应机制。
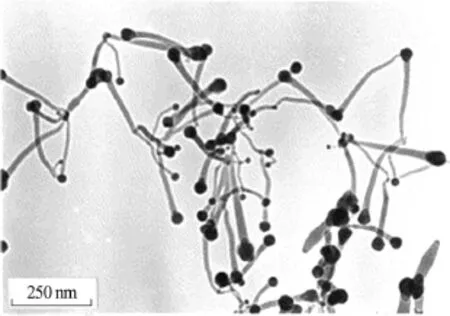
图2 Cr与SiO混合粉末高温反应后的实际形态[1]
2 焊接材料成分设计
在自保护药芯焊丝的研制过程中,开发了一系列的堆焊用耐磨自保护药芯焊丝[2],药粉基础组分如表1所示。加工设备为三英公司生产的YHZ-1药芯焊丝成型机,焊丝外包钢带为H08A材料,其化学成分如表2所示。成形后的焊丝截面形式为O型,直径约为3.8 mm。实验用母材为A3材质的钢板。此次实验用焊接设备是NZC-1000气体保护焊焊接小车去除气体保护的配件改装而成。文献[3]给出了在1 800 K时常见合金元素与氧亲合力的大小按递减的次序排列为:Al>Zr>Mg>C>B>Ti>Si>V>Mn>Nb>Cr>Fe>Mo>W>P>S>Co>Ni>Cu。通过在药芯基础配方上调整活跃金属Al、Ti的含量试配及实际焊接筛选出焊接气氛偏于弱氧化且焊接性能稳定的配方,焊接工艺性能主要考察:飞溅、气孔、焊道成型、烟尘等四项自保护药芯焊丝问题比较突出的指标,考察方法为目测。
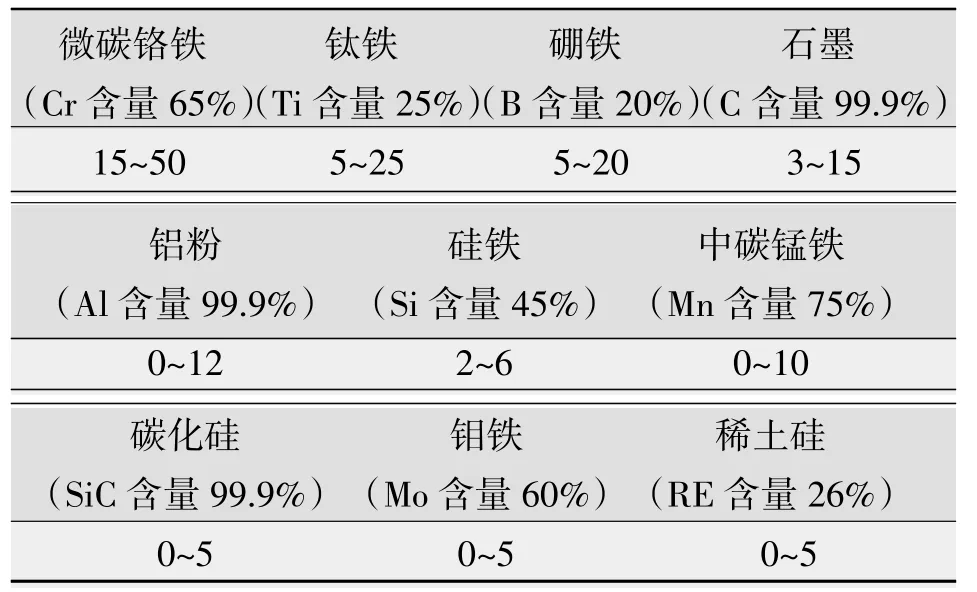
表1 自保护药芯焊丝基础配方考察范围[2]

表2 药芯焊丝用钢带H08A主要化学成分%
3 熔敷金属成分及组织的检测
3.1 熔敷金属的制备与检测
为减少母材对熔敷金属的稀释,试验过程中在A3钢上相同区域内连续堆焊3层,然后对表层金属进行打磨后得到一个面积大于20 mm×20 mm的测试表面,使用SPECTORLAB M8型直读光谱分析仪测试表面合金的主要成分。
试验过程中一个样品引起关注,将其命名为1#样品,其成分检测结果如表3所示,按合金工具钢的编号命名法将此熔敷金属试样命名为8Cr7Mn3Ti2Si2B[2]。

表3 1#焊道表面合金成分分析报告[2]%
3.2 熔敷金属表面合金微观形貌与能谱分析试验样品的制备与测试
用线切割方法垂直焊道表面从焊道取10 mm× 10mm的试样,对表面进行打磨、抛光及腐蚀,腐蚀剂为苦味酸1g+盐酸5 ml+酒精95 ml,用JSM-5600LV扫描电子显微镜进行微观形貌观察、能谱分析和X射线衍射分析,1#样品的SEM像,能谱和X射线衍射测试结果如图3~图6所示[2]。
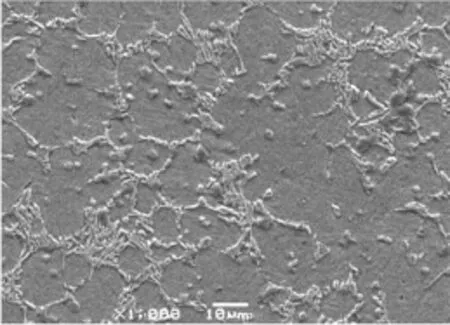
图3 1#熔敷金属样品SEM测试成像[2]
利用背散射电子对该视场局部再次成像,初步确认该区域有哪些成分不同的组织,并对其中几个主要组织进行了能谱分析,本次测试中一共测试了5个点,如图5所示,分别用a,b,c,d,e标志各点测试位置。
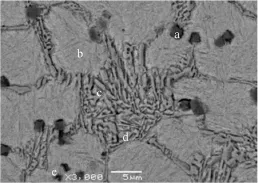
图4 1#熔敷金属样品背散射电子像和能谱检测位置[2
由图5可知,a和e两个位置影像颜色较深,a位置组织的主要成分是Ti,e位置组织的主要成分是Ti、C、Si、Cr,因此该熔敷金属表面被散射电子像中深色组织主要由Ti、C、Si、Cr等轻质量元素的碳化物或金属化合物组成;从c位置和d位置的分析结果可以看出该组织主要成分是Fe、Cr、Mn、Si、O,由此初步判断该类灰色物质主要由Fe、Cr、Mn、Si、O等元素形成的Fe-Cr或Fe-Cr-X型固溶体,金属间化合物或氧化物;最后从b位置的检测报告可以分析出该组织是Fe-Cr-X或Fe-Cr型金属间化合物或者更为普通的固溶体。
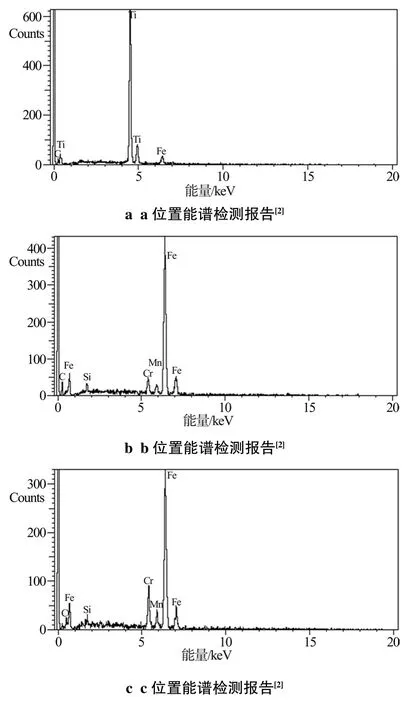
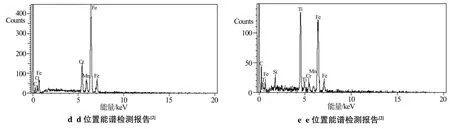
图5 能谱检测报告
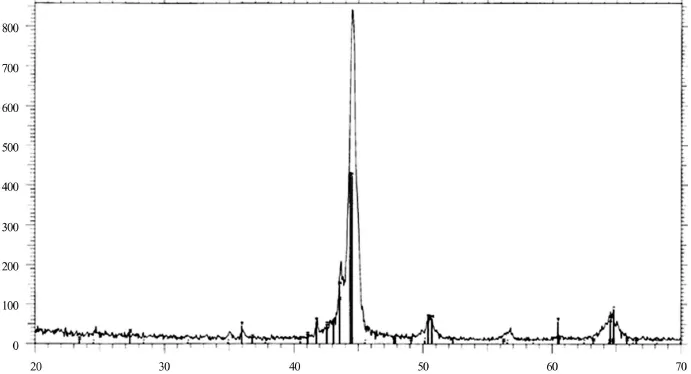
图6 1#熔敷金属X射线衍射检验报告[2]
值得注意的是在上述b,c,e点位置测出Si含量较为明显的组织中Cr的含量也较为丰富,同时在b,c位置测出了少量O元素说明在焊接过程中脱氧并不彻底,焊接气氛接近弱氧化氛围,这些情况均说明b,c,e位置可能生成了CrSi2。
3.3 熔敷金属表面多晶衍射测试样品的制备过程与检测结果
采用BRUKER的D8 Advance X射线衍射仪对熔敷金属表面进行了连续扫描测量,用于进一步确认其晶体结构,比对所用粉末衍射卡片为JCPDS 2002版。检测确认晶体结构的过程如下:
(1)总体基于由简到繁的顺序,先比照熔敷金属中所有单质元素的衍射卡片,然后把主元素两两组合检索二元合金衍射卡,再以此类推三元和四元直至三强峰涵盖主要的衍射凸起。
(2)比对三强峰的分析比对是由计算机完成,主要原理是按标准衍射三强峰高度等比缩放比对1#熔敷金属衍射图谱凸起部位,同时兼顾主峰强弱与其中相应元素的原子含量比较是否具有相似的比例。
(3)按照上述流程,当熔敷金属的衍射图谱中所有较为明显的凸起均找到了对应标准晶体衍射卡片,且筛选出来的标准卡片包括了所有主要合金元素可能的多元组合,这样的检测结果就会比较理想。
依据上述方法对1#熔敷金属样品进行X射线衍射连续扫描,检测结果如图6所示。从检测结果可以看出在1#熔敷金属样品中的确存在CrSi2,这与电镜检测结果相符[2]。
4 实验结果的分析与推断
为了论证成分含量比例相似的Fe-Cr-Si三元合金系统(熔敷金属质量百分比:w(Fe)≈90%,w(Cr)≈7%,w(Si)≈3%),在相似的温度区间内是否可能在液-固反应机制下生成CrSi2晶体,利用较为权威的相关相图计算软件计算Fe-Cr-Si三元合金系统在0℃~2 000℃之间所有可能生成的晶体组织,结果如图7所示,该质量比例的Fe-Cr-Si三元合金系在液-固平衡结晶过程所能形成的晶体组织中没有与CrSi2晶体结构近似的组织存在。同时比较本次实验1#熔敷金属样品得到的CrSi2晶体参数(a=b= 0.440 nm,c=0.637 nm)与文献[1]条件下所获得的CrSi2晶体参数(a=b=0.443 nm,c=0.541 nm)非常近似,从本次实验结果可以对焊接过程做出如下推断。
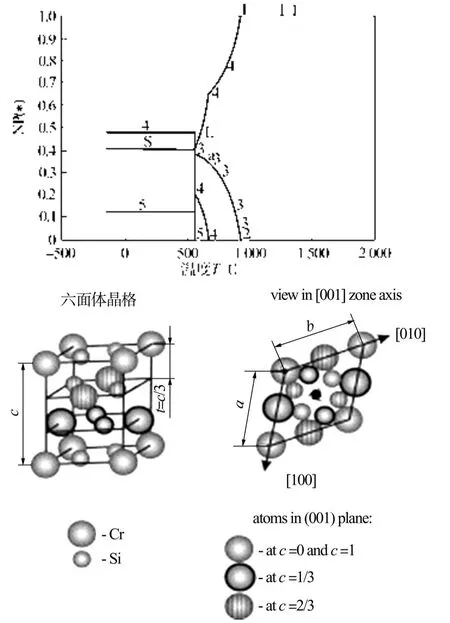
图7 CrSi2晶体结构示意[1]
(1)在整个焊接过程中承担先期脱氧的主要是石墨中的C元素和Si元素,形成了CO+CO2和SiO,其中CO+CO2以气态形式扩散将整个焊接区维持在一种弱氧化性的气氛。
(2)在电弧区当温度大于2 900 K时,C主要与Ti结合生成了TiC这种结晶温度高的碳化物。当温度降至1 973 K(约1 700℃)以上的温度时,SiO与Cr经汽-液-固三相反应机制形成了CrSi2,这两种晶体成为了液-固反应早期的结晶核。
(3)当温度降至1 000 K以下时,Fe-Cr或Fe-Cr-X型固溶体或金属间化合物开始形成,主要形式有σ相和LAVES相。
5 结论与展望
分析并讨论焊接一般过程的反应机制,提出焊接过程除液-固反应机制以外可能还存在汽-液-固三相反应机制,并基于已有研究成果确认CrSi2作为该反应机制的标识物,设计了一种自保护药芯焊丝及焊接工艺,通过能谱分析及多晶衍射从熔敷金属中检测出了CrSi2,从而证实了焊接过程存在汽-液-固三相反应机制:
(1)只要焊材成分合适,焊接保护气氛条件适宜,焊接过程有可能优先遵循汽-液-固三相反应机制进行,生成一些高温产物:碳化物或硅化物晶体,从而成为高温晶体的结晶核心,使得实际焊接过程中熔敷金属中出现非液-固平衡结晶晶体组织,同时残留的高温相组织较多。
(2)鉴于此次试验是在弱氧化性的条件下进行,可以推测在类似的低氢条件下焊接,如CO2保护焊接,在焊接Fe-Cr-Si三元合金系统焊丝时,容易产生CrSi2等高温非金属晶体杂质。
由此可以预见随着对焊接反应机制更为深入的研究,焊接过程及焊接产物将朝着更为可控和可预测的方向发展。
[1]ChihiroKaito,HitoshiSuzuki.Spontaneous growth of singular morphology of a comet-like fine particle[J].Journal of Crystal Growth,1999,200(1-2):271-275.
[2]潘韧坚.高性能耐磨堆焊用自保护药芯焊丝的研制[D].湖南:湘潭大学,2004.
[3]张清辉,吴宪平,洪波.焊接材料研制理论与技术[M].北京:冶金工业出版社,2002:52-52.
Analysis about Vapour Liquid Solid mechanism in welding process
PAN Renjian1,ZHANG Qinghui2
(1.Zhejiang Jinggong Preiss-Daimler Steel Building Co.,Ltd.,Shaoxing 312070,China;2.Xiangtan Univercity,Xiangtan 411100,China)
Analyze the general mechanism in welding process,point out it is possible exist Vapour Liquid Solid mechanism in welding process,besides Liquid Solid mechanism,and definite the CrSi2could act as taggants of Vapour Liquid Solid mechanism.One kind of self-shielded flux-cored-wire and welding procedure have being designed,and detect the CrSi2from the deposited metal,so the welding process may exist Vapour-Liquid-Solid mechanism have been proved.
vapour liquid solid mechanism;CrSi2;Fe-Cr-Mn-Ti-Si alloy;self-shielded flux-cored-wire
TG406
A
1001-2303(2015)08-0195-05
10.7512/j.issn.1001-2303.2015.08.42
2014-03-09;
2015-08-08
潘韧坚(1979—),男,湖南湘潭人,硕士,主要从事钢结构的焊接工作。
猜你喜欢
粉末冶金技术(2021年3期)2021-07-28
金属加工(热加工)(2020年9期)2020-11-04
冶金与材料(2019年1期)2019-03-04
中国有色金属学报(2018年2期)2018-03-26
金属加工(热加工)(2018年2期)2018-03-22
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年3期)2015-07-18
焊接(2015年8期)2015-07-18
