丙烯酸酯结构胶在笔记本电脑外壳组装中热压参数的确定
2015-01-08 12:49:52杜美娜聂琦思黄海江
化学与粘合 2015年2期
杜美娜,聂琦思,黄海江
(北京天山新材料技术有限责任公司,北京 100041)
丙烯酸酯结构胶在笔记本电脑外壳组装中热压参数的确定
杜美娜,聂琦思,黄海江
(北京天山新材料技术有限责任公司,北京 100041)
丙烯酸酯结构胶是一类传统的胶黏剂产品,在笔记本电脑制造行业有广泛的应用,由于其热压工艺参数的差异对最终粘接部件的粘接强度和老化性能影响非常大,因此针对其应用的关键热压工艺进行了详细说明,讨论了热压温度、热压时间、间隙、粘接基材、混合效果等对热压工艺的影响,并确定了举列产品TS823-i具体的热压参数。
笔记本电脑;丙烯酸酯结构胶;热压;工艺参数
引言
自2004年,台湾笔记本生产业务全线内迁,笔记本电脑的生产业务已陆续迁至内地长三角、重庆等地,其中前十大代工厂广达、仁宝、纬创、英业达、华硕、志和、大众、华宇、神基和致胜中绝大部分已在内地设厂,竞争非常激烈[1~4]。
笔记本电脑制造行业是丙烯酸酯结构胶的一个重要应用领域,这个行业对丙烯酸酯结构胶产品的粘接性能、工艺性能、老化性能以及产品的品质要求非常高[5~8]。同时由于笔记本电脑制造行业巨大的市场潜力也吸引了大批国内外胶黏剂厂商进入这一领域。天山公司包括子公司海斯迪克是国内为数不多的成功进入该行业的胶黏剂厂家之一,所生产的丙烯酸酯结构胶在笔记本电脑的制造行业有大量的应用,也积累了丰富的经验。
文中重点讨论了TS 823-i笔记本电脑结构粘接剂的热压参数的确定,通过确定热压参数,思考我们在胶黏剂的使用过程中,应该如何较为全面的考察和确定胶水的应用工艺参数,提高工业装配的效率和质量。
1 热压温度的影响
笔记本电脑组装用结构胶多为双组分丙烯酸酯结构胶产品,室温快速固化,加热固化速度更快,AB混合后会迅速发生自由基聚合,从而实现部件的结构粘接。由于自由基固化的特点,其固化反应速度受温度影响很大,温度越高,反应速度越快。
笔记本电脑外壳粘接结构的力学性能测试主要有两种:拉拔力和盘刀推力,通常要求拉拔力≥25kgf,盘刀推力≥10kgf。其中盘刀推力测试受力方式主要是劈裂力,相对要求更为苛刻,所以在确定热压参数时,我们主要考察盘刀推力。
测试的样件规格如下:
图1 盘刀推力测试用PC/ABS件Fig.1 The PC/ABS used for the push test
如图1所示,PC/ABS复合材料的规格为1.8× 150×150mm,为了方便测试,将其裁剪为平整的1.8× 8×10mm的小块,用于测试。
阳极化铝片的规格为0.8×70×110mm,如图2所示。

图2 盘刀推力测试用阳极铝金属件Fig.2 The anodic oxidized Al used for the push test
粘接基材的种类和厚度对热压参数影响很大,从而影响到盘刀推力的测试结果,我们在整个测试过程中,为了平行对比,都使用相同规格的样件。
制样和测试过程如下:
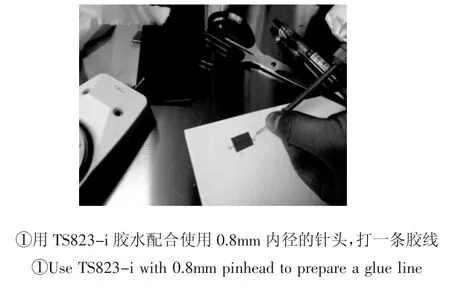
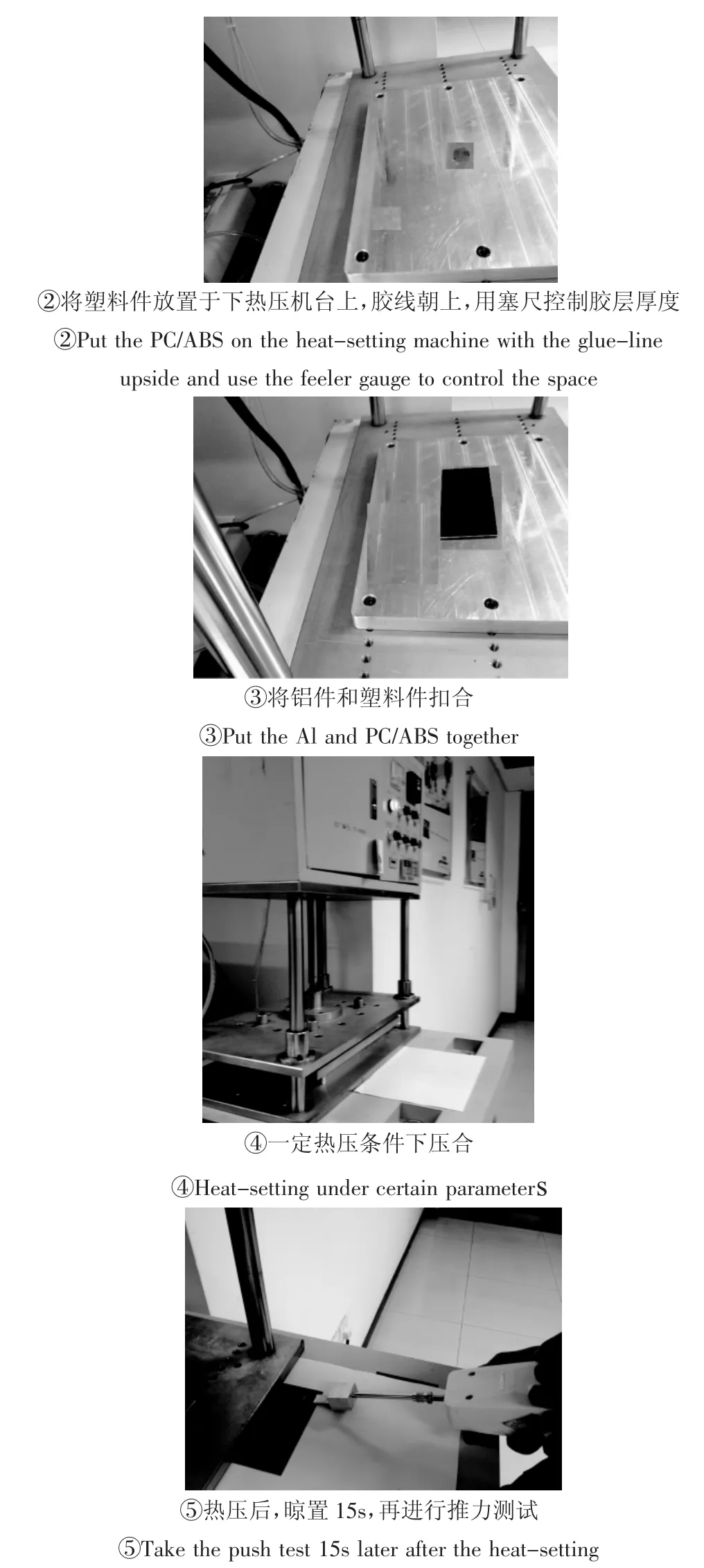
图3 热压过程示意图Fig.3 The schematic diagrams of heat-setting process
在热压过程中,压和压力0.4MPa、热压时间60s、所用针头内径0.8mm、热压后静置15s再进行测试。
分别考察了TS823-i与竞品在60℃、70℃、75℃、80℃时的盘刀推力,结果如下:
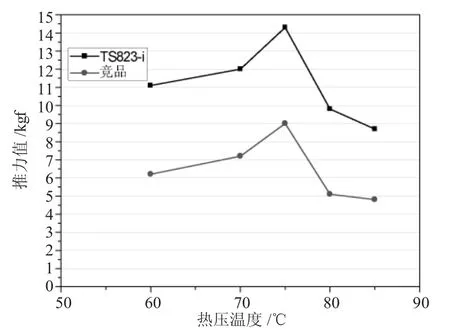
图4 TS823-i与竞品在不同热压温度下的推力(不控制胶层厚度)Fig.4 The push strength of TS823-i and competitive product at different heat-setting temperatures(no control of space)
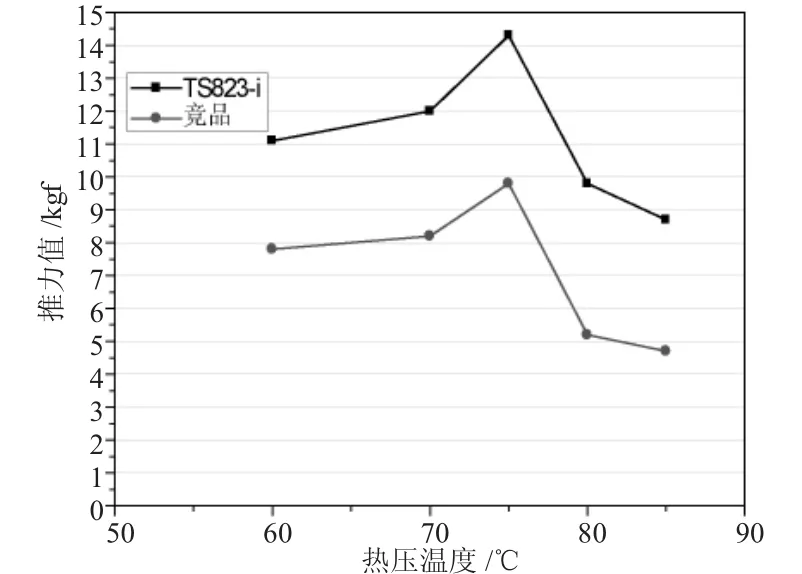
图5 TS823-i与竞品在不同热压温度下的推力(胶层厚度100μm)Fig.5 The push strength of TS823-i and competitive product at different heat-setting temperatures(the space is 100μm)
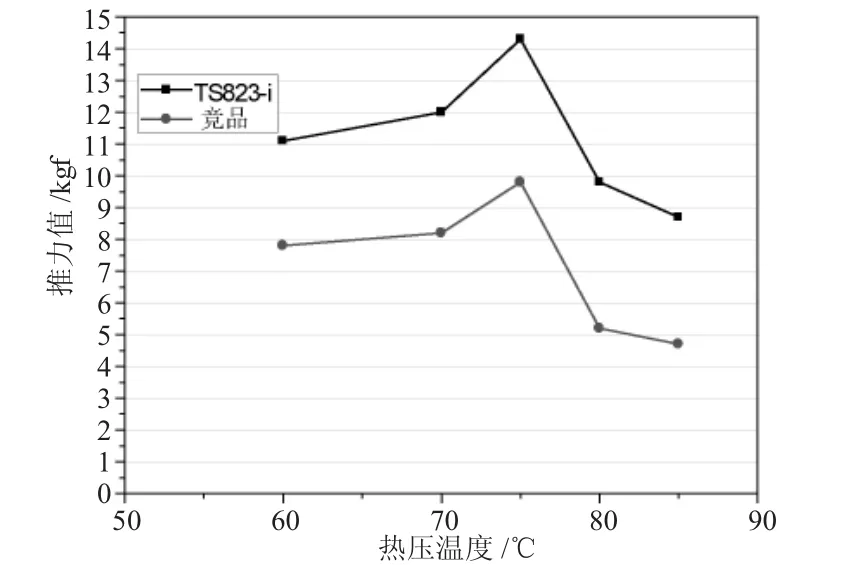
图6 TS823-i与竞品在不同热压温度下的推力(胶层厚度200μm)Fig.6 The push strength of TS823-i and competitive product at different heat-setting temperatures(the space is 200μm)
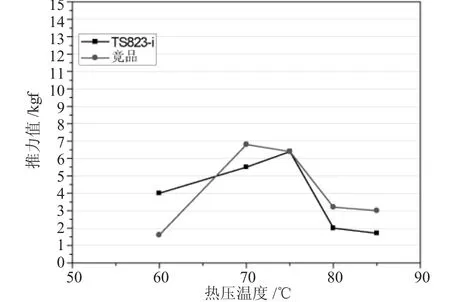
图7 TS823-i与竞品在不同热压温度下的推力(胶层厚度300μm)Fig.7 The push strength of TS823-i and competitive product at different heat-setting temperatures(the space is 300μm)
从上面的一组图可以看出,在相同的热压时间等参数下,不论胶层厚度是多少,随着热压温度的升高,推力值并不是一直增大,而是先增大后减小。在不控制胶层厚度、热压时间为60s,当热压温度为60℃时,由于胶水未完全固化,TS823-i推力值为11.1kgf,竞品为6.2kgf,都不太大;随着热压温度的提高,胶水固化程度逐渐增高,推力值增大;但是当热压温度超过80℃以上时,由于胶水凝胶太快,导致胶水与被粘基材浸润时间不够,所以推力值反而降低。综上所述,在热压时间为60s时,热压温度位于70~80℃之间比较好,即保证胶水充分固化,又保证胶水与被粘基材有良好的浸润。
2 间隙的影响
在生产制造过程中,粘接面之间的间隙大小是一个很重要的工艺参数。从图4~7可以看出,胶层厚度对推力的影响也很大,当粘接间隙为300μ m时,盘刀推力值显著降低。
为了更加清晰的对比考察粘接间隙对推力的影响,考察了热压温度为75℃时,不同胶层厚度的盘刀推力。在热压固化过程中,使用塞尺控制胶层厚度,分别考察无塞尺(即不控制胶层厚度、直接压合),粘接间隙为100μ m、200μ m、300μ m时盘刀推力的小大,结果如下:
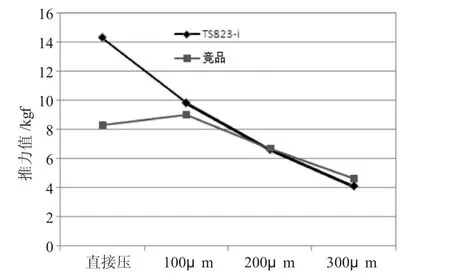
图8 不同胶层厚度时的推力Fig.8 The push strength for TS823-i and competitive product at different spaces
从图8可以看出,盘刀推力值的大小与胶层厚度关系密切,对于TS823-i而言,胶层厚度越大,推力越小,而对于竞品而言,不控制胶层厚度和胶层厚度为100μ m时两者相差不大,甚至后者推力还略大一些,这与竞品含有控制厚度的微球有关,当胶层厚度大于100μ m时,推力值随着胶层厚度的增大而减少,趋势与TS823-i相近。所以在热压时建议间隙不宜过大,推荐间隙<200μ m。
3 其它条件
3.1 热压时间
除了热压温度、热压间隙的影响,热压时间对粘接效果影响也很大,考虑到“时温等效”,要实现理想的热压效果,提高热压温度可适当缩短热压时间、降低热压温度可适当延长热压时间,所以热压时间不再单独分析,参考上节的热压温度的讨论。
但是有一点值得注意,在调整热压参数时,首选推荐调整热压温度,避免影响生产效率,如果热压温度已经很高了,此时不宜继续调高热压温度,可以适当延长热压时间,以免影响粘接效果。
3.2 基材
粘接基材的种类,比如不同颜色和规格的PC/ABS对粘接基材影响较大;同时阳极化铝和PC/ABS的厚度对热压工艺参数也有很大影响,基材越薄,尤其是阳极化铝,传热会显著加快,所以当基材的厚度和规格发生变化时,热压参数需要适当调整,参数的调整最好通过CPK值的测试来确定。
同时粘接部位的形状对热压参数也有一定的影响,对于一些弧形或者仰角的粘接部位,由于模具的匹配精度的差异、金属和塑料的膨胀系数不一样以及传热的影响,往往需要调整热压参数,通常需要稍微延长热压时间或者提高热压温度。
3.3 混合效果
在笔记本电脑制造行业,施胶多为间歇性气动施胶,而且多数还需根据需求配合不同内径的针头来控制胶线的粗细,所以胶水的混合效果对最终产品的粘接性能和老化性能影响特别大,在配方设计时,AB两个组分的黏度匹配需要仔细验证,以确保产品在广泛的施胶气压范围内有良好的混合性能。
3.4 点胶和热压间隙
点胶和热压间隙对热压参数的设定以及粘接效果也有影响,适当的时间间隔有利于节省用胶量、缩短施胶时间;在点胶过程中应保证停顿时间在2min以内(环境温度不同,停顿时间有差异),也可设定程序,每停顿1min就自动打出少量胶水,确保混合管在点胶停顿期间不发生固化堵塞现象。同时点完胶的试件尽量在2min内完成热压操作,否则可能影响粘接性能。
4 小 结
综上所述,我们在使用规定的粘接基材(金属件厚度0.8mm、塑料件厚度1.8mm)时有一个推荐的热压参数,当配套针头内径为0.8mm、压和压力为0.4MPa、手动打胶时,实际热压温度70~80℃、热压时间60~75s、间隙<200μ m。
在笔记本制造行业,丙烯酸酯结构胶的应用过程中,热压工艺参数对粘接性能和老化性能影响非常大,需要仔细验证,当粘接基材、笔记本电脑的机型、甚至环境温度等发生变化时,均需要重新调整热压参数,以避免不良率升高。当需要确定一个新机型的热压参数时,建议通过测试CPK值来确定最佳的热压参数。尽量避免直接根据经验选用一套参数,小批量测试通过即大量应用,避免量产之后产品的不良率偏高。
通过考察丙烯酸酯结构胶在笔记本电脑制造领域热压工艺参数,更加直观和清晰的认识到胶黏剂产品的应用工艺影响之大,警示我们在产品的研发和推广中,需要全面和深入的研究胶黏剂产品的应用工艺。
[1] 刘仁龙.笔记本电脑产业发展现状与趋势研究[J].产业经济,2014:86~91.
[2] 史秋实.台湾笔记本生产线内迁喜忧参半[N].中国高新技术产业导报,2014.
[3] 于珊,李旭丰,阎桂兰.台湾电脑产业如何转型[J].深度报道,2013(2):43~48.
[4] 于明超,刘志彪,江静.外来资本主导代工生产模式下当地企业升级困境与突破—以中国台湾笔记本电脑内地封闭式生产网络为例[J].中国工业经济,2006(11):108~116.
[5] 边彬辉,尹高喜,张赛军,等.碳纤维复合材料在笔记本电脑外壳上的应用[J].模具工业,2011,37(1):68~72.
[6] 群达塑胶电子(深圳)有线公司.一种碳纤维笔记本电脑外壳及其制造方法及其制造设备:CN,201110022950[P].2012-07-25.
[7] 杜美娜,李印柏,翟海潮,等.一种热固型丙烯酸酯结构胶及制备方法:CN,201010117946[P].2012-04-11.
[8] 杜美娜,王兵,林新松,等.双组份丙烯酸酯结构胶及其制备方法: CN,201110167020[P].2012-04-11.
Determination of the Heat-setting Parameters of Acrylic Structural Adhesive in the Manufacturing of Laptop
DU Mei-na,NIE Qi-si and HUANG Hai-jiang
(Beijing Tonsan Adhesive Co.,Ltd.,Beijing,100041,China)
Acrylic structural adhesive is a kind of traditional adhesive,which has been wide-used in the manufacturing of laptop.Because of the large effect of the different heat-setting parameters on the bond strength and aging properties of the eventually bonded parts,the heat-setting technique was presented in detail,which was the key to the application.The effects of different parameters on the heat-setting technique were discussed, including heat-setting temperature,heating-setting time,space between the substrates,mixture property and so on.At last,the heat-setting parameters for TS 823-i were determined.
Laptop;acrylic structural adhesive;heat-setting;parameters
TQ436.2
B
1001-0017(2015)02-0155-04
2014-12-16
杜美娜(1981-),女,山西人,博士,高级工程师,从事丙烯酸酯结构胶黏剂的研究和开发工作。
猜你喜欢
北京航空航天大学学报(2021年9期)2021-11-02 08:24:04
北京汽车(2020年5期)2020-11-06 02:58:08
化学与粘合(2020年4期)2020-09-11 12:20:54
数字制造科学(2018年4期)2018-02-25 12:36:40
数字制造科学(2018年4期)2018-02-25 12:30:02
中国修船(2017年6期)2017-12-22 00:43:10
中国塑料(2017年2期)2017-05-17 06:13:21
西安工程大学学报(2016年6期)2017-01-15 14:08:22
西北工业大学学报(2015年4期)2016-01-19 03:31:58
中国建筑金属结构(2015年9期)2015-12-02 08:16:19