
CW6163×1500数控车床改造与优化
2015-01-06 07:47:16刘长文
设备管理与维修 2015年1期
刘长文 彭 影
(杭钢钢铁集团维检中心 杭州)
一、问题
车间只有1台CW6180×5000车床,可行车车轮最大外径普遍在400~700 mm,输送辊子的直径420 mm。普通的CW6163车削受到主轴回转直径(最大630 mm)和中拖板可回转直径(最大360 mm)的限制无法加工。这些工作任务只能靠这1台车床来加工,加工出现了瓶颈。更由于零件的焊接材料硬度高,切削粉尘对车床导轨损耗较大,为了不让车间仅有的1台CW6180×5000普通车床的精度受到破坏,加工长轴精度受到影响,决定对现有的CW6163×1500数控车床进行改造,扩大加工范围,以达到加工直径为600~700 mm,中拖可回转直径460 mm的工件。
二、改造方案确定与实施
1.方案确定
分公司现有普车改造成的数控CW6310×1500车床,已经不使用挂轮机构,拖板的移动利用了电机丝杆直接驱动,小拖板也已拆除,直接在中拖板上安装了电动刀架。通过对各部位的分析论证,借鉴机床组成的结构知识,及同行改造成功的经验,通过在床头箱与床身之间、尾座的横向调整安装面之间增加垫高块,以及电动刀架底座直接再增高垫高块,改造起来反而比在普通车床上更容易,改造后能满足加工要求。
2.改造实施
首先拆除床头箱、尾座、刀架,根据车床床身导轨与床头箱安装基座、尾座的轴向调整面安装孔与基准进行实际测绘。然后按图样加工垫高块,为了保证所有垫块厚度一致,两平面平行,加工时应一起磨削加工,以满足于车床安装要求,同时确保车床加工精度。
(1)增加主轴中心高度。对主轴中心高度的增加,采用主轴箱与床身结合面中间增加垫块的方法,垫块分前后2块,垫块厚度50 mm,宽度和长度与床身结全面想对应,为保证2垫块厚度一致、2平面平行,加工时应一起磨削加工,垫块与床身采用螺栓紧固连接,并加定位销定位,以防调整床头箱时垫块与床身移位,虽增加了垫块,床头箱与床身的连接依旧按原来的连接方式,只是连接螺杆增加了长度。改造后如图1所示。
(2)刀架改造。刀架由于已经是数控车床的电动刀架,本身就是固定在中拖板上,没有了小拖板,因此只要把刀架安装底盘再增高50 mm就行。改造后如图3所示
(3)增加尾座中心高。尾座中心高要同主轴中心高一致,改造时采用增加尾座底盘来实现的,即在尾座的调整前后与主轴回转中心共线的结合面中间增加一块同尾座底盘相配合的垫块。根据结合面的结构,垫块经刨、磨削、钻铰孔加工,即可安装到位,如图4所示,连接方式采用螺旋紧固方式。
(4)其他部分改造。中心高度的改变,连接的油路管变短,需相应加长。皮带也随着中心高的增大需更换,还有安全罩也需相应地改变。

图1 增加主轴中心高度

图2 刀架的改造

图3 增加尾座中心高
三、改造效果
经过安装调试,达到静态要求。采用动态加工调试,即采用长度为400 mm、外圆Φ70 mm的圆钢和外径为Φ450 mm的圆盘装夹在主轴卡盘上进行车削(改造前后加工尺寸范围见表1),车削的结果通过量具的测量轴的大小头和圆盘的平面度,再通过调整螺杆的调整,使床身回转轴线与车床导轨的直线平行,主轴回转中心轴线与尾座中心轴共线,经过一系列试加工检测程序,调试再检测,一直使精度符合机床使用加工的技术要求(车床精度测试数据见表2)。
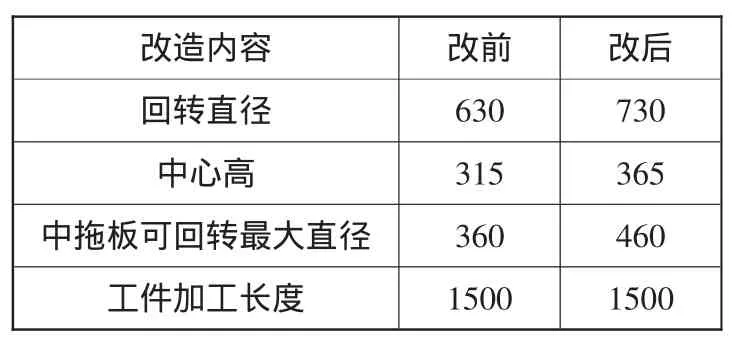
表1 车床的主要加工尺寸对照 mm
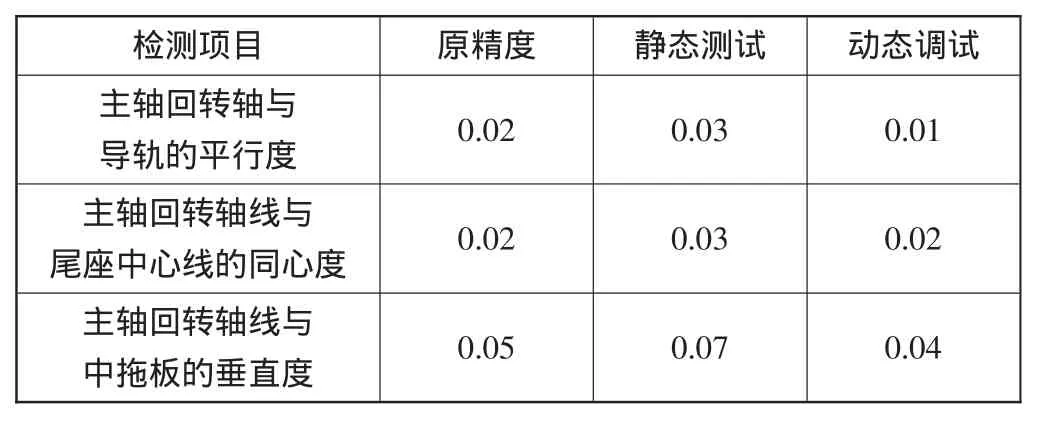
表2 车床改造前后精度测试对照 mm
四、改造产生的经济效益
改造所需的材料和人工费经估算为5000元,现在同等车床市场上的价格≥6万元,改造后,该车床取得了和6万元车床相同的加工性能,与此同时又提高了车床的操控性能。根据集团公司设备管理处2012与2013年度维修费用统计,每年行车车轮及辊道辊子等部分较大尺寸的机加工外委费用在40~50万元,不考虑加工周期及运输费用及作业率等影响因素,仅此一项即可为集团公司节省40万元支出。
猜你喜欢
新天地(2020年7期)2020-08-04 09:18:33
商品与质量(2019年43期)2019-05-25 08:34:54
特别文摘(2018年10期)2018-12-24 10:03:04
机械与电子(2018年10期)2018-10-25 08:21:38
制造技术与机床(2017年11期)2017-12-18 06:46:41
制造技术与机床(2017年2期)2017-05-04 04:17:34
金属加工(热加工)(2015年17期)2015-04-23 04:23:34
湖南文理学院学报(自然科学版)(2014年1期)2014-05-13 07:21:46
山东工业技术(2014年11期)2014-05-04 00:24:42
机电产品开发与创新(2014年4期)2014-03-11 16:42:26
