
汽车覆盖件检具的设计开发
2015-01-02 02:45杨国策崔小勇吴镝
现代制造技术与装备 2015年3期
杨国策崔小勇吴镝
(1.上海第二工业大学工程训练中心,上海 201209;2.赛科利(南京)汽车模具技术应用有限公司,南京2 10028)
汽车覆盖件检具的设计开发
杨国策1崔小勇2吴镝1
(1.上海第二工业大学工程训练中心,上海 201209;2.赛科利(南京)汽车模具技术应用有限公司,南京2 10028)
阐述了检具的基本构成及其检测原理,结合应用实例提出了汽车覆盖件检具设计开发的一般方案及各功能部件的设计方法和相关要求,为检具的设计开发提供了参考依据,对适应快速发展的汽车市场需求具有重要意义,同时对于一般夹具的设计也有一定的参考价值。
汽车覆盖 件检具 设计开发
引言
汽车覆盖件,是指构成汽车车身或驾驶室、覆盖发动机及底盘的异形体表面和内部的汽车零件。它既是外观装饰性的零件,又是封闭薄壳状的受力零件,其制造质量对整车质量影响很大,因此对其质量的检测成为汽车生产厂商必不可少的工作。汽车覆盖件的检测,是一个复杂的过程,而传统的检测方法费时费力,不能适应大批量产品生产的检测要求。汽车覆盖件在线检测检验夹具(简称汽车检具),是一种按需方特定要求专门制造的检测工具,具有直观、迅速、准确、方便等优点,尤其适于大批量生产的需要。汽车检具虽没有刻度,不能检测出被测零件的具体尺寸、形状大小和相互位置,但能判断出被测要素是否在制造公差范围内[1]。近年来,随着汽车工业的飞速发展,汽车覆盖件的检具在汽车行业的应用已相当广泛,国家经贸委已将检具的生产能力列在车辆企业生产条件考核程序中[2]。因此,设计和制造出操作方便且检测精度高的专用检具,已成为众多汽车生产厂商亟待解决的问题。
1 汽车检具的检测原理
在生产现场,通过汽车检具对汽车覆盖件实施在线监测,只需将零件准确的固定在检具上,通过检测销、划线销、通止规、卡尺、间隙尺、目测等对零件上不同形状的孔、型面、周边尺寸以及零件与零件之间的连接位置进行检查,从而保证零件在试生产或起步生产时实现对零件质量状态的快速判断。
汽车覆盖件检具是根据覆盖件检测的特点设计制作的,主要由底板总成、检具体、夹紧装置、定位销、检测销、断面检测样板、EDC检测装置等组成,其结构如图1所示:
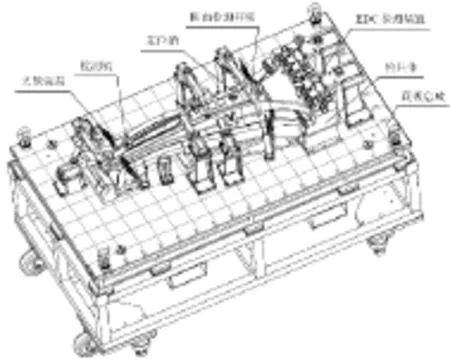
图1 覆盖件检具结构示意图
2 汽车检具的方案设计
在检具设计开发之初,就应该考虑到其完整性、人机工程、稳定性、成本等主要问题[3]。
(1)完整性。仔细阅读客户提供的几何尺寸和公差图纸(GD&T)、数模以及检具技术协议等文档,了解产品的所有定位、检测信息。
(2)人机工程。根据定位及检测的要求,再结合生产要素(人、机、料、法、环)特点,选择合适的检具摆放位置(被检零件放置于检具上的位置,原则上必须与其在车身坐标系中的位置相一致,必要时可按90°的增量倍数旋转放置;为了便于检具的使用和管理,对称件、左右件只要外形尺寸允许,应尽可能将其布置于一个底板上)。
(3)稳定性。检具在设计时一定要考虑自身的重力、使用环境、变形、磨损等因素影响,从材料和结构上保证其精度、性能稳定性及使用寿命。
(4)成本。根据车型特点、产量多少等因素,在保证精度及稳定性的情况下,使用材料尽量少,结构尽量简单,以节约成本。
另外,在方案设计阶段,还应该与客户沟通重要零件的材料选用、外购件的选型、检具的制造及验收等内容,以提高设计开发效率,增加客户满意度。
3 汽车检具的结构设计
对于汽车覆盖件,其检测要素为零件的外形(轮廓和曲面形状等)以及孔、凸缘等为特征的位置,尤其以曲面形状为主,所以检具体是检具结构中最复杂的部分。检具体设计完成后,根据检具体确定底板总成的大小和位置,再配以夹紧装置、定位销、检测销等其它辅助部分,并在需要检测的关键截面设置断面检测样板,在需要检测的关键点设置EDC检测装置。
3.1 检具体的设计
检具体的设计建模是整个检具设计的关键,它将直接影响到整个检具最终检测结果的准确性。检具体的型面有的作为零件的定位基准,有的作为零件的检测基准,这就要求检具体型面与零件型面之间有一定的对应关系,其分布主要有五种情况[4],如图2所示:图2(a)中,检具定位基准面②与零件表面①之间的偏移距离3mm,其间安装定位块使得零件表面①与定位块表面③贴合;图2(b)中,检具检测基准面②与零件表面①之间的偏移距离3mm;图2(c)中,检具检测基准面②与零件表面①之间的偏移距离3mm,检测基准面④与零件边缘线③相对于零件表面①的法向对齐;图2(d)中,检具检测基准面②与零件表面①对齐,检测基准面④与零件边缘线③相对于零件表面①的切向偏移距离3mm;图2(e)中,检具检测基准面②与零件表面①之间的偏移距离3mm,检测基准面④与零件表面③对齐。
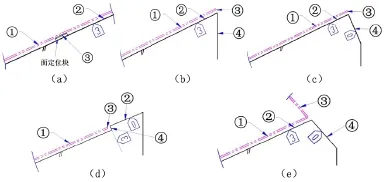
图2 检具体型面和零件型面之间的关系示意图
从图2可以看出,检具体型面除了用于定位的型面与零件表面相贴合以外(见图2(a)),其他检测用型面一般是零件表面的法向偏移面、法向或切向延长面,以实现检具对零件自由曲面或外轮廓(或者两者结合)的检测。为实现检具对零件自由曲面的检测,一般使检具体表面与零件内表面保持3mm(或5mm,见技术协议,本文以3mm为例)的常数间隙,数控加工机床能按所设计的型面数模进行加工达到较高精度的要求,在实际检测时通过检具型面配合专用的量具(通止规、楔形尺、塞尺等)往复移动即可检测出零件自由曲面的偏差。设计时,先选择所需的零件表面(可根据需要同时选择多个连续的曲面),然后通过偏置曲面的方法得到检具体的型面。零件外轮廓的检测方式主要有两种,如图2(c)和图2(d)所示,设计相应的检具体时有两种方法:①检具体型面的边缘线沿零件外轮廓切向延伸30mm左右;②沿零件外轮廓的法向方向向下延伸30mm左右。在通用的三维建模软件(如UG、Pro/E)中,首先将待测零件表面向内偏置3mm距离,接着把生成曲面的外缘线沿零件外轮廓切向或法向延伸一定距离,得到检具体的检测基准面,再向零件基准面拉伸一定距离即得到检具体的三维模型。由于汽车覆盖件大多具有复杂的空间曲面和较多局部特征,在生成检具体检测面时大多需要上述两种方法的结合,而对于一些特殊的空间型面,上述方法仍然难以满足要求,需要根据检具原理的理解和经验进行处理[4]。同时检具型面的设计还要考虑覆盖件的检测要求和加工能力以及检测的可靠性等要求。
为了减轻检具的整体重量,小型检具可将整块材料加工成检具体,以提高加工效率和装配精度;大型检具在保证检测功能和保留零件原有基本形状下,检具体通常采用分段式结构,即每200~250mm长度上切割不大于2mm宽度的伸缩缝,用数段小型面拼接成整个型面,为了省料通常还会做适当掏空。
3.2 底板总成的设计
在检具体的上表面沿基准面方向拉伸一定距离,使其最低点超过100mm的厚度,以保证检具体有足够的测量空间,同时尽量让检具体底面,即底板总成的上表面,在车身坐标系的整数位置上。检具的底板总成一般由底板、支架、基准块、吊耳、叉车槽、脚轮、可调支脚等组成,如图3所示。底板总成作为承载其它检具结构的载体,对整个检具的稳定性起着十分重要的作用,设计时可考虑以下几个方面:①成本允许的情况下,优先选用铝质底板(小型检具可选用钢板);②选用钢板和槽钢进行焊接,目前常采用十字和米字两种结构;③底板的大小,以检具的每个部件在其任何活动位置上,均不超出底板为宜;④重量超过20kg的检具底板上要设计吊耳及叉车槽。吊耳的设计要考虑最大承载力和起吊时吊绳不影响检具各部件,且起吊时能保持平衡。叉车槽的设计要考虑最大承载力及普通叉车的规格。重量小于20kg的小型检具需配置搬运把手;⑤底板上表面需刻100mm间隔的百位线及相应坐标值。当底板由检具体固定好后,其它各部件可根据实际情况选用标准型号。
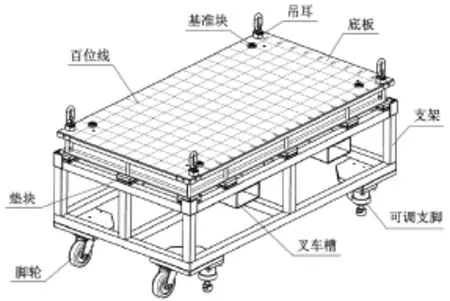
图3 底板总成结构示意图
3.3 定位与夹紧装置的设计
定位装置的作业,就是使被测零件的测量基准面、孔与测量装置保持一定的相对位置,从而保证测量的合理与稳定。覆盖件在检具上的定位主要有以下两种方式:
(1)将面定位块与零件的自由曲面贴合,再以零件上的两个孔作为主、副定位孔,共同完成定位。其中,主定位孔能在两个方向限位,可采用锥形定位销(用于圆孔)或菱形定位销(用于腰孔)定位;副定位孔则只能限定一个方向的自由度,可采用菱形销、圆销(用于圆孔)或削边销(用于腰孔)定位,定位销设计时要注意考虑零件的公差和孔位相干性[1]。
(2)将面定位块与零件自由曲面贴合,再在零件轮廓边缘上设置挡块,共同完成定位。轮廓边缘定位点通常设置三点,即在一个方向上设置两点,另一方向上设置一点。
夹紧装置是配合定位装置,使覆盖件在检具和测量支架上处于确定的位置,并在检具的使用过程中其位置不会发生变动的装置。夹紧方式主要有杠杆式夹头夹紧和永久磁铁夹紧两种,还有些大的总成件检具无需夹紧,依靠其自重即可夹紧。夹紧点必须设置在“0”间隙面(即支承面)上,夹紧力的方向应该垂直于零件的主要定位基准面(如图4),以保证精度。随着检具在车身制造中的广泛应用,杠杆式活动夹头和永久磁铁均有系列化的产品以供选购,活动夹头还配有不同型式和尺寸的支架或托架[2]。设计时,需以产品图纸中RPS信息为依据,在检具体上的定位孔位置打孔(以放入定位销对应的衬套为准),并给出定位孔的车身坐标。同时,在夹紧点位置布置定位垫片和活动夹,以保证零件的牢固定位,设计时要保证活动夹头工作时不与其他部件发生干涉,开启和压紧在任何情况下都不能超出检具的容积,还要考虑到工人的操作方便,并给出定位垫片上表面中心的车身坐标[5]。对于中小覆盖件检具,如果没有足够的空间安装夹头可以采用永久磁铁夹紧,其配置方式有两种:①将永久磁铁嵌入支承块中;②将永久磁铁对称地嵌入支承块两侧的型面内(磁铁上表面应低于定位表面0.2~0.3mm)。大型覆盖件的夹紧往往混合使用夹头夹紧和磁铁夹紧两种方式,即零件周围采用杠杆式夹头夹紧,中间支承块则采用永久磁铁夹紧。
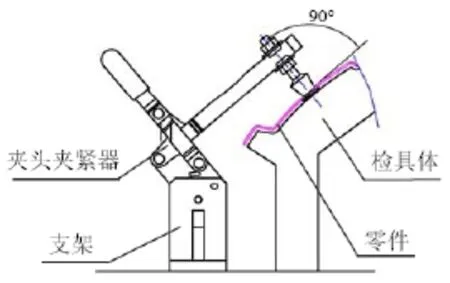
图4 夹头夹紧器夹紧示意图
3.4 检测销的设计
检测销用于检测零件上孔的孔径及其位置度。对孔径的检测一般使用直插式的检测销,其结构由导向、检测及手柄三部分组成。在检测孔内,为保证检测销能顺利进行检测,必须安装导向衬套并与检具体黏结,如图5所示,其规格根据检测孔的孔径范围来选取,已有相应的参考系列,同时,轴套的上平面必须低于覆盖件下表面。检测销检测部分尺寸为:公称尺寸+下偏差-位置度。位置度的检测一般使用检测销及划线销,如图6所示。检测部分尺寸为:公称尺寸+下偏差-位置度,划线部分尺寸为:公称尺寸+4mm(根据客户要求而定),导向部分的设计与检测销相同。
为了使用方便及防止丢失,需在底板上设定置销器,在非检测状态时使用,定位销与检具体之间还需用链或钢索连接。
3.5 断面检测部件的设计
当被测零件的尺寸和形状精度要求较高,仅依靠检具型面及相应结构不足以实现精度控制时,可以在检具周围设置若干个断面检测样板。图7为断面检测样板的检测示例,其工作部分的型面与零件被测表面保持3mm的间隙,以便各种专用量具(如塞规)的检测使用。断面检测样板采用厚度为8±0.5mm左右的铝合金或45钢,结构形式一般为旋转式或拆卸式。样板应尽量安装在冲压件型面法向方向,其位置坐标宜取整数,不得与定位销、检测销、夹紧装置等结构相干涉,发生干涉时可以将其分段处理;样板支架与底板的厚度应大于10mm,支架高度大于15mm时需适当增加料厚[2]。总之设计时要保证断面检测结构在检具上稳定牢固、旋转自如、无干涉,且安放位置合适。
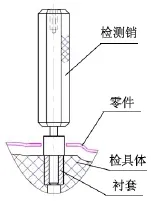
图5 检测销检测示意图
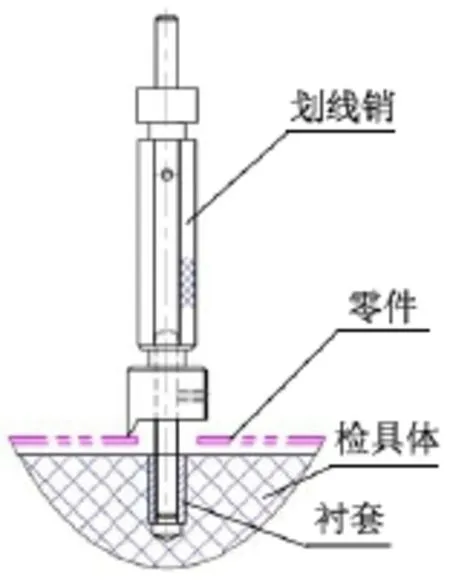
图6 划线销检测示意图
3.6 EDC检测装置的设计
EDC,是一种电子数据采集装置,可以快速、准确地读出零件被测表面上某点的尺寸数据。检具体的边、面上无法检测且有装配要求的地方或影响零件质量的关键点,常用EDC检测装置进行定量检测,如果在误差范围内,即为合格。其结构一般采用旋转式,如图8所示,支座可根据放置高度选用相应的I型支座。设计时,保证测头轴线与零件表面在测点处垂直,且测头下端面到测点的距离为31mm。
4 结语
本文主要阐述了汽车覆盖件检具的结构及各功能部件的设计方法和相关要求,为检具的设计开发提供了参考依据,对适应快速发展的汽车市场需求具有重要意义,同时对于其它零部件检具的设计也有一定的参考价值。检具的设计开发,是一个复杂的过程,既要能实现快速准确的定位,又要保证检测的精确度和稳定性,还要考虑到操作时的方便和灵活性。因此,检具设计人员必须在设计开发过程中逐渐积累经验,不断优化设计思路和设计方法,才能提高检具的开发质量和效率,减少开发成本,最终设计出客户满意的产品。
[1]张兴云.汽车冲压零部件检具设计制造技术研究[J].制造技术与实践,2004(1):40-42.
[2]李杰.基于UG的汽车覆盖件检具快速设计研究[D].江苏大学,2013.
[3]张少辉,甘国辉.浅谈汽车车身冲压焊接件检具的设计开发[J].装备制造技术,2011(6):59-61.
[4]储军,陈杰.车身小型冲压件检具设计的一般方法和步骤[J].工具技术,2004,38(2):55-57.
[5]谢俊,李杰,杨启志.通用GAMMA SUV汽车后保险杠总成检具设计[J].机械设计与研究,2013,29(2):110-113.
[6]林占江.电子测量技术(第3版)[M].北京:电子工业出版,2012.
Design and Development of Testing Fixtures for Covering Parts of Cars
YANG Guoce1,CUI Xiaoyong2,WU Di1
(1.Engineering Training Center,Shanghai Second Polytechnic University,Shanghai 201209;2.SKL(Nanjing)Automotive Mould Technology Co.,Ltd.,Nanjing 210028)
On the basis of elaborating the basic structure of testing fixtures for covering parts of cars and its detection principle,the general arrangements and the relevant requirements of the functional unit design for testing fixtures design are proposed,which offering a reference for testing fixtures development.It's of great significance to adapt to the rapid development of the automobile market demand,but also have a certain reference value for general fixture designing.
covering parts of cars,testing fixture,design and development
上海高校青年教师培养资助计划(B50YQ13R003);2013年度校级科研基金资助项目(A01GY13GX21)。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
中国化工贸易·中旬刊(2020年5期)2020-11-06
价值工程(2019年30期)2019-12-02
制造技术与机床(2019年10期)2019-10-26
科技创新与应用(2019年24期)2019-10-24
制造技术与机床(2019年9期)2019-09-10
科技创新导报(2019年6期)2019-06-11
中国铁道科学(2019年3期)2019-06-04
制造技术与机床(2019年4期)2019-04-04
制造技术与机床(2018年10期)2018-10-13
