
定制化零件集成设计的几何特征与可制造模型构建*
2014-12-26 03:34:44张国渊卫军朝闫秀天
西安工业大学学报 2014年12期
陈 垚,张国渊,卫军朝,闫秀天,3
(1.西北工业大学 机电学院,西安710072;2.西安电子科技大学 机电工程学院,西安710071;3.英国思克莱德大学 设计制造工程管理系,格拉斯哥G1 1XJ)
传统的机械产品开发流程中,将设计和制造环节分割为相对独立的两个部分,产品的设计过程通常不会全面考虑制造的可实现性、经济性、加工周期、质量保证条件等生产要素和生产条件所限[1-2].随着机械产品精密化、功能集成化的发展,考虑制造因素对产品实现集成设计的需求越来越重,尤其对于航空航天领域特殊单件定制化的产品表现地更为突出[3-4].考虑可制造性的产品集成设计研究思路已逐渐被设计人员所接受,并处在快速的发展过程中.文献[5]指出在概念设计阶段发展即需要考虑制造因素;文献[6]给出了概念设计阶段含有制造因素的设计模型;文献[7]等分析了可制造性的粉末冶金产品几何因素影响规律.在国内徐宣国等针对产品的可制造性给出模糊评价方法[8];茅健等发展了基于制造资源的公差可制造性模糊评价,给出了一个评价方法[9].已有的关于可制造性的研究主要针对不同的对象展开,如胡志卷等研究了设计版图和轮廓之间的关系的可制造性模型[10];裴玉玲等发展了PCB板工程电子系统工艺布线可制造设计思路[11];田建平等针对机械产品的设计讨论了特征与制造资源、工艺知识的关联关系[12].文中针对航天运载工具内的定制化类零件的设计制造特性,发展其设计过程的关键几何特征提取技术和可制造性评估方法,研究成果将为此类的零件设计提供理论基础.
1 几何特征的描述和定义
一类在航天运载工具中普遍存在的定制化零件如图1所示.对于此对象在单个特征可制造性分析的基础上,需要考虑孔类和腔类特征在零件整体结构当中的可制造性分析问题.
为此,对于此类零件的基于可制造性因素的几何特征定义可以从以下几方面进行:
1)确定刀具库包括必要的工具,具有的加工能力如何.主要考虑钻头、球铣刀和立铣刀刀具直径的纵横比限制和局限性.对于立铣刀、钻头、球磨机和其他工具的加工深度过大时,会导致变形或无合适的工具实现预定的加工功能.
2)确定空间关系,刀具、卡柄等机械部件无干涉碰撞.需要加工的位置如果距离表面太多,则不能完成加工处理,同时如果需要加工的部分与刀具结构出现干涉或者碰撞,则需要处理.例如在处理盲孔的加工时,如果需要加工的对象尺寸较大,就必须考虑是否会发生套筒和钻深腔内壁的碰撞.
3)确定选择的加工方法能不能满足加工公差、要求的表面粗糙度及其它设计要求.特别地,对于深孔或者腔体零件加工特性,需要对每一类的加工特征进行分析,制定具体的加工方案的特性的方法,如钻孔、镗、铣等功能都有各自不同的优势.一旦需要提取特定的加工特征的时候,就直接在建立的知识库中进行选取,综合考虑尺寸、精度和特征间的相互影响,直接制定满足要求的方案,以列表的形式显示出来.
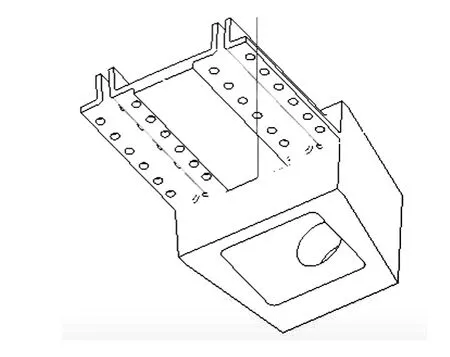
图1 一类典型的定制化零件Fig.1 A kind of typical customized parts
2 特征参数的定义及其评估指标
2.1 特征参数的定义
针对定制化零件的具体特点,在整体的加工过程中主要考虑零件对工艺的适应性,考虑可制造性因素的产品特征参数可从以下几个方面进行定义.
1)相对最小曲率半径r/t
该参数主要表征最小的加工曲率;r/t越小,零件需要的变形程度越大.但是如果弯曲半径太小,必然会引起材料外表面产生裂纹.如果是钣金成型材料要考虑应力许可范围,如果是机加工,需要考虑弯曲工艺受最小相对弯曲半径(k与材质和轧制方向有关)的限制.
2)临界加工尺寸
对于拉伸成型过程,需要防止凸模折断或压弯和保证小曲率半径部分的加工能顺利进行.应保证出钻孔尺寸必须大于最小孔径,同时保证孔与孔的间距b或者孔与边缘的间距b1能满足预定要求,文中拟选取b为1.5t,b1为t(t为材料厚度).此外对于临界曲率的加工过程,为了保证零件弯曲质量搭边长度、最小直边高度与凹模开口的约束关系,文中定义V为开口结构尺寸,弯曲时应该防止孔的变形,因此要保证孔壁与弯曲处有一定的距离.
3)工艺参数的计算与检验
对于多个曲率的零件,要计算其展开尺寸与最小加工尺寸的限制.因为任何柔性加工单元只能加工一定尺寸范围的工件,毛坯尺寸过大或过小,都必然会造成部分或者全部的机构动作失灵,从而达不到预加工的能力.工艺参数的计算包括冲裁力、弯曲力等力学性能参数的计算以及工件尺寸参数的验算,同时通过检验判断出现有的设备资源能否加工出来.
4)精度保证及确认
进行现有加工设备资源同定制化零件设计需求的精度比较,确认其加工可行性,满足各指标要求即可.
2.2 基于已有加工设备可制造性的评估指标
基于加工设备的可制造性评估指标的提出思路在于,充分利用现有的生产厂的每一台设备,对其能够承担的每一种加工能力,分别针对尺寸、精度、形状等特征参数的制造要求制定可制造性的模糊评价函数.常用的三类模糊评价函数定义如下.
1)线性平均法.取多个可制造性指标的累加平均值作为合成后的可制造性指标.例如,尺寸可制造性0.8和精度可制造性0.5,则
总体可制造性=1/(2Y×0.5+0.8×Y)=0.65.2)几何平均法.取多个可制造性指标的乘积平均值作为合成后的可制造性指标.例如,尺寸可制造性0.8和精度可制造性0.5,则
3)最小值法.取多个可制造性指标中的最小值作为合成后的可制造性指标,即

3 考虑可制造性的定制化零件评估模型构建
图1所示的定制化零件特点在于结构复杂、工序繁多,这给其设计制造过程带来了较大的困难.为此文中提出的零件可制造性评估模型由制造资源模型、制造过程模型、特征关系模型和制造对象模型构成.制造资源模型是制造资源的信息模型,它包括设备、刀具等信息描述;制造过程模型是制造工艺过程的信息模型,它描述制造特征的成型过程;特征关系模型是制造特征之间平行、垂直、重合关系的模型,描述制造特征如何组成一个零件;制造对象模型是制造特征的信息模型,描述制造特征的形状、精度信息.四个模型的分析和具体构建过程如下.
3.1 制造资源模型构建
制造资源模型是制造资源的信息模型,它包括设备、刀具等信息描述.设备信息是指设备的加工精度和加工范围,例如机床的信息模型是指它所能达到的尺寸公差、形位公差和表面粗糙度.刀具信息是指刀具的类型、刀具的结构几何参数,以及刀具的干涉约束.制造资源模型采用分类+实例的构建方式.制造资源模型的定义如下.
定义1 制造资源模型是表达制造特征的资源信息模型,表示为

式中:ID为制造资源标识名称;Pa为描述参数;Re为约束.
文中以既有的车床为例,描述的制造资源模型见表1.
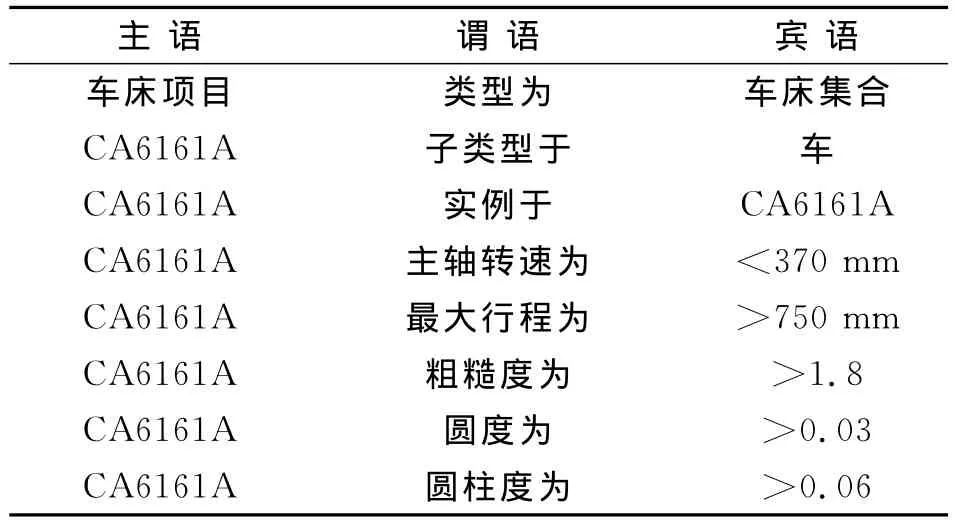
表1 制造资源模型Tab.1 Manufacturing resource model
3.2 制造过程模型构建
制造过程模型是制造工艺过程的信息模型,它描述制造特征的成型过程.因材料和热处理方式的差异,同一制造特征的工艺过程可能不同,由一个单工序来完成,或者由一个工序序列来完成.制造过程模型的构造采用分类+实例的方式.制造过程模型采用三级分类:一级分类是制造特征的主特征,例如孔加工、平面加工、曲面加工、内螺纹加工、外螺纹加工等;二级分类是制造特征的细分,一般根据制造特征形状划分二级分类,例如孔加工划分为通孔加工、盲孔加工、阶梯孔加工等二级分类;三级分类为典型的加工工艺,例如通孔加工可采用先钻孔、后铰孔,其中钻孔、铰孔作为通孔加工的三级分类.制造过程实例包括毛坯材料、热处理等参数,还包括车、铣、刨、磨、钳等工序实例,以及各工序使用的设备、刀具等参数.制造过程模型定义如下.
定义2 制造过程模型是表达制造特征的成型过程信息模型,表示为

式中:Pr为工序;Pa为描述参数;ID为制造过程标识名称;Re为约束.
以文中零件构建通孔为例描述制造过程模型,具体见表2.
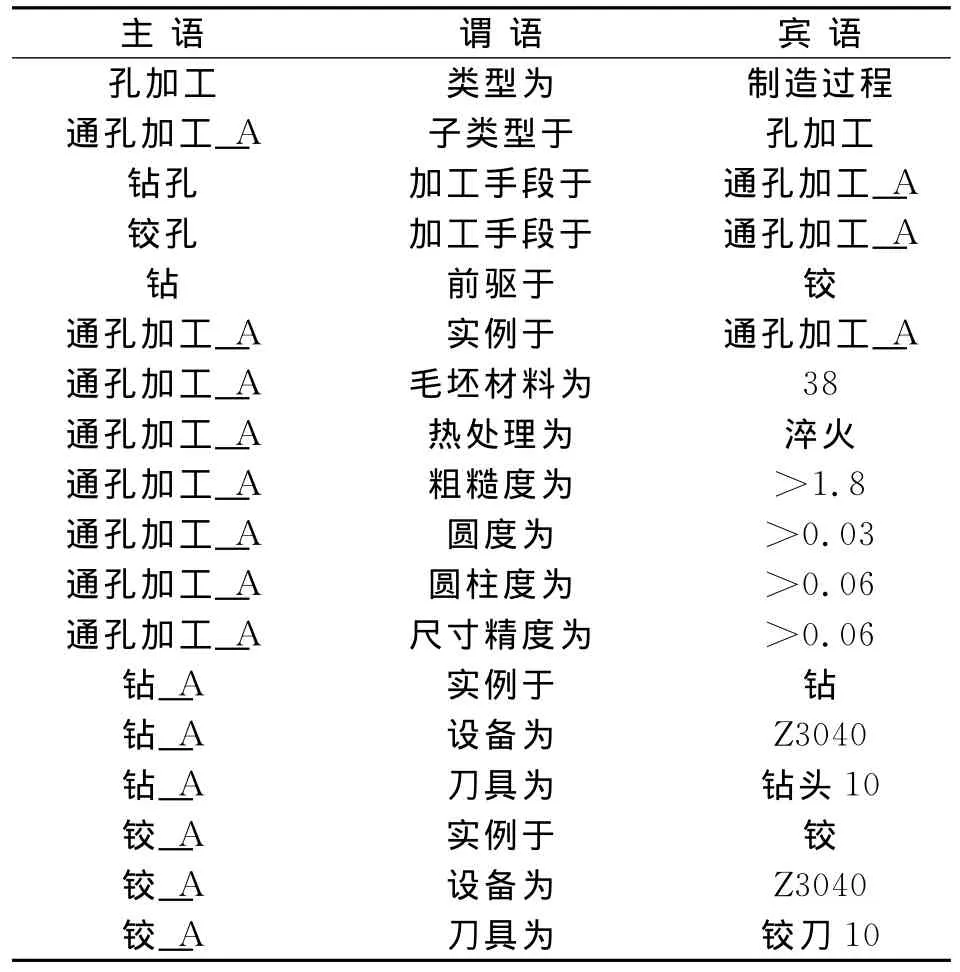
表2 制造过程模型Tab.2 Manufacturing process model
3.3 制造特征关系模型构建
零件是制造特征的有序集合,制造特征按特定的方式组合在一起.制造特征关系模型是描述制造特征间的组成关系,单个制造特征如何组成一个零件概念模型.制造特征粗略的分为回转体和箱体.回转体是柱特征或者孔特征的衍生物,箱体是面特征的组合物.简单地讲,零件是柱特征(或者孔特征)衍生而来,或者面特征组合而成,或者柱特征与面特征混合而成.柱特征(或者孔特征)与面特征的组合方式,粗略地分为三种:平行、垂直、重合.制造特征关系模型采用分类+实例的构造方式.特征关系模型的分类仅有一级分类,它按照柱特征(或者孔特征)与面特征组合分类,例如柱与柱、柱与孔、柱与面等.特征关系模型实例是按照平行、垂直、重合的方式组合而成,例如柱与柱平行、柱与柱垂直、柱与柱重合等.制造特征关系模型的定义如下.
定义3 制造特征关系模型是表达制造特征关系的信息模型,表示为

式中:Pa为参数;ID为制造特征关系标识名称;Re为约束;Ty为关系类型.
以文中实例中的柱特征与孔特征为例说明特征关系模型见表3.
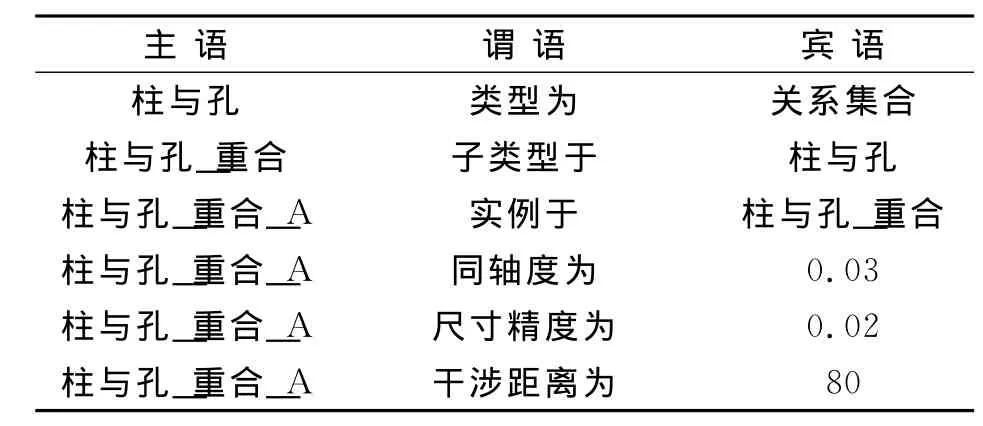
表3 制造特征关系模型Tab.3 Manufacturing feature relational model
3.4 制造对象模型构建
制造对象模型是制造特征的形状、精度信息模型.采用分类+实例的构建模式.制造对象模型采用二级分类,以孔、平面、曲面、内螺纹、外螺纹、凸台等制造主特征作为一级分类,一级分类根据特征形状或者精度再细分为二级分类.如孔分解为通孔、盲孔、阶梯孔、深孔等.每一个二级分类均对应一个制造特征的实例集合,如二级分类通孔,对应一个或者若干个隶属于通孔的实例.实例集合包括制造特征所需要的主要参数和关系,如通孔包括直径、孔深、粗糙度等参数.制造对象模型定义如下.
定义4 制造对象模型是表达制造特征的信息模型,表示为

式中:Pa为参数;ID为制造对象标识名称;Re为关系;Au为辅助特征.
以通孔为例描述孔的制造对象模型见表4.
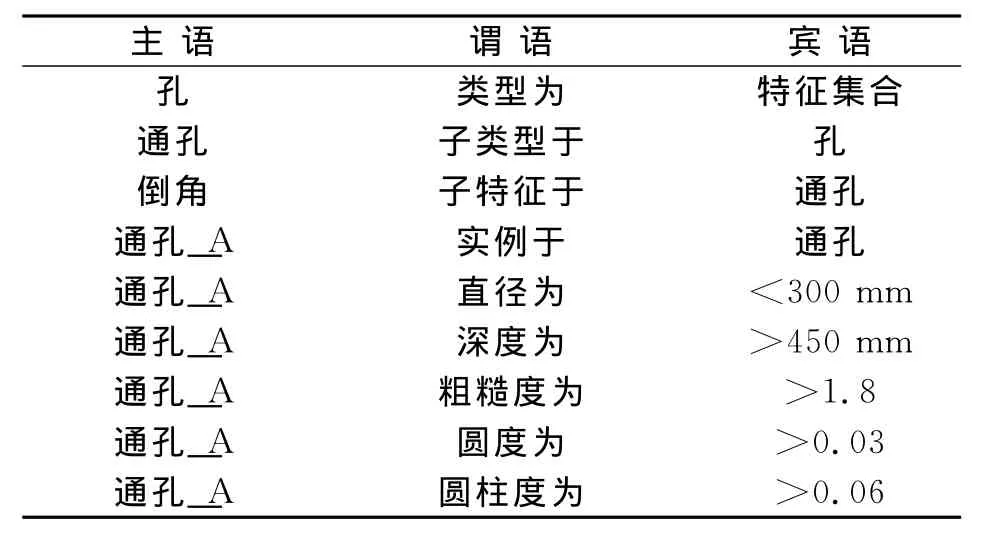
表4 制造对象模型Tab.4 Manufacturing object model
4 基于制造模型的可制造评估系统
结合上述可制造性模型,自行进行评估系统的构建,系统功能要求使用者可通过界面输入必须的设计参数,由此得到零件设计模型,通过相应的三维零件模型显示出来,同时得到可制造性的分析及建议,实现可制造性的分析结果以及三维模型局部有效说明截图等分析信息,最后根据一定的格式形成可制造性分析报告,如html格式,并实现打印.在本软件系统中设计的零件模型,可导出通用的三维模型文件格式,如stp、step等格式文件,以实现本系统与其他三维建模设计软件的通用性.软件系统实现了对机床信息的管理,将以前的机床信息全部导入到本系统的数据库中.机床信息主要分为3轴、4轴、5轴机床,机床信息由约200项信息组成.总体的系统界面如图2所示.
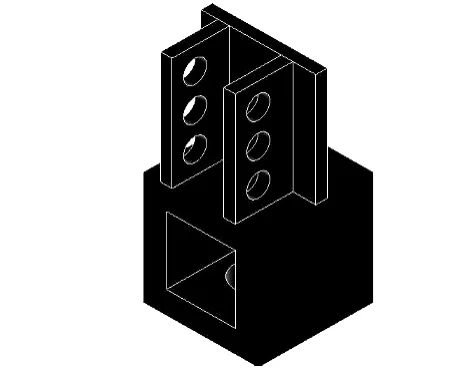
图2 系统总体界面Fig.2 The system interface
基于可制造性分析的面向典型宇航产品设计的工艺知识库系统界面如图3所示,执行相应的操作就可到对零部件的可制造性评价分析结果.
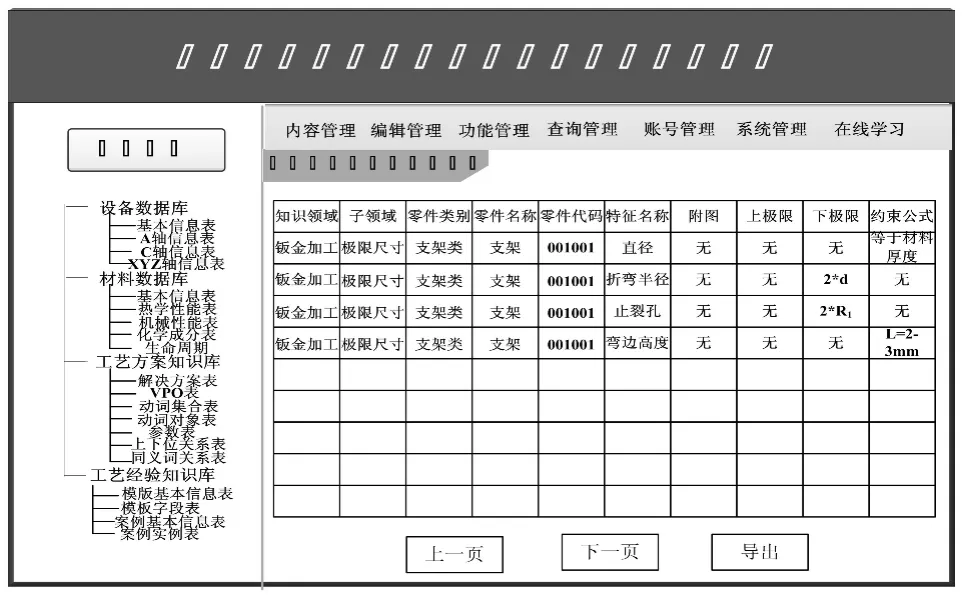
图3 工艺知识库检索Fig.3 Retrieval of process knowledge base
5 结 论
1)针对定制化零件的特点,提出了其几何特征和描述方式,依照其特点对其特征参数进行定义,便于实现对其特征参数的提取.
2)构建了考虑制造设备信息的发展可制造性评估模型,包括制造资源模型、制造过程模型、特征关系模型和制造对象模型.
3)通过具体实例给出了集成设计过程的可制造评估模型部分结果,结果显示提出的方法能有效地兼顾设计和制造信息,能有效的提高设计效率和降低生产成本.
[1] CHANG T C,WYSK R A,WANG H P.Computer-Aided Manufacturing[M].2nd ed.New Jersey:Prentice Hall,1998.
[2] 刘国昌,苟秉宸.产品概念设计可制造性评价方法研究[J].计算机工程与应用,2013,49(5):55.LIU Guo-chang,GOU Bing-chen.Study on the Method of Manufacturability Evaluation for Product Conceptual Design[J].Computer Engineering and Applications,2013,49(5):55.(in Chinese)
[3] 郁鼎文,陈恳.现代制造技术[M].北京:清华大学出版社,2006.YU Ding-wen,CHEN Ken.Modern Manufacture Technology[M].Beijing:Tsinghua University Press,2006.(in Chinese)
[4] 范庆明,刘红军.面向可制造性评价的航空发动机叶片零件信息模型研究[J].机床与液压,2011,19:78.FAN Qing-ming,LIU Hong-jun.Research on the Manufacturability Evaluation of Part Information Model of Aero Engine Blade[J].Machine Tool &Hydraulics,2011,19:78.(in Chinese)
[5] KURTOGLU T,TUMER I Y,JENSEN D.A Functional Failure Reasoning Methodology for Evaluation of Conceptual System Architectures[J].Res Eng Des,2010,21(4):209.
[6] DAVIES J,GOEL A,NERSESSIAN N.A Computational Model of Visual Analogies in Design[J].J Cognit Syst Res,2009,10:204.
[7] DISSINGER T E,MAGRAB E B.Geometric Reasoning for Manufacturability Evaluation Application to Powder Metallurgy[J].Computer Aided Design,2006,28(10):783.
[8] 徐宣国,韩文民,叶涛锋.面向合作制造的产品可制造性模糊评价研究[J].现代制造工程,2008,9:43.XU Xuan-guo,HAN Wen-min,YE Tao-feng.Research on Fuzzy Evaluation of Product Manufacturability for Cooperative Manufacturing[J].Modern Manufacturing Engineering,2008,9:43.(in Chinese)
[9] 茅健,曹衍龙.基于制造资源的公差可制造性模糊评价[J].现代制造工程,2011,7:15.MAO Jian,CAO Yan-long.Manufacturability Fuzzy Evaluation Based on Manufacturing Resources Tolerance[J].Modern Manufacturing Engineering,2011,7:15.(in Chinese)
[10] 胡志卷,杨祎巍,史峥.基于最速下降法的可制造性模型[J].计算机工程,2010,20:225.HU Zhi-juan,YANG Yi-wei,SHI Zheng.The Manufacturability Model Based on the Steepest Descent Method[J].Computer Engineering,2010,20:225.(in Chinese)
[11] 裴玉玲,庞佑兵.基于可制造性设计的PCB协同设计[J].微电子学,2010,40(5):732.PEI Yu-ling,PANG You-bing.PCB Collaborative Design Based on Design for Manufacturability[J].Microelectronics,2010,40(5):732.(in Chinese)
[12] 田建平,张旭.特征提取与可制造性知识表达[J].机械设计与制造,2010,6:266.TIAN Jian-ping,ZHANG Xu.The Feature Extraction and Manufacturability Knowledge Expression[J].Machinery Design & Manufacture,2010,6:266.(in Chinese)
猜你喜欢
材料科学与工艺(2018年5期)2018-11-20 03:52:28
山东青年(2016年1期)2016-02-28 14:25:25
遥测遥控(2015年2期)2015-04-23 08:15:18
高中生学习·高三版(2014年3期)2014-04-29 06:11:18
高中生学习·高三版(2014年3期)2014-04-29 06:10:49
当代修辞学(2014年3期)2014-01-21 02:30:44
公务员文萃(2013年5期)2013-03-11 16:08:37
电子工业专用设备(2011年1期)2011-10-24 05:08:02
华南理工大学学报(自然科学版)(2011年3期)2011-03-15 08:42:48
海外英语(2006年11期)2006-11-30 05:16:56
