空化作用下从硫酸锌溶液中去除镍、钴试验研究
2014-12-16 07:51杨大锦刘俊场李永刚廖元双彭秋燕付维琴牟兴兵
湿法冶金 2014年2期
刘 瑜,杨大锦,刘俊场,李永刚,廖元双,彭秋燕,付维琴,牟兴兵
(1.昆明有色冶金设计研究院,云南 昆明 650051;2.昆明冶金研究院,云南 昆明 650031)
我国是世界上最大的锌生产和消费大国[1],90%以上的锌是采用湿法冶金工艺即焙烧—浸出—净化—电积—熔铸工艺生产的[2],其中电积单元能耗最大,其次是硫酸锌溶液净化单元。
电解液组成及其中的杂质对电积能耗影响很大[3-4]。通过优化电解液组成、电积参数等可以实现节能降耗,但降耗空间不大;用锌粉净化硫酸锌溶液也可实现节能降耗,但在净化除镍、钴过程中,锌粉用量是理论量的100倍以上[5],消耗很大。
试验研究了在空化作用下用锌粉还原去除镍、钴,以降低硫酸锌溶液净化单元的锌消耗量。
1 空化作用下的净化过程
在硫酸锌溶液中加入锌粉可以去除镍和钴,反应式为:
净化过程中,溶液中的 Ni2+和 Co2+在锌粉颗粒表面发生置换反应,置换出的金属Ni和Co以固态形式覆盖在锌粉颗粒表面。锌粉置换过程示意图如图1所示。
在大量镍、钴覆盖到锌粉颗粒表面后,溶液中的Ni2+和Co2+须通过扩散到达锌粉表面后才能实现还原过程。还原形成的镍、钴金属覆盖层相对比较致密,导致Ni2+和Co2+扩散到锌粉表面的速度比较慢,从而导致还原时间加长、锌粉利用率降低。要减少锌粉耗量必须使覆盖在锌粉颗粒表面上的镍、钴金属脱离,使锌粉颗粒表面裸露出来。
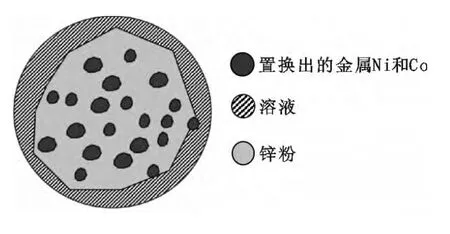
图1 锌粉置换过程示意图
锌粉还原镍、钴过程中,还原速度与速度常数和镍、钴离子浓度有关。对于镍、钴浓度一定的硫酸锌溶液,还原速度则仅与速度常数有关,而速度常数与温度有关,提高还原反应温度有利于提高锌粉还原镍和钴的速度。
空化由超声波在超高速和机械作用下形成。在超声波形成的空化中,液体内形成空化气泡并长大和崩灭,当空化气泡崩灭时产生一个强压力脉冲,产生高达5 000K的高温、大于200MPa的压力、真空和时速达400km/h的射流所形成的剪切力[6]。高温有利于加快锌粉还原净化速度,强大的剪切力有利于剥离锌粉表面沉淀的镍、钴金属层,从而使锌粉表面裸露。
2 空化作用下从硫化锌溶液中除镍、钴
空化作用下从硫酸锌溶液中除镍、钴是基于传统的除镍、钴工艺并辅助以空化作用。试验中均采用 Ni2++Co2+质量浓度在40mg/L以上的溶液,为生产过程中的浸出液。采用传统方法除镍、钴,锌粉消耗量在3~6g/L之间,对于Zn2+质量浓度120g/L的溶液,仅除镍、钴的锌粉消耗量即达37.5~75kg/t Zn。
所用锌粉为电炉锌粉,也为生产上使用的锌粉,有效锌质量分数约90%,其他如硫酸铜、锑氧粉等也为生产时使用的原料。
空化发生器为超声波发生器,φ30mm×450 mm,频率20~30kHz,功率1kW,净化时的反应器有效容积28L。
2.1 空化作用下温度对镍、钴去除率的影响
硫酸锌溶液中Zn2+质量浓度为123.1g/L,Ni2+、Co2+质量浓度分别为7.5mg/L 和56.25 mg/L,空化作用时间20min,锌粉用量2.38g/L。温度对镍、钴去除率的影响如图2所示。
图2 空化作用下温度对镍、钴去除率的影响
从图2看出:温度对镍去除率影响不大;对Co去除率影响较大,随温度升高钴去除率升高,在75~80℃时达最高值。与无空化作用时相比,温度降低了10~15℃,说明空化作用是明显的。
2.2 空化作用时间对镍、钴去除率的影响
硫酸锌溶液中Zn2+质量浓度为122.7g/L,含 Ni2+和 Co2+质量浓度分别为12.5mg/L 和31.43mg/L,温度75~80℃,空化作用时间对镍、钴去除率的影响如图3所示。可以看出:镍去除率与空化作用时间关系不明显,空化作用10 min,Ni2+去除率>97%,而空化作用在40min后Ni2+去除率反而有所降低,此为还原的金属Ni有部分反溶导致;Co去除率随空化作用时间延长而提高,在30min时达到最大,在40min时出现明显的下降。在适宜的锌粉用量条件下,空化作用20~30min,镍、钴去除率均在97%以上。

图3 空化作用时间对镍、钴去除率的影响
与无空化作用即传统的Ni2+和Co2+脱除方法相比,脱除时间从60~180min下降到20~30 min,明显缩短,设备效率大幅提高,保温能耗大幅降低。
2.3 空化作用下锌粉用量对镍、钴去除率的影响
硫酸锌溶液中Zn2+去除率质量浓度122.7 g/L,Ni2+和Co2+质量浓度分别为12.5mg/L和31.43mg/L,空化作用20min,温度75~80℃,锌粉用量对镍、钴去除率的影响如图4所示。

图4 空化作用下锌粉用量对镍和钴除杂率影响
从图3、4看出:随锌粉用量增加,Ni2+去除率有微弱降低,Co2+去除率有微弱增大。可见,在空化作用下,加入过量的锌粉并没有明显提高Ni2+、Co2+去除率,反而增大了锌粉消耗量。
在锌粉用量为 Ni2++Co2+质量30倍时,Ni2+去除率为98%~99%,Co2+去除率为96%~98%,对于 Ni2++Co2+含量相对较高的硫酸锌溶液,净化效果很好,基本满足生产要求。
3 结论
在空化作用辅助下,用锌粉还原净化硫酸锌溶液去除其中的 Ni2+和Co2+是有效的;适宜温度为75~80℃,空化作用时间为20~30min,锌粉用量为 Ni2++Co2+质量的30~33倍。空化作用下,用锌粉还原净化硫酸锌溶液,与传统方法相比,温度降低,时间缩短,锌粉用量减少,能耗和加工成本大幅降低。
[1]王晔.2012年锌市场回顾及2013年展望[J].有色金属工程,2013(1):11-12.
[2]常成,刀海金,孙啸飞,等.锌电积电流效率影响因素的研究进展[J].中国有色冶金,2008(4):74-80.
[3]王彦军,谢刚,杨大锦,等.降低电积锌直流电耗的现状分析[J].湿法冶金,2005,24(4):208-211.
[4]黄守义,张旭,包红伟.从湿法炼锌硫酸盐溶液中去除钴的试验[J].湿法冶金,2010,29(1):37-39.
[5]马进,陈利春,秦永宏.锌粉置换除钴的研究及运用[J].有色冶炼,2002(1):30-32.
[6]张婵,郑爽英.超声空化效应及其应用[J].水资源与水工程学报,2009(1):136-138.
猜你喜欢
湿法冶金(2022年1期)2022-02-18
中国有色冶金(2021年4期)2021-11-30
今日农业(2021年12期)2021-10-14
有色冶金节能(2021年3期)2021-07-10
化工进展(2021年5期)2021-05-31
世界有色金属(2021年22期)2021-03-11
河南畜牧兽医(2020年1期)2020-01-11
中国有色冶金(2019年1期)2019-03-08
中国资源综合利用(2016年7期)2016-02-03
船电技术(2015年12期)2015-10-24