从金电解阳极泥中湿法回收金银试验研究
2014-12-16 07:51倪迎瑞李中玺李海涛张圣杰薛振宇
湿法冶金 2014年2期
倪迎瑞,李中玺,李海涛,秦 靖,张圣杰,薛振宇
(1.西北有色地质研究院,陕西 西安 710054;2.陕西黄金集团西安秦金有限责任公司,陕西 西安 710054)
金电解阳极泥中含有大量AgCl和金,通常将其返回再铸金银合金阳极板供电解金。一般金电解阳极泥于地炉中熔化后用倾析法分离金,氯化银渣加入碳酸钠和炭还原熔炼,铸成粗银阳极送银电解,金返回铸金阳极。由于氯化银的熔点低(452℃),熔炼时容易挥发,进而造成银有大量损失,且火法处理后金银不能彻底分离,金产品纯度不高,铸成阳极板后无法满足金电解要求(金质量分数要求在90%以上)[1-5]。为此,研究了用湿法处理金电解阳极泥获得满足电解要求的金产品。
1 试验部分
1.1 试验原料、试剂及设备
试验原料为陕西黄金集团西安秦金有限责任公司金电解阳极泥,其中AgCl质量分数为31%~37%,Au质量分数为61%~67%,其他金属元素质量分数均不到1%。
盐酸,分析纯,36%~38%;HNO3,分析纯,65%~68%;氨水,分析纯,28%~29%;水合肼,分析纯,80%;工业用纯净水。
主要设备:Z-2000(日本Hitachi)火焰石墨炉一体化原子吸收分光光度计,101型电热鼓风干燥箱,电子天平(赛多利斯),负压溶金装置(自制),电解槽(自制),电解电源(上海百纳德)。
1.2 试验方法
首先将金电解阳极泥用一定量王水溶解,静置后过滤除去氯化银沉淀,滤液用水合肼溶液还原金[6-7];王水分金后的不溶物在室温下加氨水溶解,过滤后的滤液用水合肼还原金。
王水分金:首先将阳极泥置于耐烧玻璃容器或钛桶中,加入王水,在200℃下加热溶解,之后静置。硝酸将盐酸氧化成氯和氯化亚硝酰:

氯化亚硝酰为反应中间产物,又分解为氯和一氧化氮:

氯与金作用生成氯化物进入溶液。总反应式为

水合肼还原金:金溶解液在200℃下浓缩至糖浆状后用乙醇赶硝,当加入乙醇后无黄烟产生时赶硝结束,加入理论量2倍的水合肼还原金,过滤后得到海绵金。海绵金经洗涤、烘干、铸锭,获得99.8%的金锭。



2 试验结果与讨论
2.1 王水用量的选择
对1g金分别用不同量的王水溶解,结果表明,金溶解率随王水体积增加而增大,王水体积在2.6~6mL范围内,金溶解率变化不大。综合考虑,确定王水最佳用量为3mL。如图1所示。

图1 王水用量对金溶解率的影响
2.2 氨水用量的选择
工业氨水中含氨25%~28%,仅有一小部分氨分子与水反应形成铵离子和氢氧根离子。氨水加入量对氯化银溶解的影响试验结果如图2所示。氯化银质量为1g。
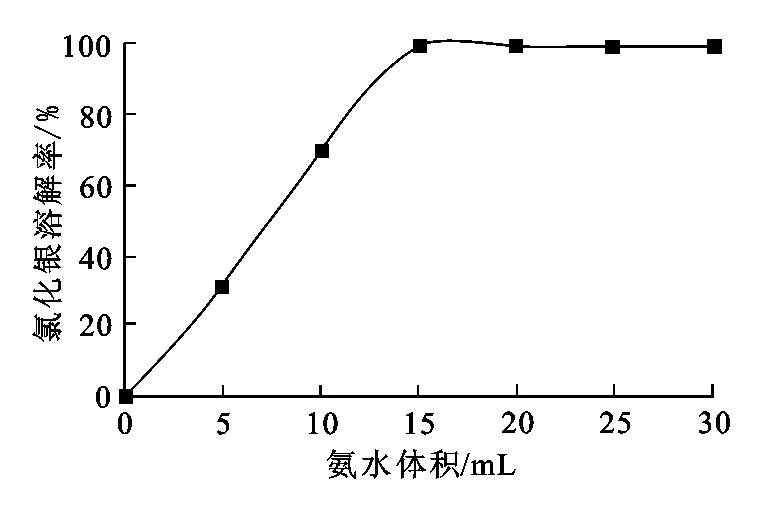
图2 氨水对氯化银溶解率的影响
从图2看出:银溶解率随氨水体积增大而增大;氨水体积为15~30mL后,银溶解率变化不大。综合考虑,氨水体积确定为15mL/g Ag。
2.3 稀释体积对氯化银溶解率的影响
氯化银在氨水中的溶解度与氨水体积有关,也与加入氨水后的稀释倍数有关。根据上述试验结果,选取1g氯化银,加入15mL氨水,再稀释成不同体积,如图3所示,稀释后体积在30mL时氯化银溶解率最高。所以加入氨水时其稀释到2倍的体积,即加入50%的氨水即可。

图3 稀释体积对氯化银溶解率的影响
3 结论
对金电解阳极泥,可采用湿法回收金和银,得到的金和银纯度较高,回收率较高,金产品铸成阳极板后可满足金电解的要求。该方法操作简单,银回收率高,环境污染小。
[1]李希科,王安理,何辉.中原黄金冶炼厂回收金、银等金属生产实践[J].黄金,1998,19(2):39-41.
[2]李春侠.从银阳极泥中回收金.湿法冶金[J].2009,28(3):160-163.
[3]安红武.电积金泥中金银的综合回收[J].新疆有色金属,2011(2):53-54.
[4]杨茂才,周杨霁,孙萼庭.从铜阳极泥提取金和银[J].贵金属,1997(4):28-32.
[5]王爱荣.从铜阳极泥中湿法提取金的工艺优化研究[J].湿法冶金,2007,26(01):46-48.
[6]黄礼煌.金银提取技术[M].2版.北京:冶金工业出版社,2001:485-500.
[7]梁正霖.水合肼湿法还原金试验研究[J].有色冶金设计与研究,2012,33(4):14-16.
猜你喜欢
氯碱工业(2022年6期)2022-11-21
中学生数理化·高一版(2022年9期)2022-03-23
化工环保(2021年2期)2021-04-25
湖南有色金属(2020年6期)2020-12-28
云南化工(2020年5期)2020-06-12
盐科学与化工(2019年11期)2019-12-04
中国有色冶金(2018年5期)2018-10-25
中学生数理化·高三版(2016年2期)2016-09-10
中国资源综合利用(2016年3期)2016-01-22
短篇小说(原创版)(2015年10期)2016-01-04