
超声波辅助提取花椒冷榨油饼粕中油脂的工艺优化
2014-12-16 08:08:58姜欢笑胡爱华
食品工业科技 2014年21期
姜欢笑,蒲 彪,周 婷,胡爱华
(四川农业大学食品学院,四川雅安625014)
冷榨制油技术是一种直接将未经过蒸炒或轧胚的油料在室温至65℃之间,经低温榨油机压榨而获得营养价值、分子结构未发生变化的油脂和饼粕的制油技术[1]。相较于经传统方法制油获得的花椒饼粕,经冷榨工艺制油后获得的花椒冷榨油饼粕可以有效的避免传统制油精炼过程中,与溶剂、碱液、酸液、磷酸、脱色漂土等化学物质直接接触而造成的重金属、酸、碱等有害物质的残留问题;另外,冷榨后的花椒饼粕中油脂、膳食纤维等营养物质变性程度低,且有效保存了其活性组分,确保了花椒饼粕的开发和利用价值。
对于植物油的萃取,一般采用正己烷、石油醚等作为溶剂。但由于这些溶剂都存在着不同程度的毒害作用,因此本实验采用易制备、无毒害、易回收的乙醇作为花椒油脂的萃取溶剂。近年来,超声波技术在食品工业中的分析检测和改性领域得到越来越广泛的应用[2-5],常被用于油料预处理、动植物油脂制取、油脂精炼、油脂分析检测、提高油脂得率、缩短油脂提取时间等方面[6-7]。本实验以乙醇为提取溶剂,超声波辅助提取花椒冷榨油饼粕中油脂,并优化提取工艺。
1 材料与方法
1.1 材料与仪器
花椒冷榨油饼粕(藤椒鲜果经螺旋压榨两次,榨取藤椒油后的饼粕) 四川省洪雅县幺麻子集团提供;无水乙醇 成都市科龙化工试剂厂;无水Na2SO4成都市科龙化工试剂厂;乙醚 东莞市双德化工有限公司;氢氧化钾 济南金昊化工有限公司;碘化钾 郑州市鸿翔化工有限公司;三氯甲烷 济南金昊化工有限公司;冰乙酸 郑州通化实业有限公司;硫代硫酸钠 成都市科龙化工试剂厂;石油醚(沸程30~60℃)成都市科龙化工试剂厂;甲醇 成都市科龙化工试剂厂;花椒酰胺类物质标准品 实验室自制。以上试剂均为分析纯。
KQ5200DB型数控超声波清洗器 昆山市超声仪器有限公司;RE-52-99旋转蒸发器 上海亚荣生化仪器厂;SHZ-Ⅲ型循环水真空泵 上海亚荣生化仪器厂;DHG-9070A电热鼓风干燥箱 上海一恒科学仪器有限公司;高速万能粉碎机 天津市泰斯特仪器有限公司;紫外分光光度计 天津拓普仪器有限公司。
1.2 实验方法
1.2.1 工艺流程 花椒冷榨油饼粕烘干→粉碎→过筛→浸泡→超声波辅助提取→抽滤→蒸发浓缩→干燥→称量
1.2.2 油脂得率的计算

1.2.3 单因素实验 将已洗净除杂的花椒冷榨油饼粕放置于恒温干燥箱中烘干,经高速粉碎机粉碎,过80目筛,每次实验准确称取10.0g。本实验选择料液比、乙醇浓度、超声功率、超声温度、超声时间为考察因素。料液比单因素实验:在提取溶剂为90%的乙醇溶液,超声功率240W,超声温度40℃,超声时间20min 条件下,考察料液比(m∶V)1∶10、1∶15、1∶20、1∶25、1∶30对花椒冷榨油饼粕残留油脂提取的影响。抽滤后,收集所得滤液加入无水Na2SO4后置于真空旋转蒸发仪中蒸发,并在水浴中将溶剂挥发后得油脂,再置于干燥器中至恒重,称取提取油脂的重量,计算油脂得率。乙醇浓度单因素实验:在料液比1∶20(m∶V),超声功率240W,超声温度 40℃,超声时间20min条件下,考察乙醇浓度60%、70%、80%、90%、100%对花椒冷榨油饼粕残留油提取的影响,其他程序如上。超声功率单因素实验:在提取溶剂为90%的乙醇溶液,料液比1∶20(m∶V),超声温度40℃,超声时间20min的条件下,考察超声功率120、180、240、300、360W 对花椒冷榨油饼粕残留油脂提取的影响,其他程序如上。超声温度单因素实验:在提取溶剂为90%的乙醇溶液,料液比1∶20(m∶V),超声功率240W,超声时间20min的条件下,考察超声温度 40、50、60、70、80℃对冷榨花椒饼粕残留油脂提取的影响,其他程序如上。超声时间单因素实验:在提取溶剂为90%的乙醇溶液,料液比1∶20(m∶V),超声功率240W,超声温度40℃的条件下,考察超声时间20、30、40、50、60min 对冷榨花椒饼粕残留油脂提取的影响,其他程序如上。每组实验重复3次,计算得率,取平均值。
1.3 正交实验
根据单因素实验所显示的结果,选择4个影响超声波辅助乙醇提取冷榨花椒油饼粕中油脂的主要因素进行正交实验,以油脂得率为指标,设计实验因素水平表,进行正交实验,以确定最佳提取工艺,因素水平编码表如表1所示。

表1 正交实验因素水平表Table 1 Orthogonal experiment of three factors and three levels
1.4 提取油脂的品质测定
1.4.1 透明度、色泽、气味、滋味鉴定 参照 GB/T 5525-2008植物油脂 透明度、色泽、气味、滋味鉴定法。
1.4.2 水分及挥发物含量测定 参照GB/T 5528-2008动植物油脂水分及挥发物含量测定。
1.4.3 酸值测定 参照GB/T 5530-2005动植物油脂酸值和酸度测定。
1.4.4 过氧化值测定 参照GB/T 5538-2005动植物油脂过氧化值测定。
1.4.5 不溶性杂质含量的测定 参照GB/T 15688-2008动植物油脂不溶性杂质含量的测定。
1.4.6 砷含量的测定 参照GB/T 5009.11食品中砷及无机砷的测定。
1.4.7 油脂中酰胺类物质的测定 参照DB51/T 493-2005花椒油附录A花椒油中酰胺类物质含量的测定。
2 结果与讨论
2.1 油脂提取单因素实验
2.1.1 料液比的筛选 由图1可知,油脂得率随溶剂使用量的增大而增大,但料液比超过1∶20时,油脂得率显著减小(p<0.01)。这可能是由于当溶剂使用量较少时,物料的粘度较大,扩散较慢,使得油脂不能充分浸出。但当溶剂使用量过大时,油脂浸出几乎饱和,使得率下降。综上,最佳料液比选择1∶20(m∶V)。

图1 不同料液比对提油率的影响Fig.1 The impact of different soild-liquid ratio for oil extraction rate
2.1.2 乙醇浓度的筛选 由图2可知,随着乙醇浓度的增加,初始阶段油脂得率增大较快,当乙醇浓度超过90%后,油脂得率增量不显著(p>0.01)。这种现象是因为乙醇浓度的增大,促使了油脂的润湿渗透和分子的扩散。并考虑到能源的节约问题,选择乙醇浓度为90%。

图2 不同乙醇浓度对提油率的影响Fig.2 The impact of different ethanol concentration for oil extraction rate
2.1.3 超声功率的筛选 由图3可知,随着超声功率的增大,油脂得率也逐渐增大,在超声功率180W时,得率达最大值,随后随着超声功率的继续增大,油脂得率缓慢降低。这是由于超声功率的增大,使得液体空化加剧,细胞壁破裂能力增强,从而增大了分子热运动速率,加快了油脂的溶出速度[9-10]。但当功率超过180W时,可能是由于功率的继续增大,空化趋于饱和,并破坏了大部分油脂,且加快了油脂的氧化导致的。综上,最适合功率为180W。

图3 不同超声功率对提油率的影响Fig.3 The impact of different ultrasonic power for oil extraction rate
2.1.4 超声温度的筛选 由图4可知,随着温度的升高,由于分子运动加剧,传质速率加快,导致油脂得率增加较为明显。但当温度超过70℃后,油脂得率有下降趋势,但下降趋势不显著(p>0.01),这可能是因为温度过高,导致溶剂挥发速度加快,影响了油脂的提取。因此最适温度选择70℃。
2.1.5 超声时间的筛选 由图5可知,随着超声时间的增长,油脂的提油率也随着增加,但50min后呈下降趋势。这可能是因为超声时间的增长,缩小了提取液与花椒冷榨油饼粕中的油脂浓度差,减小了料液的渗透压,使得料液间达到动态平衡,因此继续延长超声时间,油脂得率也不会继续提高。再比较提取时间为40min与50min油脂的得率,表示得率增加不显著(p>0.01),因此从减少能耗的角度考虑选择最适超声时间40min。
2.2 正交实验优化
在根据单因素实验的基础上,对提取效果影响较大的因素进行正交实验设计。故选用L9(34)正交表,选择超声温度、超声功率、料液比、乙醇浓度进行正交优化实验,结果见表2,方差分析见表3。
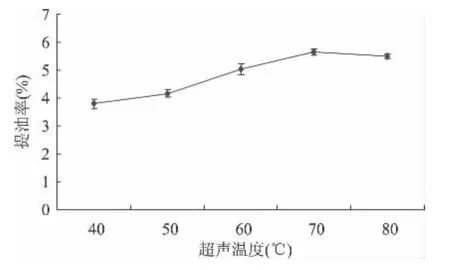
图4 不同超声温度对提油率的影响Fig.4 The impact of different ultrasonic temperature for oil extraction rate

图5 不同超声时间对提油率的影响Fig.5 The impact of different ultrasonic time for oil extraction rate
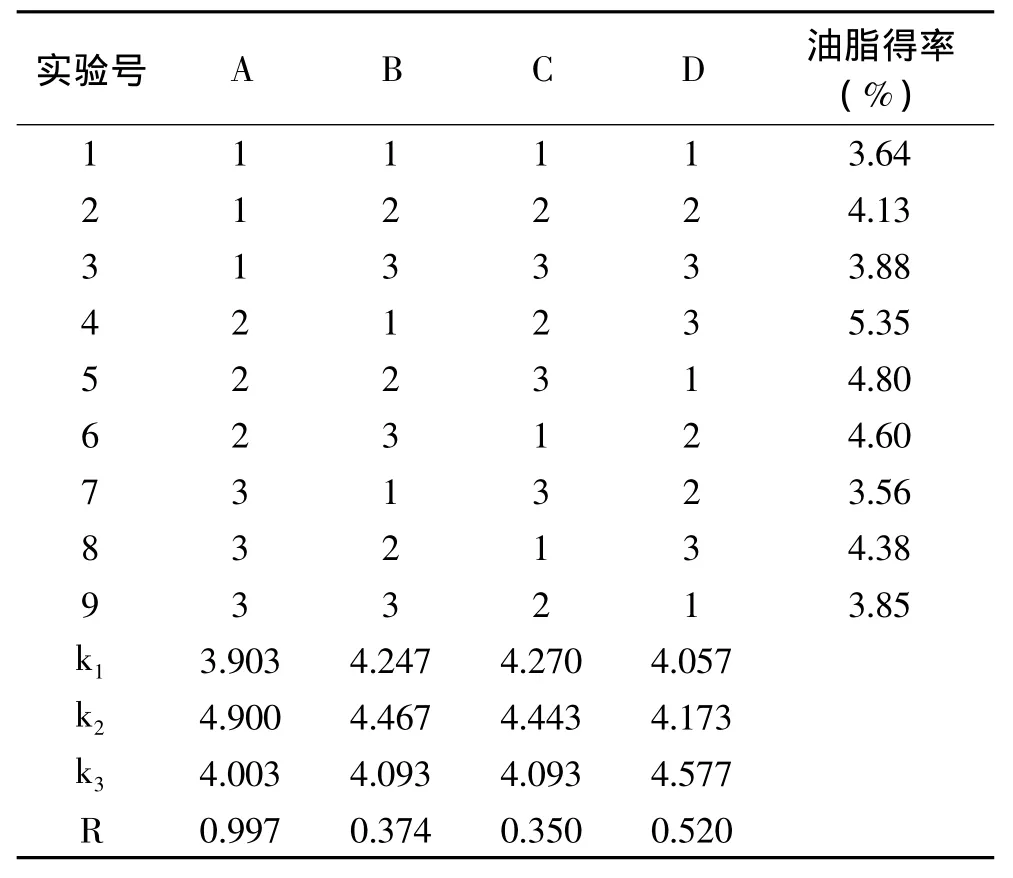
表2 正交实验结果Table 2 Results of orthogonal experiment
根据极差分析结果表明,在实验设计范围内,超声波辅助乙醇提取花椒冷榨油饼粕中残留油脂的各因素对得率影响的主次顺序为:A>D>B>C,即产生影响的最重要因素是超声功率,其次是乙醇浓度,超声温度,料液比的影响较小。通过正交实验可以确定提取条件的优化组合为A2B2C2D3,即超声波辅助提取油脂的最佳工艺条件为超声功率180W、超声温度70℃、料液比1∶20、乙醇浓度100%,此条件未在实验设计中出现,因此按照最佳提取工艺进行三次验证实验,得率分别为5.47%、5.55%、5.42%,均值为5.48%。结果表明此工艺条件较稳定,说明利用正交实验优化超声波辅助乙醇提取冷榨花椒油饼粕中残留油脂的选取工艺是成功的。
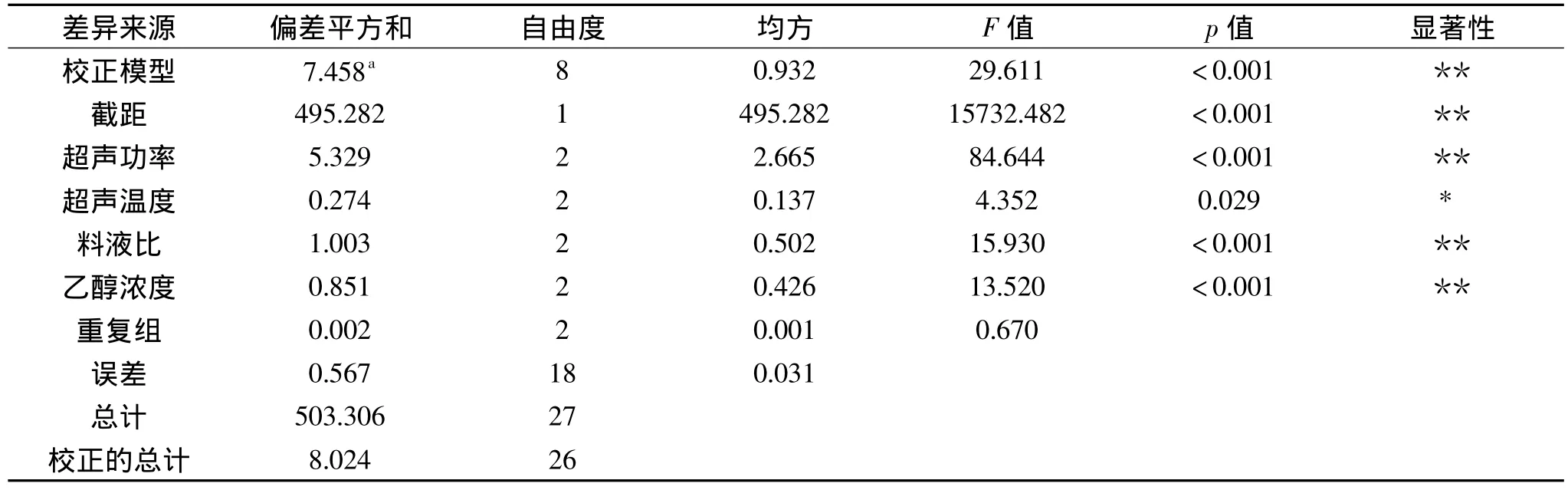
表3 方差分析Table 3 Variance analysis
因正交实验的直观分析结果对实验的误差和各因素作用是否显著不能进行准确的估计,所以需要对正交实验的结果进行方差分析。表3显示,各因素对油脂得率的影响与直观分析的结果一致,且对油脂得率的影响都达到显著水平。
2.3 花椒冷榨油饼粕提取油脂的品质测定
由表4可知,超声波辅助乙醇提取花椒冷榨油饼粕中油脂品质符合食用植物原油的国家标准。
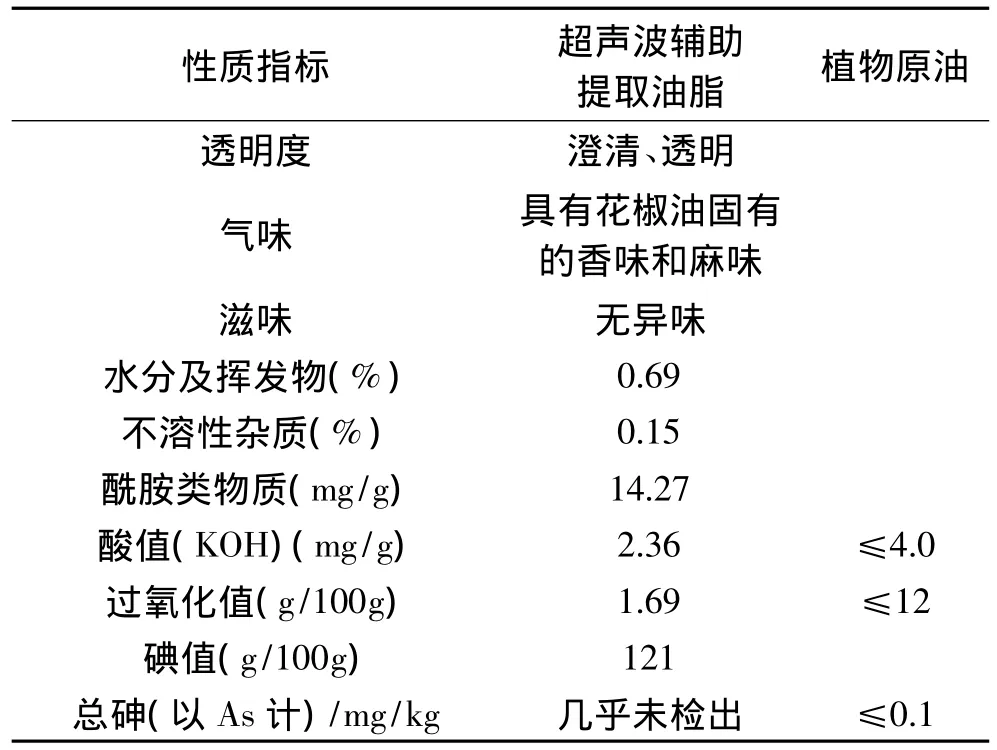
表4 超声波法提取的油脂品质Table 4 Qualities of oil by ultrasonic-assisted extraction
3 结论
本实验研究了超声辅助乙醇提取花椒冷榨油饼粕中油脂的方法,并对所提取油脂进行了品质测定。以单因素实验为基础,通过正交实验分析得出,最佳提取工艺为料液比1∶20,乙醇浓度100%,超声功率180W,超声温度70℃,超声时间40min,在此条件下花椒油得率为5.48%,与预测值基本接近。表明了本研究方法与实际情况的吻合度较高,验证了其可利用性。
[1]刘光宪,冯健雄,闵华,等.冷榨制油技术研究进展[J].江西农业学报,2009,21(12):134-136.
[2]武瑜.葡萄籽油的超声波辅助提取及其理化性质研究[D].杨凌:西北农林科技大学,2012.
[3]刘光宪,熊艳,冯健雄,等.超声波辅助乙醇提取冷榨花生饼中油脂的工艺优化[J].食品与机械,2011,27(4):51-53.
[4]张俊生,陈莉华,侯孝璇,等.超声波辅助乙醇提取垂盆草中总黄酮及其抗氧化活性[J].食品科学,2012,33(8):18-23.
[5]单成俊,周剑忠,黄开红,等.超声波辅助提取黑莓籽油及其脂肪酸组成分析[J].中国粮油学报,2010,25(5):62-64.
[6]张郁松,赵雁武.四种不同提取方法对猕猴桃籽油得率的比较研究[J].中国粮油学报,2007,22(1):76-78.
[7]陈芳芳,孙晓洋,王兴国,等.超声波技术在油脂工业中的应用和研究进展[J].中国油脂,2012,37(10):76-80.
[8]单成俊,周剑忠,黄开红,等.超声波辅助提取黑莓籽油及其脂肪酸组成分析[J].中国粮油学报,2010,25(5):62-64.
[9]陈芳芳,孙晓洋,王兴国,等.超声波技术在油脂工业中的应用和研究进展[J].中国油脂,2012,37(10):76-80.
[10]袁艳红,陈锐,赵华,等.大学物理学 .上册[M].北京:清华大学出版社,2010:123-125.
猜你喜欢
基层中医药(2021年8期)2021-11-02 06:25:06
今日农业(2020年15期)2020-12-15 10:16:11
作文通讯·高中版(2017年11期)2017-12-20 08:09:43
海峡姐妹(2017年9期)2017-11-06 08:39:39
饮食与健康·下旬刊(2016年6期)2016-11-28 12:10:00
新农业(2016年13期)2016-08-16 12:12:42
家庭医学(2016年2期)2016-03-14 21:48:01
中国粮油学报(2016年1期)2016-02-06 02:16:54
发明与创新(2015年25期)2015-02-27 10:39:23
农产品市场周刊(2014年49期)2015-01-20 06:50:51
