
超声辅助提取黑豆蛋白及其功能性质的研究
2014-12-16 08:09马文君王中江江连洲
食品工业科技 2014年21期
王 晶,马文君,陈 勇,王中江,王 瑞,李 杨,柏 晶,江连洲,2,*
(1.东北农业大学食品学院,哈尔滨150030;2.国家大豆工程技术研究中心哈尔滨150030)
黑豆又名橹豆、料豆、零乌豆,它呈卵圆形或球形,表皮黑色或深绿色,全国各地均有生产,以东北产量最多[1]。黑豆含有丰富的蛋白质,含粗蛋白质34%,每100g黑豆含蛋白质最高可达49.8%,比黄豆高 24.5%[2],甚至高于肉类、鸡蛋和牛奶,素有“植物蛋白之王”的美誉[3]。
传统的蛋白的提取工艺是碱提酸沉法,但该法存在提取率较低,提取时间较长,溶剂消耗量大等缺点[4]。超声辅助提取技术可以促进固体物料中有效成分的溶出,能有效地提高提取效率[5],降低成本[6]。但同时会对蛋白分子结构和功能特性产生影响[7-10]。
本文碱溶酸沉法的基础上采用超声波辅助提取黑豆蛋白,以蛋白提取率为指标,利用单因素实验和响应曲面设计法分析不同因素对总蛋白提取效果的影响,并对提取工艺进行了条件优化。并探究超声波辅助提取对黑豆蛋白的溶解性、乳化性及乳化稳定性、起泡性及泡沫稳定性等功能性质的影响,为高效提取黑豆蛋白及其开发利用提供理论基础。
1 材料与方法
1.1 材料与试剂
黑豆 由北大荒绿野食品有限公司提供,脱皮粉碎后过60目筛,正己烷萃取以制备脱脂黑豆粉,晾干备用;Lowry法蛋白质含量测定试剂盒 上海荔达生物科技有限公司;氢氧化钠、磷酸二氢钠、磷酸氢二钠、正己烷、盐酸等试剂 国产分析纯试剂。
1.2 仪器与设备
超声细胞粉碎机 宁波新芝生物科技股份有限公司;PHSJ-4A型实验室pH计 中国上海雷磁公司;锤片式粉碎机 中国天津泰斯特仪器有限公司TU-1800紫外可见分光光度计 北京普析通用仪器有限责任公司;FD5-3型冷冻干燥机 美国SIM公司;电子分析天平(0.0001g)北京赛多利斯仪器系统有限公司;高速离心机 德国Eppendorf公司;FJ300-S数显高速分散均质机 上海越磁电子科技有限公司。
1.3 实验方法
1.3.1 黑豆原料成分的测定 水分的测定:GB304-87进行测定;粗脂肪的测定:GB5512-85中索氏抽提法进行测定;粗蛋白的测定:GB6432-94标准方法进行;灰分测定:GB5009.4-85。
1.3.2 超声辅助提取黑豆蛋白工艺流程与方法
1.3.2.1 超声辅助提取黑豆蛋白工艺流程 黑豆→清理→粉碎→过筛→脱脂→加碱液调pH至8→超声处理→离心分离→取上清液→加酸液调pH至4.5→离心分离→取沉淀→反复水洗和离心→黑豆蛋白
1.3.2.2 传统提取黑豆蛋白工艺流程 黑豆→清理→粉碎→过筛→脱脂→加碱液调pH至8→离心分离→取上清液→加酸液调pH至4.5→离心分离→取沉淀→反复水洗和离心→黑豆蛋白
1.3.2.3 蛋白提取率计算公式
蛋白提取率(%)=提取黑豆蛋白的质量/(脱脂黑豆粉质量×45.1%)×100
注:45.1%为原料黑豆测得的蛋白含量。
1.3.2.4 超声辅助提取黑豆蛋白单因素实验 以黑豆蛋白提取率为评价指标,研究不同液固比、pH、超声功率及超声时间对提取黑豆蛋白的主要影响。
1.3.2.5 超声辅助提取黑豆蛋白响应面实验 在单因素研究的基础上,确定各因素的水平值范围,采用响应面中心组合实验设计,选取液固比,混合液pH,超声强度,超声时间4个因素为自变量,以黑豆蛋白提取率为响应值,优化超声辅助提取黑豆蛋白工艺的最佳参数。其因素水平编码表见表1。

表1 因素水平编码表Table 1 Encode table of factors and levels
1.3.3 超声辅助提取黑豆蛋白功能性测定
1.3.3.1 溶解性测定 称取100mg黑豆蛋白样品分散于10mL的去离子水中,磁力搅拌30min,20℃、12000×g离心20min。上清液经适度稀释,采用Lowry法测定蛋白质含量,以牛血清白蛋白为标准物绘制标准曲线。蛋白质的溶解度表示为上清液蛋白质量浓度占总蛋白质量浓度的百分比[11]。
1.3.3.2 乳化性及乳化稳定性测定 将24mL蛋白浓度为0.2%(w/v)的蛋白溶液与8mL大豆油混合,在13500r/min高速均质机下乳化2min,,将乳化液迅速倒入25mL小烧杯中,立即开始取样,用微量注射器迅速从底部吸取乳化液50μL与5mL,0.1%的十二烷基磺酸钠(SDS)溶液均匀混合,在500nm处测定其吸光值,记为 A0,用0.1%的 SDS做空白对照[12]。按下式计算乳化性(emulsifying capacity,EC):

其中T=2.303,N:稀释倍数250,C:乳化液形成前蛋白质水溶液中蛋白质浓度(g/mL),U:乳化液中油的体积分数(0.25)。
将乳状液静置30min后采用用相同的方法测定乳状液吸光值,记为A30,用0.1%的SDS做空白对照。按下式计算乳化稳定性(emulsifying stability,ES):

1.3.3.3 起泡性及起泡稳定性测定 将一定浓度的SPI溶液100mL置于500mL量筒中,使用高速乳化均质机以17500r/min的速度均质40s,连续3次共计2min,记录均质后的液面高度,记为V0,静置30min后再次记录液面高度,记为 V30[13]。起泡能力(Foaming Capacity)和泡沫稳定性(Foaming Stability)公式如下:

1.3.4 数据处理 采用SAS9.2统计分析软件对实验数据进行分析。
2 结果与讨论
2.1 黑豆的主要成分
黑豆的主要成分如表2所示。

表2 黑豆的主要成分(%)Table 2 The main components of soybean(%)
2.2 超声辅助提取单因素条件对黑豆蛋白提取率的影响
2.2.1 液固比对黑豆蛋白提取率的影响 液固比对提取率的影响如图1。由图1可知,随着液固比的升高,蛋白质提取率先升高而后缓慢下降。在低液固比的条件下,体系分散不均,蛋白质无法充分溶解[14],但当液固比大于9∶1蛋白质提取率明显增加,这时稀释作用大于蛋白质的溶出。但当液固比大于13∶1,蛋白质提取率呈下降趋势,所以在下面的响应面实验设计中液固比选择 9∶1~13∶1。
2.2.2 pH对黑豆蛋白提取率的影响 pH对提油率的影响见图2。如图2可知,在液固比0.09,超声时间20min,超声功率300W条件下,随着pH的增加,蛋白提取率逐渐增加,当pH在9~11附近有较大值出现,提取率最高,这可能是因为碱性条件下,蛋白分子结构疏松,碱液对蛋白有增容效果,而后随着pH的增加,碱性的增强,蛋白质易发生变性,营养价值降低,提取率下降[5]。所以在下面的响应面实验设计中pH选择9~11。

图1 液固比对黑豆蛋白提取率的影响Fig.1 Liquid-material ratio on the effect of protein extraction
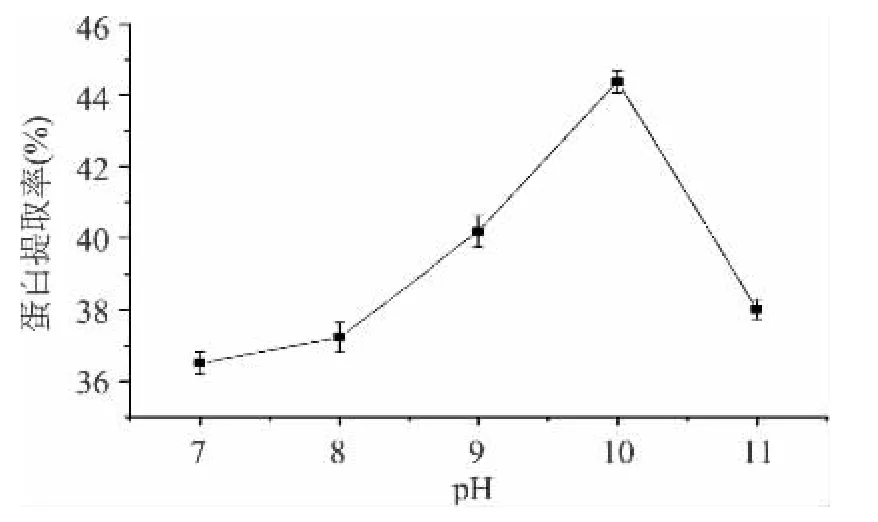
图2 pH对黑豆蛋白提取率的影响Fig.2 pH on the effect of protein extraction
2.2.3 超声功率对黑豆蛋白提取率的影响 超声功率对蛋白提取率的影响见图3。如图3所示,当功率大于200W时,提取率上升,变化程度较明显,超声有助于蛋白分子的展开,增加了与水分子的接触面积,促进了蛋白的溶解。当功率大于300W时,提取率下降,这可能是因为超声功率增加伴随热效应,使蛋白发生变性,影响溶出效果,导致提取率下降[15]。所以在下面的响应面实验设计中超声功率选择200~400W。
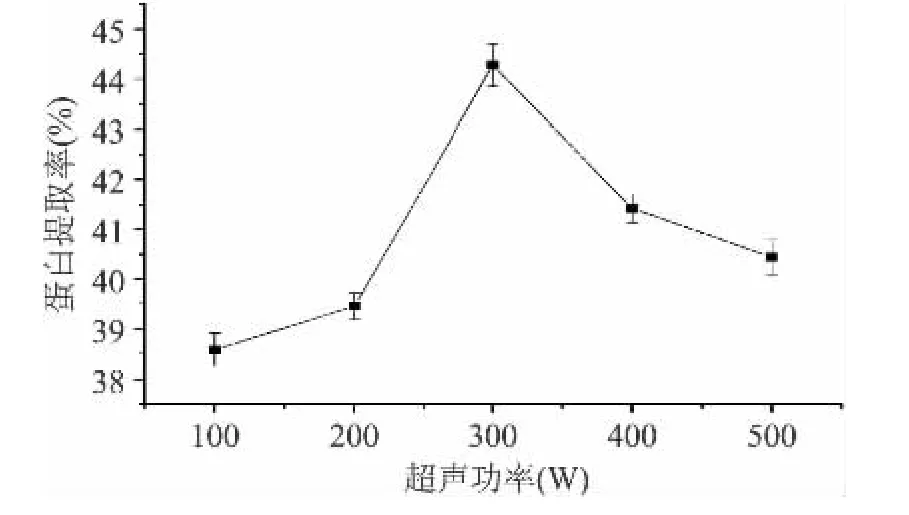
图3 超声功率对黑豆蛋白提取率的影响Fig.3 Ultrasonic power on the effect of protein extraction
2.2.4 超声时间对黑豆蛋白提取率的影响 超声时间对蛋白提取率的影响见图4。如图4所示,当时间大于15min时,提取率大幅上升,变化程度较明显,当时间大于20min时,提取率开始下降,原因是20min时水溶性蛋白已被浸提出来,浸提液浓度达到平衡,延长超声时间,超声产生的空穴效应和热效应会使蛋白部分发生变性,造成提取率的下降[16]。所以在下面的响应面实验设计中超声时间选择15~25min。

图4 超声时间对黑豆蛋白提取率的影响的影响Fig.4 Ultrasonic time on the effect of protein extraction
2.3 超声辅助提取工艺的响应面优化实验
2.3.1 响应面实验安排及实验结果 本实验应用响应面优化法进行过程优化。以 x1、x2、x3、x4为自变量,以分离蛋白提取率为响应值Y,响应面实验方案及结果见表3。实验号1~24为分析实验,25~31为7个中心实验,用以评估实验误差。

表3 响应面实验方案及实验结果Table 3 Design and result of response surface analysis

表4 回归与方差分析结果Table 4 Results of regression and variance analysis
2.3.2 超声辅助提取工艺参数对黑豆蛋白提取率的响应面结果分析 通过统计分析软件SAS9.2进行数据分析,建立二次响应面回归模型如下:
Y=96.01-0.48x1+1.87x2+0.53x3+2.40x4-3.08x1x2-1.27x1x3+3.14x1x4-1.43x2x3+0.081x2x4-3.18x3x4-3.34x12-2.58x22-1.51x32-6.57x42。回归分析与方差分析结果见表4。

应用响应面寻优分析方法对回归模型进行分析,当超声时间为 24min,pH为 9.7,超声功率为378.5W,液固比为10.6∶1,响应面有最优值为56.63%±0.42%。
2.3.3 验证实验与对比实验 在响应面分析在响应面分析法求得的最佳条件,为了方便操作进行修定:即当超声时间为 24min,pH为 9.7,超声功率为380W,液固比为10.6∶1条件下,进行3次平行实验,得到3次平行实验黑豆蛋白提取率的平均值为56.26%,黑豆蛋白提取率的预测值为56.63% ±0.42%,说明响应值的实验值与回归方程预测值吻合良好。
2.4 超声辅助提取对黑豆蛋白功能性影响
2.4.1 溶解性 分别测量由响应面优化实验的到超声辅助提取黑豆蛋白最佳参数提取得到蛋白和传统碱溶酸沉提取出黑豆蛋白的溶解性,结果如图5所示,由图可见,超声辅助提取比传统碱溶酸沉得到的黑豆蛋白的溶解性得到明显的提高,这是由于超声出来可以减小黑豆蛋白的粒径大小,增大蛋白分子与水分子的接触机会,从而提高黑豆蛋白的溶解度[17]。

图5 超声辅助提取与碱溶酸沉提取黑豆蛋白溶解性Fig.5 The Solubility of ultrasonic extraction and alkali-soluble and acid precipitation of black bean protein
2.4.2 乳化性及乳化稳定性 分别测量由响应面优化实验的到超声辅助提取黑豆蛋白最佳参数提取得到蛋白和传统碱溶酸沉提取出黑豆蛋白的乳化性和乳化稳定性,结果如图6所示,由图可见,经过超声处理提取的黑豆蛋白的乳化性及乳化稳定性都有所提高,这是由于超声处理使蛋白质结构展开,疏水基团暴露,疏水基团数量的增加会使蛋白更倾向于吸附在空气/水或油/水界面,造成乳化能力的升高[18]。

图6 超声辅助提取与碱溶酸沉提取黑豆蛋白乳化性与乳化稳定性Fig.6 Emulsifying and emulsion stability of ultrasonic extraction and alkali-soluble and acid precipitation of black bean protein
2.4.3 起泡性及起泡稳定性 分别测量由响应面优化实验的到超声辅助提取黑豆蛋白最佳参数提取得到蛋白和传统碱溶酸沉提取出黑豆蛋白的起泡性和泡沫稳定性,结果如图7所示,由图可见,经过超声处理提取的黑豆蛋白的起泡性和泡沫稳定性都有所提高,这归因于超声处理的匀质化效应,会使蛋白和脂肪颗粒更加均匀分散[19]。

图7 超声辅助提取与碱溶酸沉提取黑豆蛋白起泡性与泡沫稳定性Fig.7 Foaming and foam stability of ultrasonic extraction and alkali-soluble and acid precipitation of black bean protein
3 结论
本研究利用响应面分析方法从黑豆中提取黑豆蛋白超声处理工艺参数进行了优化,得到最优超声处辅助提取工艺参数:超声时间为24min,pH为9.7,超声功率为380W,液固比为10.6∶1。经过验证与对比实验可知在最优超声辅助提取工艺参数条件下黑豆蛋白提取率可达56.26%。同时超声辅助提取出的黑豆蛋白的功能性质结果表明,经过超声处理后的黑豆蛋白的溶解性,乳化性与乳化稳定性,起泡性和起泡稳定性都得到一定程度的提高,说明超声辅助提取黑豆蛋白具有提取率高,节省时间,节约能源等优点,同时得到的黑豆蛋白也具备良好的功能特性。
[1]丛建民.黑豆的营养成分分析研究[J].食品工业科技,2008(4):262-264.
[2]姜慧,陈树俊,王亚东,等.高花青素黑豆蛋白粉的开发优势[J].食品工程,2012(2):8-9.
[3]王丽芳 .补血抗衰话黑豆[J].山西老年,2003,49(2):9.
[4]刘中华,曾维丽.微波辅助提取低温豆粕中的大豆蛋白[J].农业机械,2011(12):58-61.
[5]张杰,王振斌,王世清,等.超声辅助碱提大豆蛋白工艺研究[J].大豆科学,2010,29(3):498-501.
[6]Mu Lixia,Zhao Mouming,Yang Bao,et al.Effect of ultrasonic treatment on the graft reaction between soy protein isolate and gum acacia and on the physicochemical properties of conjugates[J].Journal of agricultural and food chemistry,2010,58(7):4494-4499.
[7]杨晓泉,熊犍,陈中,等.低频超声对豆粕蛋白浸出率及SPI功能特性的影响[J].华南理工大学学报:自然科学版,2004,31(11):30-32.
[8]Gülseren˙Ibrahim,Güzey Demet,Bruce Barry D,et al.Structural and functional changes in ultrasonicated bovine serum albumin solutions[J].Ultrasonics Sonochemistry,2007,14(2):173-183.
[9]朱建华,杨晓泉,邹文中,等.超声处理对大豆分离蛋白功能特性的影响[J].食品工业科技,2004,25(4):81-83.
[10]Jambrak Anet Režek,Lelas Vesna,Mason Timothy J,et al.Physical properties of ultrasound treated soy proteins[J].Journal of Food Engineering,2009,93(4):386-393.
[11]Samoto Mashahiko,Maebuchi Motohiro,Miyazaki Chiaki,et al.Abundant proteins associated with lecithin in soy protein isolate[J].Food chemistry,2007,102(1):317-322.
[12]郭凤仙,熊幼翎,何志勇,等.热处理对大豆分离蛋白功能特性的影响[J].食品与机械,2009(6):9-11.
[13]李维瑶,何志勇,熊幼翎,等.温度对于大豆分离蛋白起泡性的影响研究[J].食品工业科技,2010(2):86-88.
[14]胡爱军,田方园,卢秀丽,等.超声辅助提取亚麻籽粕分离蛋白工艺研究[J].粮食与油脂,2013,26(8):32-34.
[15]张文英,党斌,孙小凤.超声波辅助提取菜籽粕中蛋白的工艺研究[J].农业机械,2011(12):69-71.
[16]黄群,麻成金,孙术国,等.超声波辅助提取蚕豆蛋白及其功能特性研究[J].食品与发酵工业,2009(8):179-182.
[17]Arzeni C,Martinez K,Zema P,et al.Comparative study of high intensity ultrasound effects on food proteins functionality[J].Journal of Food Engineering,2012,108(3):463-472.
[18]Camino Nerina A,Pérez Oscar E,Sanchez Cecilio Carrera,et al.Hydroxypropylmethylcellulose surface activity at equilibrium and adsorption dynamics at the air-water and oil-water interfaces[J].Food hydrocolloids,2009,23(8):2359-2368.
[19]Jambrak Anet Režek,Mason Timothy J,Lelas Vesna,et al.Effect of ultrasound treatment on solubility and foaming properties of whey protein suspensions[J].Journal of Food Engineering,2008,86(2):281-287.
猜你喜欢
建材发展导向(2022年20期)2022-11-03
中国药学药品知识仓库(2022年9期)2022-05-23
昆明医科大学学报(2022年3期)2022-04-19
有色金属(矿山部分)(2021年4期)2021-08-30
北京航空航天大学学报(2021年7期)2021-08-13
孩子·小学版(2021年5期)2021-06-04
小学生优秀作文(低年级)(2020年11期)2020-12-14
新农业(2018年3期)2018-07-08
娃娃画报(2017年8期)2017-08-10
筑路机械与施工机械化(2017年6期)2017-07-10
