
LY1平锥头螺纹空心铆钉黑印痕工艺改进
2014-12-14 12:20:06杨玖锡王凤
金属加工(热加工) 2014年15期
杨玖锡,王凤
材料2A01(LY1)平锥头螺纹空心铆钉(见图1),主要用于航空航天领域,该产品在航空航天领域需求量较大。其产品在外观上要求表面应光洁无毛刺,不允许有裂纹、疤痕、划伤、压伤及其他机械损伤。因此,针对公司所生产加工的平锥头螺纹空心铆钉,原材料2A01表面上的纵向黑印无法满足产品外观质量要求。
1.原因分析
该产品主要经冷镦成形→热处理→机械加工→表面处理工艺制成。由于产品外形主要是冷镦成形,因此在产品整改表面在冷镦成形时受冷挤压力产生体积表面变形,这就对原材料外观质量要求较高,不允许有裂纹、疤痕、划伤、压伤及其他机械损伤的固有表面缺陷。但实际产品加工前的原材料由于多方面的原因,如材料在运输中产生压痕,库房管理方面不到位产生表面黑印痕等缺陷,使得原材料存在着加工前固有缺陷无法避免。这样固有原材料缺陷经过冷镦成形→热处理→机械加工后是难以保证产品外观质量的要求——不允许的疤痕。因此,要想在实际原材料缺陷的前提下保证产品最终的外观要求,就得对现有的工艺进行改进来满足和保证。
2.工艺改进结果
针对上述原因分析可得,要使产品获得外观无疤痕的质量要求,必须保证原材料在冷镦成形前不得有黑印痕缺陷,鉴于实际原材料外观黑印痕固有缺陷,就得想方法在冷镦前去除黑印痕,使得表面缺陷不受冷镦成形挤压带上原材料的固有缺陷(见图2)。因此,采取在冷镦成形前对原材料盘圆2A01铝丝材进行碱洗,可以将原来2A01铝丝材表面的黑印痕去除(见图3)。由于在碱洗过程中,原材料外圆直径仅小了0.02~0.05mm,不影响冷镦前丝材外径尺寸要求。将该材料进行冷镦成形→热处理→机械加工→表面处理后,原来产品加工后的疤痕不存在了(见图4)。
3.结语
通过工艺试验及其批量验证后,材料2A01平锥头螺纹空心铆钉通过在冷镦成形前进行表面碱洗工艺改进后,完全保证和满足产品的外观质量要求。因此改进后的工艺方法为:下料→碱洗→冷镦成形→热处理→机械加工→表面处理。

图1 平锥头螺纹空心铆钉结构示意
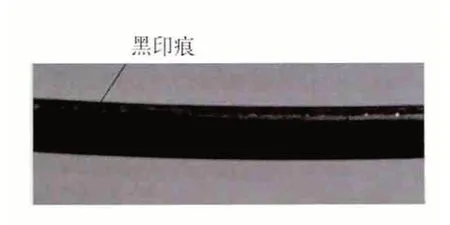
图2 碱洗前的2A01丝材
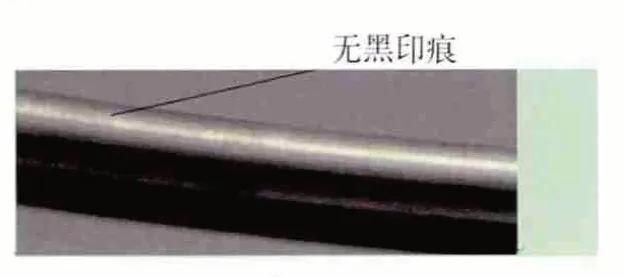
图3 碱洗后的LY1丝材

图4 平锥头螺纹空心铆钉
猜你喜欢
精密成形工程(2023年10期)2023-10-18 02:43:40
大众文艺(2022年13期)2022-07-27 11:14:30
小资CHIC!ELEGANCE(2022年3期)2022-01-11 23:23:31
装备制造技术(2020年2期)2020-12-14 03:09:30
丝路艺术(2018年5期)2018-10-09 00:47:42
智富时代(2018年12期)2018-01-12 11:51:50
作文周刊·小学一年级版(2016年46期)2017-06-06 22:17:31
中小企业管理与科技·上旬刊(2016年9期)2016-05-14 22:58:25
工业设计(2016年8期)2016-04-16 02:43:37
四川党的建设(2014年10期)2015-01-26 00:01:16
