
TRIBONM3锚台生产设计放样
2014-12-04 09:29陆礼香
船舶设计通讯 2014年2期
徐 靖 陆礼香 黄 凯
(上海船舶研究设计院,上海201203)
0 前言
锚台位于船首区域空间位置,即锚台的构件都不在主平面内。鉴于此特点,使得在实际位置定位时较困难,且精度不好控制。现通过把锚台旋转移动到坐标系的原点位置,来解决此难题(见图1)。
锚台放样难点在于锚台空间精准定位困难、获取船体相贯线困难、锚台侧板展开按现有曲面建模方法板缝定义困难、提供给船厂实际加工信息量大且因各船厂施工工艺不一致很难标准化。下面通过TRIBON M3平台来解决和实现锚台生产设计的精确放样。

图1 过锚爪中心线的剖面
1 锚台结构介绍
在锚台放样开始前,先通过图纸简单介绍一下锚台的结构。锚爪中心线是锚台结构的中心对称面(不考虑与船体外板交线形状),了解了锚台各结构后,为后续的放样工作做好铺垫(见图2)。
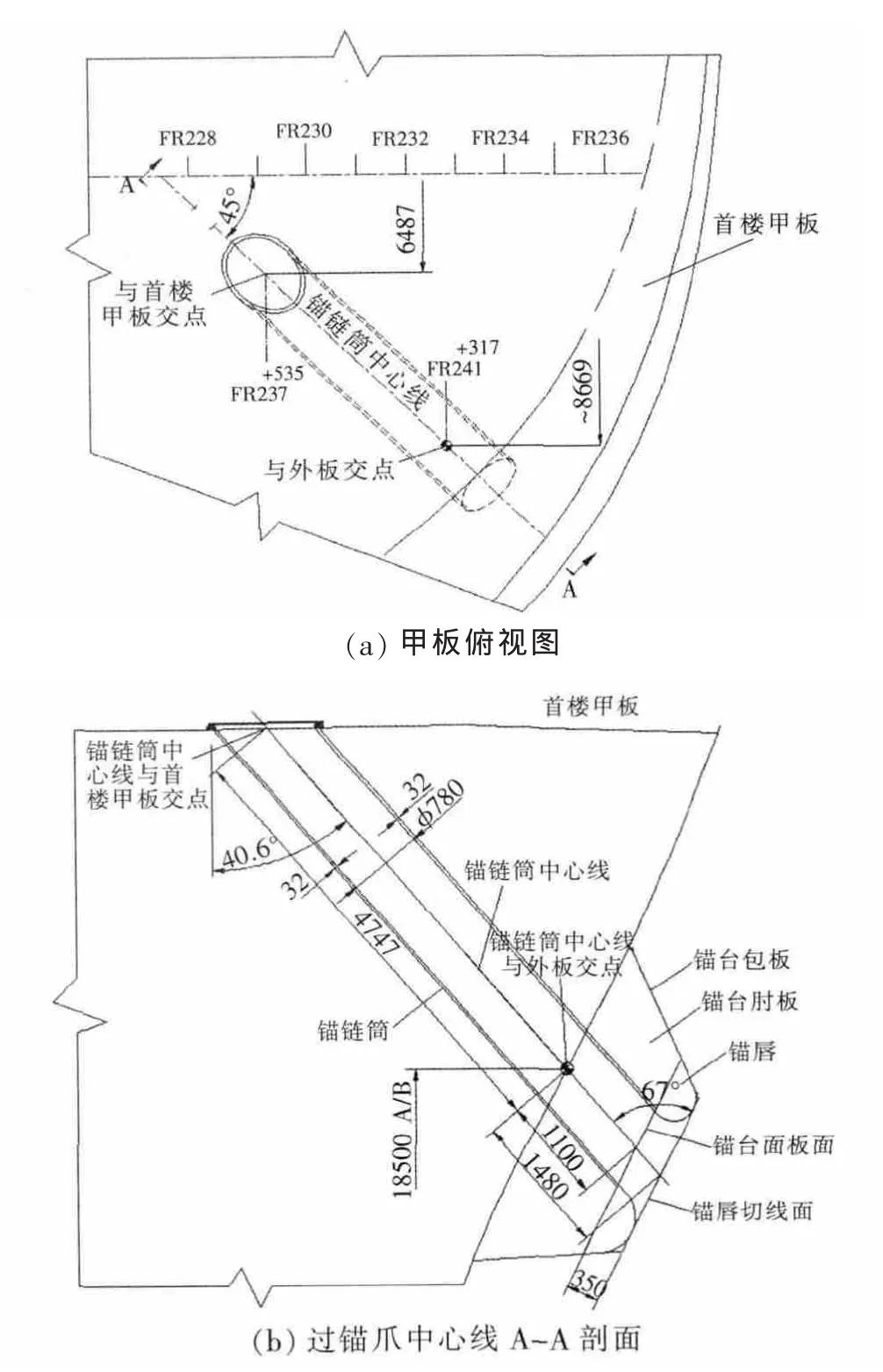
图2 锚台结构
2 锚台结构临时位置定位及建模说明
2.1 锚台面板
由于锚台外形对称于锚爪中心线剖面,所以锚台面板的定位根据图1中的O1及U1点的坐标可以方便得出该平面3点定位坐标。模型外形可在详设图纸直接获取。
2.2 锚唇顶部切线面
3点定位坐标的选取与锚台面板相同。模型外形略大于锚唇线型即可。
2.3 锚唇线型面
图3中的O1,V1,U1的3点为定义平面的3点。其中U1点随着线型位置变化而变化,可以通过图中U1的坐标,及C1的角度大小计算出U1的三维坐标。模型外形可在详设图纸直接获取。
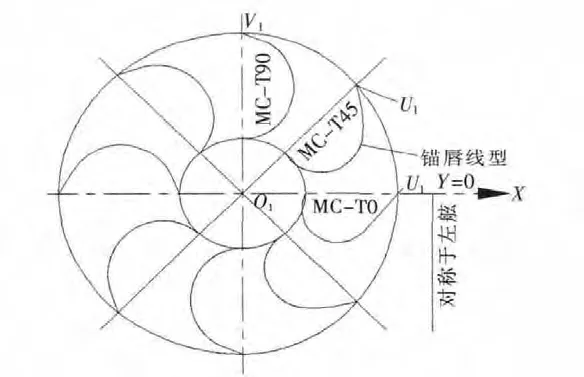
图3 锚唇线型布置图
2.4 锚台肘板
锚台肘板平面均通过锚链筒中心线,且均垂直于基面。这使得定位非常方便。模型外形通过锚台面板面及锚台下口样板线获得(见图4),锚台肘板一般 15°~22.5°等分锚台。

图4 锚台肘板
2.5 锚台下口样板
定位与锚台面板的方法类似,大致位于外板交线内侧。外形的获得,可先延伸锚唇线型得出与样板的交线,然后光顺连接就可以得出样板外形(见图5和图6)。
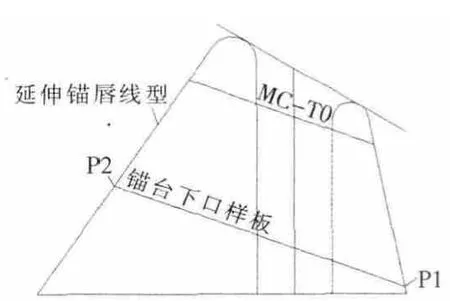
图5 锚唇线型剖面图
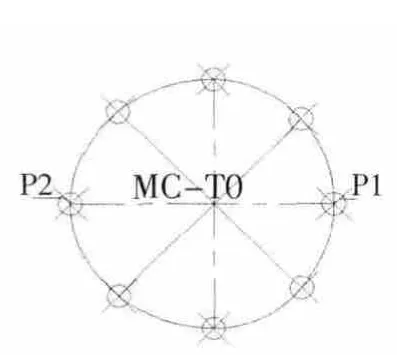
图6 锚台下口样板图
3 确定锚台的实际位置及建模内容
3.1 确定锚台中心线剖面
通过TRIBON M3平面建模模块,剖出过锚爪中心线的剖面(见图7)。
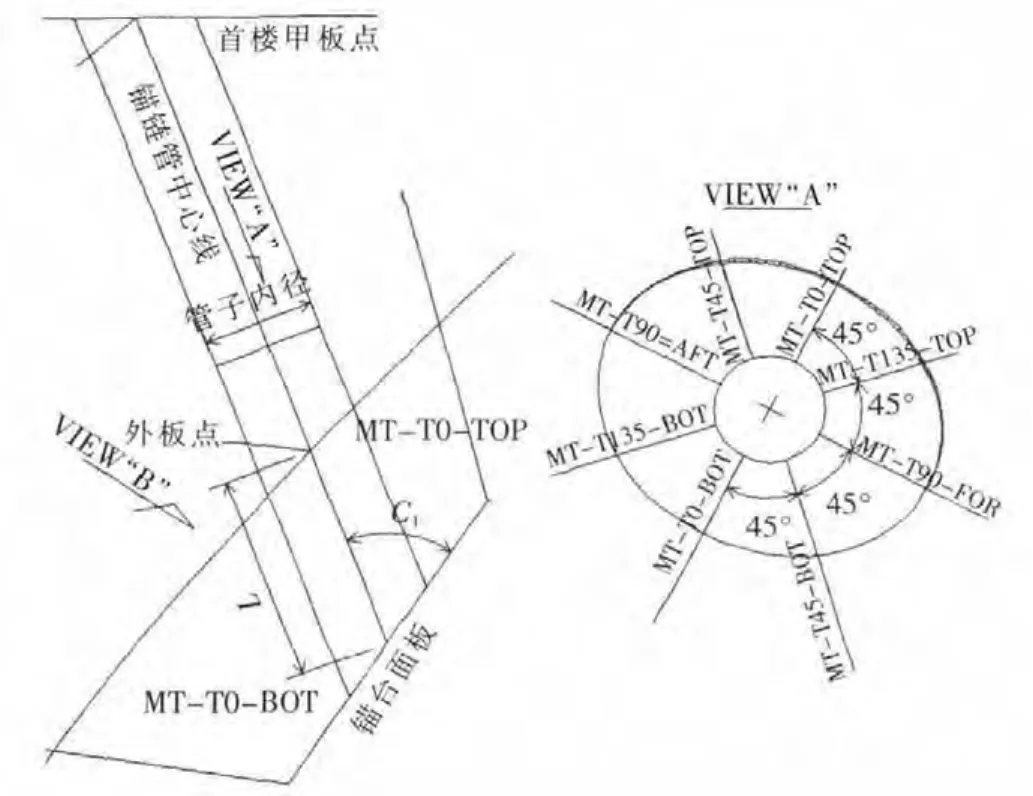
图7 过锚爪中心线实际剖面图
3.2 确定锚链筒中心线
根据锚系布置图,确定锚链筒中心线,即首楼甲板和外板与中心线交点的三维坐标。
3.3 找出肘板剖面
肘板剖面是过锚链筒中心线的,所以求出肘板平面的第三点,使该平面满足要求,并跟中心剖面成所需夹角。
3.4 建立肘板三维模型
将各肘板实际剖面的剖出,贴合各相应临时位置的线型,并将肘板建立模型。这可为后面的锚台实船定位、锚链管展开、锚台反面结构加强提供模型基础。
3.5 确认临时位置模型完整性
将肘板剖面得出与外板的交线,返还到临时位置,这样临时位置锚台模型就完整了。这为后面的包板展开、肘板外形等锚台构件尺寸、定位、加工样板提供了模型基础。
4 提供拉锚试验数据
4.1 拉锚试验目的
船厂根据生产设计锚台放样提供的零件尺寸按一定的比例缩小后做成锚台模型进行拉锚试验。拉锚试验的目的有3个:(1)检查锚台模型在收锚和放锚时是否会出现卡锚现象;(2)检查收锚和放锚时是否碰到锚台处外板;(3)检查锚爪收紧后是否与锚台完全贴合。
4.2 提供锚台区域样箱
船厂做拉锚试验时,要提供首部锚台区域样箱。如船厂无特殊加工要求,一般提供肋位线和水线,提供三向视图;随后画出各视图锚链筒中心线的位置。
4.3 确立锚台与外板交线
将平面建模所得锚台肘板投影到三向视图中,并光顺连接与外板的交点,作为锚台与外板的交线。
4.4 整理锚台模型
整理锚台面板,各锚台肘板,锚台侧板、锚链管展开(本次零件仅用于做木模,可不考虑板厚)。
5 构件的生成及相贯线的展开
5.1 确定锚链筒与首楼甲板交线
通过详细设计提供的锚链筒图算出锚链筒与首楼甲板之间的夹角,进而画出交线,并同时提供建造过程中甲板开孔样板。
5.2 在外板展开图上拟合各交点
利用锚链筒与外板的交线,可在外板展开图上拟合各锚台肘板与锚链管及外板板的交点,并同时提供建造过程中的外板开孔样板。
5.3 锚台与外板交线的展开
锚台与外板交线的展开方法跟4.2类似(此处不再赘述),再将得到的展开图提供给船厂作为参考。
5.4 锚台平面数控切割件的整理
锚台平面数控切割件的整理,直接用临时位置模型获得并标明数控切割件的加工详细信息,如板厚、材质、零件号等,整合在一张CAD图纸内,提供给船厂进行数控切割。
5.5 锚台包板展开
锚台包板的展开,在临时位置用三角形法展开,并检验其精确度。为保证精度,肘板一般加密到15°一等分,如个别船厂精度要求更高,肘板可再加密。
5.6 锚链筒展开
锚链筒的展开,可在肘板实际剖面中直接量取各母线长度,随后将各母线长度量至管子展开图上,用曲线光顺连接得到锚链筒展开图。
6 船厂拉锚试验意见反馈及再优化
船厂拉锚试验后的意见反馈是整个锚台设计和放样成功与否的关键所在。通过拉锚试验检验锚台模型收锚、放锚效果。如果拉锚试验达到理想效果,则可进行锚台结构的放样下料,船厂就可按实际尺寸1∶1加工制作锚台零件,并施工建造锚台。
如果试验效果不佳,生产设计方须及时联系详细设计方和船厂,三方针对出现的问题原因共同讨论和协商修改方案,并重新设绘图纸,并用TRIBON M3重新进行锚台二次放样。如此往复,直至顺利完成拉锚试验为止。
7 结语
在船舶制造技术飞速发展的今天,船厂对生产设计的精度要求也是越来越高。在船厂的高标准、严要求下,我们的设计人员应该迎难而上,运用团队的智慧,努力研究出能满足船厂要求的解决方案。高精度造船是一个世界性难题,但同样也是一流的船舶设计团队所追求的目标。精度是整个船舶制造过程中极为重要的考核指标,不仅反映了造船的质量,而且还决定了整个造船的周期与效率。诚然,在一些复杂的船舶结构生产设计放样中,我们的团队还很年轻,还有很大的提高空间,但我们坚信随着设计人员水平的不断提高、经验的不断积累,相信生产设计工作将日益完善,在生产设计放样的精度控制上将更上一层楼。
[1]同济大学数学系.高等数学[M].北京:高等教育出版社,2007.
[2]黄广茂.造船生产设计[M].哈尔滨:哈尔滨工程大学出版社,2008.
[3]施克非.船体装配工[M].北京:国防工业出版社,2008.
猜你喜欢
船海工程(2021年6期)2021-12-17
河北理科教学研究(2021年4期)2021-04-19
船舶标准化工程师(2020年1期)2020-06-12
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
安徽科技学院学报(2019年1期)2019-04-26
中国修船(2018年5期)2018-10-17
现代制造技术与装备(2015年4期)2015-12-23
图学学报(2015年5期)2015-12-05
