
FANUC 双位置检测功能在数控加工中心上的应用
2014-12-02 01:34:48上海通用东岳动力总成有限公司264006
金属加工(冷加工) 2014年15期
上海通用东岳动力总成有限公司 (264006) 郭 兴
随着我国高精数控加工中心的应用领域不断扩大,大规模、高精加工的数控技术给机械制造业带来了革命性的提升,但同时也带来了越来越多的技术难题。例如,光栅尺丢脉冲导致加工尺寸偏移,FANUC 伺服放大器模块失效导致加工尺寸偏移等。本文通过介绍数控加工中心光栅尺测量链路丢脉冲导致批量工废问题的解决方法,给大家呈现一种类似问题的有效的解决途径。
1.背景介绍
统计动力总成车间2010年至今历次工废问题,其中光栅尺测量链路丢脉冲这一问题,占了67%。按照工废数量划分,这一比例占到了75%。因这一问题的爆发,隐蔽性较强,排查难度大,且一旦发生,影响面广,在目前汽车业大批量生产的背景下,这一问题,所带来的质量风险极大。亟待维修推出一种更加主动的控制方法。
2.技术分析以及双位置检测功能的引入
(1)技术分析:从技术角度来讲,机床加工尺寸超差的原因很多,如图1 所示。而实际应用中,正如上面提到的一样,测量系统造成的尺寸超差占了一大部分。

图1
下面通过图2 说明丢脉冲为什么会造成机床加工尺寸偏移。
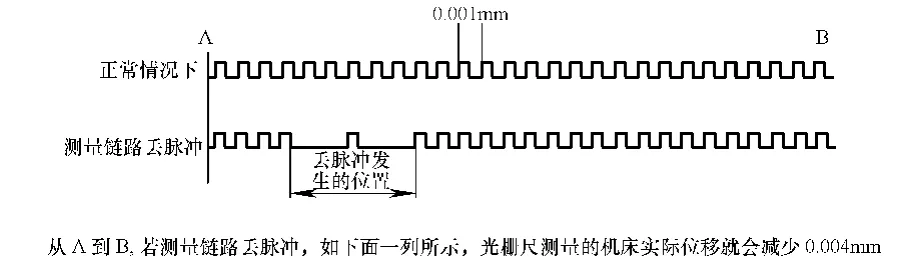
图2
(2)双位置检测功能的引入:双位置检测的原理是在传统的全闭环控制系统里,光栅尺作为位置环控制,编码器作为速度环控制。当位置环链路某个环节失效时,例如:电缆磨损、光栅尺脏和动尺螺栓松动等,系统没有及时的识别,就会导致加工尺寸偏移。
双位置检测指的是:在位置控制过程中,系统同时接收编码器和光栅尺的位置反馈,分别放入两个脉冲寄存器中,当两个脉冲寄存器的值偏差超过一定范围,即报警。这样,当同样的丢脉冲问题发生时,编码器和光栅尺的位置反馈脉冲数将发生偏差,超过一定范围,系统会报警。最大限度的避免类似超差问题的发生。
还是以上面的例子说明双位置检测的原理。如图3 所示。

图3
详细的控制框图,如图4 所示。

图4
图4 解读如下:闭环(光栅尺测量链路)误差寄存器与半闭环(编码器测量链路)误差寄存器实时进行比较,差值放在诊断号No.552 中,当诊断号No.552 中的值超过参数P2118 设定值,即报警421。
3.双位置检测功能引入后的功效
(1)双位置检测功能的添加:以Y 轴为例说明,设置参数:

解释:

举例说明:例如αi 脉冲编码器,电动机一转机床移动的距离是:10 mm/r,编码器分辨率是:1 μm/脉冲,则:

备注:若该参数设定为0,相当于系统一直工作在全闭环模式下;若该参数设定为:32767,相当于系统一直工作在半闭环模式下。
这个参数是用来消除丝杠反向间隙对双位置检测功能的影响而设立的。初始设定为0,若双位置检测功能无法正常工作,再逐步提高该参数的设定值。


备注:①P2078 和P2079 的设定是最关键的,也是最复杂的。设定不合适,会导致机床误报警、抖动等异常现象。因此,设定此参数之前,务必认真阅读手册,并严格按照手册要求,慎重处理机床产生的一切不良反映。②考虑到机床控制精度的要求,参数2080 的设定为0,保持全过程的闭环控制。
(2)试验情况介绍:拆下光栅尺动尺与机床的固定螺栓,低倍率手动JOG 移动机床,同时观察DNG 552 里的值不断增大,当增大到201 时,机床报警421,说明功能生效。
功能验证:在试验台上试验成功后,陆续将该功能在现场设备上实现,在实际操作过程中,需特别注意如下环节:①P2118 中设定的值先从小设起,空运转,若报警,逐渐提高设定值,直到不报警为止,然后,放大200%作为最终设定值,输入P2118中;FANUC 推荐的计算方法如下

即把计算结果400 放大两倍,计入P2118 中,作为设定值。②参数设定完成后,必须进行质量验证,保证CMM 测量结果都OK 后,才可生产。③该功能会影响到机床加工节拍,因此,改造完成后,必须比较节拍在改造前后的变化,是否在可控范围内。根据之前的经验,将参数P2080=0,可以有效解决该问题,但是为了确保万一,改造前后,还是要验证节拍是否有影响。④机床出现421 报警后,必须彻查导致报警的原因,不可断电消报警后,继续生产,且,断电上电后,误差寄存器里的值会消失,即断电上电会导致该功能之前捕捉的偏差量消失。因此,对待断电上电消报警的行为,必须认真评估考量。即便原因无法短时间内找到,也要进行报警前后工件的质量验证,确保产品质量没有问题,且后期采取措施,密切跟踪设备质量表现。
4.结语
针对光栅尺丢脉冲问题,最新的串行光栅尺本身都具备一定的防错功能。例如奇偶校验等,但是,却无法实现全失效模式的防错。为了达到这个目的,之前我们也尝试过很多其他方法,如RENISHAW 探针防错、光栅尺测量工具定期检查光栅尺等,但鉴于光栅尺丢脉冲故障无规律、隐蔽性强等,最终都没有很好的解决光栅尺失效问题导致的批量工废问题。
FANUC 双位置检测功能,其开发的初衷是:解决机床机械刚性引发的机床抖动问题。即:当快速移动时,机床位置控制采用半闭环控制,当需要精确定位时,采用全闭环控制。通过评估和引入双位置检测功能,可以全方位、全程监控机床各环节的机械和电气性能,捕捉可能造成批量质量风险的因素,提前预警,避免质量风险的发生。通过近一年多的运行情况看,这一功能抓出了多起丝杠、光栅尺失效的机床问题,类似原因导致尺寸超差问题,也再无出现,为企业做出高质量的产品,发挥了巨大的作用。
猜你喜欢
工程与试验(2022年2期)2022-08-08 12:37:30
湖北农机化(2021年7期)2021-12-07 17:18:46
商品与质量(2020年53期)2020-11-27 03:07:42
成都信息工程大学学报(2018年3期)2018-08-29 01:08:40
精密制造与自动化(2018年1期)2018-04-12 07:42:52
电子设计工程(2017年20期)2017-02-10 03:39:29
电子器件(2015年5期)2015-12-29 08:42:24
自动化仪表(2015年5期)2015-06-15 19:01:34
汽车维修与保养(2015年6期)2015-04-17 03:31:40
质量技术监督研究(2015年1期)2015-04-09 06:42:12
