中捷GMC810U五轴加工中心过切的解决办法
2014-12-02 01:37:40中航工业昌河飞机工业集团公司江西景德镇333002
金属加工(冷加工) 2014年23期
■中航工业昌河飞机工业集团公司(江西景德镇 333002)胡 辉
1.故障现象
沈阳中捷机床厂GMC810U五轴加工中心配置的是840D数控系统,CYTECG30五轴头。在加工一工件拐角时,出现过切问题,过切深度达到0.5 mm(见图1)。

图1
2.问题分析及调整
在排除工件程序、刀具、装夹、操作等因素后,将排查的重点转向机床。怀疑机床驱动没有优化到最佳状态。
(1)使用SERVOTRACE功能,测试FFWON,SOFT状态下线性轴以及旋转轴的动态响应,发现X、Y、Z、A及C测量结果均延迟滞后,测试结果偏差较大。以下简单介绍旋转轴的测试调整过程。


用同样的方法测试A轴,测试结果如图2所示。
通过优化调整参数M D32810(进给前馈速度环控制的等效时间),将参数值从0.004 s调整至0.0005 s,延滞误差明显缩小,且没有过冲(见图3)。
(2)通过圆弧测试,检查机床五轴联动匹配性。需要对X和Y轴、X和Z轴、X和C轴以及A和C轴进行圆弧测试。以下简单介绍下X和C轴的圆弧测试调整过程。

执行圆弧测试功能,测试结果如图4所示,由测试结果可以看出,C轴在反向的时候过冲较大。

图2
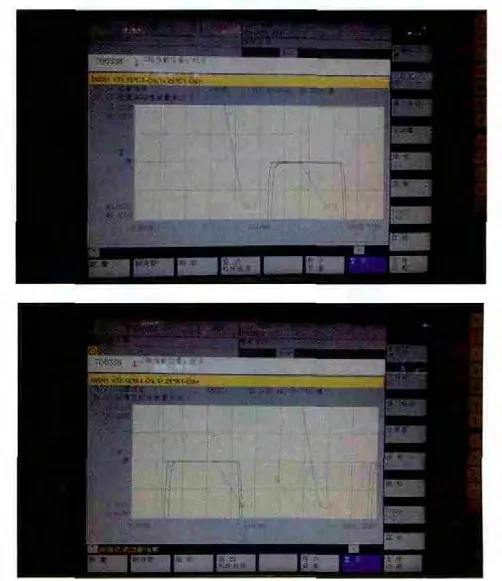
图3
将参数MD32500由0改成1,激活C轴的摩擦力补偿功能,然后将参数MD32520由0改成0.1。重新进行圆弧测试,测试结果如图5所示。使用同样的方法,将其他轴的匹配调整到最佳状态。
(3)在做完机床的驱动优化后,重新加工该工件,拐角处过切解决,且表面平滑(见图6)。

图4

图5

图6
3.结语
为了保证数控机床出厂时达到最佳状态,在数控机床机械结构调整好之后,需要对系统及电动机参数做一定的调整和优化,使电气参数与机械结果相匹配,这样才能使数控机床的性能达到最佳,加工出合格的零件。
[1]王钢.数控机床调试、使用与维护[M].北京:化学工业出版社,2006:98-108
专家点评
由机床本身造成的过切或欠切一般是不容易想到的,比较难处理。
本文提出了由机床本身造成的过切所采用的解决方法——参数优化法,介绍了通过SERVOTRACE功能,测试FFWON,SOFT状态下线性轴以及旋转轴的动态响应,来验证坐标轴是否滞后,并通过参数优化来调整。还提出了通过圆弧测试,检查机床五轴联动的匹配性,由此确定是否应用坐标轴的摩擦力补偿功能。对机床操作与调整者来说是具有现实指导意义的。
猜你喜欢
经纬天地(2022年3期)2022-07-20 01:17:02
建材发展导向(2022年4期)2022-03-16 06:11:48
科学技术创新(2020年6期)2020-04-18 06:17:46
制造技术与机床(2019年12期)2020-01-06 03:18:26
制造技术与机床(2019年12期)2020-01-06 03:17:26
制造技术与机床(2018年12期)2018-12-23 02:41:20
电子制作(2018年10期)2018-08-04 03:24:46
制造技术与机床(2017年2期)2017-05-04 04:17:37
电子制作(2017年20期)2017-04-26 06:57:41
光学精密工程(2016年4期)2016-11-07 09:04:52