数控机床机械坐标零点知识详解
2014-12-02 01:37:44北京一川创业数控设备有限责任公司102600张宏杰
金属加工(冷加工) 2014年23期
■北京一川创业数控设备有限责任公司(102600)张宏杰
机械坐标零点(俗称机床原点、机床零点)是在数控机床各进给轴上设定的相对位置不变的物理位置,是建立机床运动坐标的起始点,是数控加工程序中所有坐标值的基点。常用数控机床机械坐标零点的建立主要有以下两种方式。
1.增量方式(有挡块)
现有机床多数采用有挡块方式(见图1),在机床各进给轴上安装有机械坐标零点减速开关(俗称回零开关),位置必须位于正负极限位置开关中间,执行机床机械坐标回零点动作时,需要保证回零开关的挡块位于负限位开关和回零开关中间(机床为正向回零时)。回零开关位置并不是机械坐标零点的位置,只是执行回零过程时移动轴开始减速的位置,减速后数控系统开始寻找伺服电动机编码器上的零位信号,此信号编码器每旋转一圈会发出一次,若采用步进电动机驱动时,会在电动机轴位置安装接近开关作为零位信号,若采用光栅尺作为位置反馈元件时,一般每隔10 mm会发出一个零位信号,数控系统收到这个零位信号后,即将轴坐标值清零,建立机床机械坐标零点。
这种方式经常出现两种故障:①机械坐标零点减速开关信号是常开还是常闭,各数控系统厂家要求不一。如果此开关信号接反后,会出现执行回零后进给轴直接减速,并完成回零动作。②有时机床执行回零动作后,发现机械坐标位置误差为6~10 mm(一个螺距)。此时表明机械坐标零点减速开关的信号触发,与编码器每圈一个零位的信号触发几乎同时出现,由于机械坐标回零减速前的速度过快或过慢,会造成机械坐标零点减速开关信号触发的相对位置不一致,此时需要调整回零挡块的位置,向左或向右移动半个螺距位置即可。
2.绝对方式(无挡块)
绝对方式回零是我们最近几年经常听到的一种方式,它具有最明显的特点就是不需要安装机械坐标回零减速开关,每次机床开机不需要执行回零动作。既减少了机床故障率,又提高了加工效率,很受用户欢迎。但是这种方式还是有完全不同的两种形式存在:
(1)电池记忆型(发那科、三菱数控等系统采用此种方式),此种类型和增量方式有相似之处,编码器为增量式,通过在伺服驱动器上加装电池来记忆编码器的位置,机械坐标零点是通过数控系统的有关参数设定来完成的。由于机床断电后有电池供电,所以机床开机后不用执行回零动作,需要注意当电池电量耗尽更换后,或机床维修时将伺服电动机编码器电缆拆除过,需要重新设定零点位置(见图2)。
(2)绝对值编码器(西门子等数控采用此种方式),绝对式编码器的位置是有码盘的机械位置决定的,每一个位置都是唯一的,无需记忆,无需找参考点,有效长度可以达到几百米,完全可以满足机床的需要。
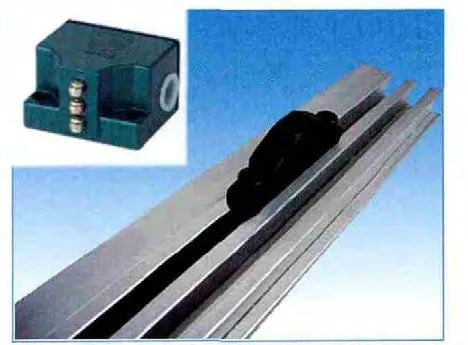
图1 有挡块式

图2 电池记忆式
[1]杜国臣,王士军.机床数控技术[M].北京:中国林业出版社;北京大学出版社,2006:216-220.
[2]叶晖,梁福玖.图解NC数控系统:三菱M64系统维修技巧[M].北京:机械工业出版社,2005:167-169.
猜你喜欢
现代机械(2021年3期)2021-07-12 00:47:42
数理化解题研究(2020年13期)2020-05-07 03:29:02
数学物理学报(2019年5期)2019-11-29 07:46:30
客车技术与研究(2019年5期)2019-10-24 02:22:44
制造技术与机床(2017年5期)2018-01-19 02:49:16
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年7期)2018-01-19 02:30:01
制造技术与机床(2017年9期)2017-11-27 02:14:31
高中生·天天向上(2016年9期)2016-11-22 09:10:34
电子设计工程(2015年3期)2015-02-27 12:03:53