
钛合金件内台阶面上圆弧槽的加工
2014-12-02 01:37中船重工集团第七七研究所九江分部江西332005张木良
金属加工(冷加工) 2014年23期
■中船重工集团第七 七研究所九江分部(江西 332005)张木良
我公司生产某型号侧阀体零件,该产品采用钛合金材料TC4,其内孔台阶上有个半圆弧槽(见图1),因凹圆弧面中心与零件中心不同轴,加工时分上下两个1/4圆来车,此时应考虑切入角和切出角,避免刀杆与工件发生干涉,经画图得出切入角与横向轴夹角为23°41′,用传统的内孔球面刀不仅无法完成加工,且会有干涉现象发生。针对这种情况我们设计了一种刀杆,其刚性好且在加工时与上下1/4的半圆无干涉现象,适合各种与零件不同轴类型的半圆弧凹槽加工。
1.产品特点分析
该产品使用钛合金材料,钛合金比重比较小,强度和热度高,具有抗海水和酸碱腐蚀等一系列优良的物理力学性能,被广泛地应用于航空、航天、船舶、石油及化工等工业行业。但是由于钛合金散热系数小,切削加工时容易产生高温,刀尖应力大,加工硬化严重,造成在切削加工过程中容易发生磨损、崩刃,产品质量难以保证。
2.工艺分析
该零件(见图1)的内行腔内部有220mm孔深25mm,mm孔深72.2 mm,150 mm通孔在孔内台阶面上有个半圆弧凹槽,其mm 深度为mm,经计算其与横向夹角为23°41′,加工难点是加工过程中不好切入和退出,刀具从中心往上进刀过程中会有干涉现象发生,而且在退刀到最上端时可能与内孔发生挤压碰撞。计算出最大直径为200.37 mm与内孔mm单边间隙只有1.315 mm。针对该零件特点,结合零件技术要求和各主要尺寸要素,防止挤压碰撞和干涉发生,合理计算各尺寸要素,设计出一把刀具,刀宽为4 mm、半径为2 mm的圆弧刀尖,刀尖有效长度为7 mm(见图2)。刀片和刀杆采用锁紧螺杆固定,成功实现内台阶面上圆弧槽的加工,在加工过程中进入和退出不会有干涉现象的产生,且在加工上下两个1/4的半圆时也不会有剐蹭发生。刀杆采用横向装夹(见图3)。

图1

图2
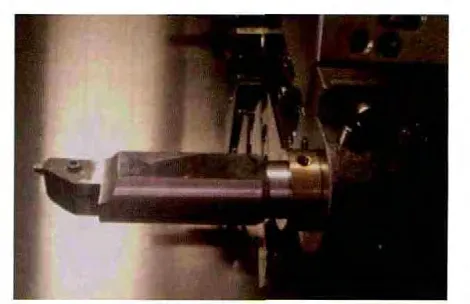
图3
3.程序的编制
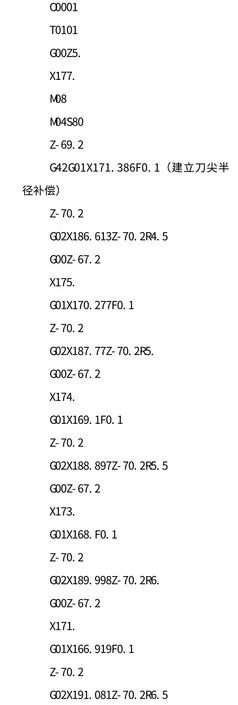
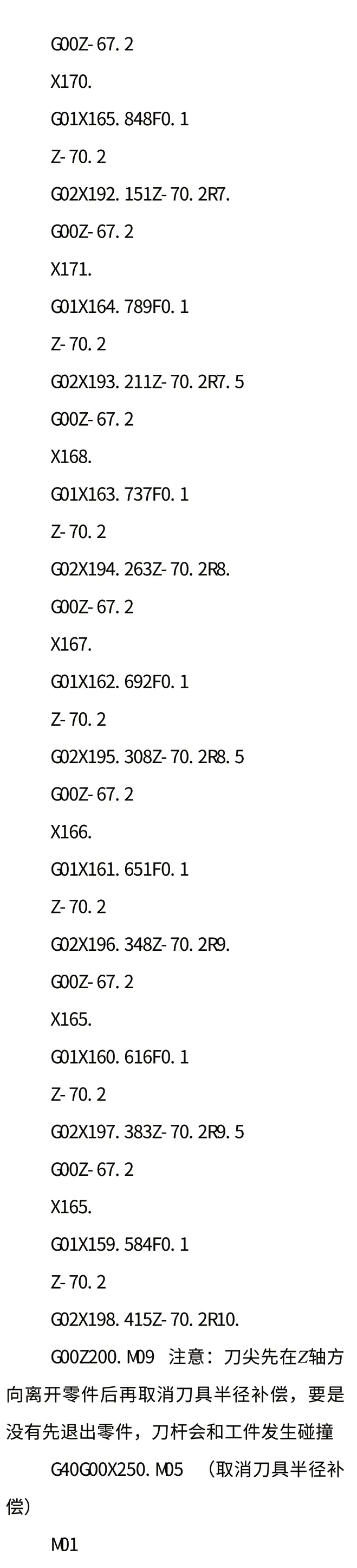
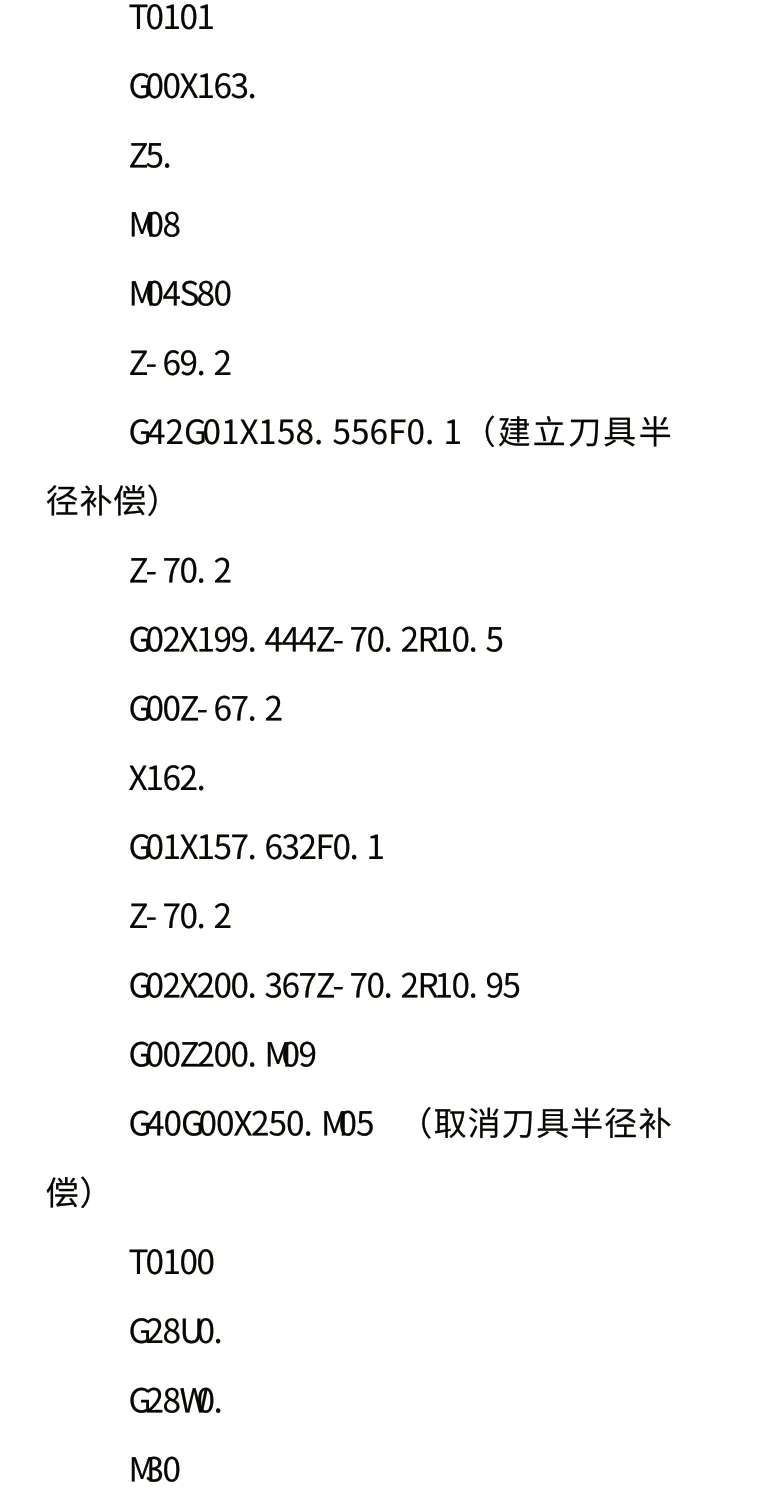
采用同圆心半径逐渐递增方式加工,刀尖半径为2 mm。系统FANUC series oi Mate-TC程序具体如下:
(注意:在加工过程中建立好刀尖半径补偿就不要取消,等加工完完整的一段后,刀尖先在轴向(Z轴)方向上退离工件,后再取消刀尖半径补偿。)

4.结语
通过使用此端面台阶切刀,刀具横向零度切入和切出,可以有效避免干涉现象,合理选用刀具几何参数,提高刀具使用寿命,同时还可加工内台阶面上不同直径的圆弧槽。选用此刀具代替进口刀具,大幅降低企业生产成本,可供同行借鉴和参考并应用到生产实际中。
猜你喜欢
CHINA TODAY(2022年4期)2022-11-22
一重技术(2021年5期)2022-01-18
小哥白尼(野生动物)(2021年5期)2021-08-30
装备制造技术(2021年1期)2021-05-21
山东冶金(2018年6期)2019-01-28
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年6期)2018-01-19
凿岩机械气动工具(2017年3期)2017-11-22
解放军健康(2017年5期)2017-08-01
精密制造与自动化(2015年4期)2015-11-28
