
汽车发动机正时链条盖快速样件加工工艺
2014-12-02 01:37广东鸿图南通压铸有限公司江苏226300林爱绵纪亚洋顾仁军
金属加工(冷加工) 2014年23期
■广东鸿图南通压铸有限公司(江苏 226300)林爱绵 纪亚洋 顾仁军
1.项目介绍及分析
图1、图2为我公司承接的某汽车公司的一款乘用车发动机使用的发动机正时链条盖,此链条盖用于2.0和2.0T两款高性能发动机上,在开发初期发现并改进新产品设计缺陷,避免新产品投产后造成的设变成本损失,快速样件正好是用于发动机在前期开发前期性能测试、缺陷的发现以及验证产品的特性。由于模具和夹具的开发周期较长,为了缩短汽车在研发过程中的周期,往往用铝块进行快速加工,使得前期的开发时间以及开发成本大大降低。这也是为什么很多产品样件都是使用快速加工的原因之一。
在做此类产品的时候我们往往要考虑的有两个方面,一是产品的精度,另外一个就是产品在加工过程中如何防止产品的变形。最初我们使用的材料是T6的,只是做过人工时效,但是粗加工完成后发现产品变形量达到了0.8 mm以上。后来更改加工工艺:将产品两序粗加工完成后进行精加工,最后发现产品的变形量达到了2.0 mm,产品变形量已经远远超出了合理的范围,无法继续进行加工。我们当场也分析出是材料内部应力集中造成,可是如果对材料进行时效处理需要很长时间,但客户的订单周期时间很短。

图1 正时链条盖半成品

图2 正时链条盖成品

图3 正时链条盖机加工示意图
于是我们通过查阅资料,选用另外一种材料是6061,铝板型号为T651。一般情况下,T6的内应力会比较大,加工会变形,最适合加工的状态应该是T651,它是在T6的基础上进行拉伸,消除内应力。6061铝合金的主要合金元素是镁与硅,并形成M g2S i相。若含有一定量的锰与铬,可以中和铁的坏作用;有时还添加少量的铜或锌,以提高合金的强度,而又不使其抗蚀性有明显降低。买回来T651材料后,加工后发现产品的平面度在0.15 mm以内,我们要控制产品的平面度不超过0.4 mm,完全合格。
图3为正时链条盖机加工示意图,链条盖和其他汽车零件相比,易变形,加工精度高,装配表面质量要求高。此零件是发动机总成的部件之一,有着严格的装配尺寸要求和较高的形位公差精度。零件最大外形尺寸511 mm×3100 mm×81.75 mm。铝料的规格为650 mm×320 mm×85 mm。
2.零件加工工艺分析及夹具设计方案
产品的加工工艺分为3个序进行加工,一序加工链条盖内侧,并且将所有周边过孔在一序全部加工出,另外需要用到二序的定位孔,位置度收严到0.05 mm(见图4)。
根据零件的结构和技术要求,经反复分析讨论,确定了零件机加工分三序进行:
OP10工序加工采用立式数控加工中心,通过铝块的T型槽将铝块压在机床上。加工铝块的两面以及X方向和Y方向基准加工,并且粗加工铝块(见图5),粗加工结束后对产品进行精加工,周边过孔加工以及销钉孔的加工。这样的工艺是保证所有孔在同一序加工,保证了孔的位置度(见图6)。
产品的精度以及外观要求我们在加工之前也必须要做一个评估,如果精度要求很高,就必须增加半精加工,但是此链条盖的关键部位在于定位销钉的位置度、周边过孔的位置度以及最重要的油封孔的位置度,所以对产品外观的精度要求不是很高,只要清角到位即可。
OP20工序加工采用立式数控加工中心,采用典型的一面两销(固定销)定位夹紧方案,以零件A基准端面及两周边过孔作为基准定位销孔2个mm实现定位(见图4),加工背面整体外形,但在加工背面整体外形的时候需要考虑装夹压紧部位(见图7),所以我们在加工过程中分为3个步骤:①粗加工中部区域,粗加工完进行精加工,以及清角。②将4个M10内六角螺栓固定住产品进行粗加工周边的材料,并精加工完外形。③最后精加工与缸盖罩的密封面,以及3个M12牙的端面(见图8、9)。
OP30工序加工采用立式数控加工中心带A轴回转的加工中心桥式夹具,夹具结构同OP10工序一样,采用典型的一面两销(固定销)定位夹紧方案,以零件A基准端面及B基准定位销孔2个mm实现定位,加工油封孔,6个M6牙孔以及3个M12牙孔,A轴回转+90°,加工3个M12以及4个M6牙孔,图10是夹具的示意图。
机床全部选用美国产HAASVF3SS立式加工中心,机床数控操作系统为HAAS专用的操作系统,主轴采用12000 r/min的 有色金属切削专用主轴,X/Y/Z运动行程1016/508/735 mm,机床工作台尺寸1219 mm×457 mm,X/Y/Z定位精度±0.0050 mm,重复定位精度±0.0015 mm。夹具转台选用HAAS HRT310规格。

图4

图5 OP10粗加工完图形

图6 机加工一序加工完图片
图7 产品固定在机床夹具板上,压紧T形槽

图8 粗加工二序完成后图
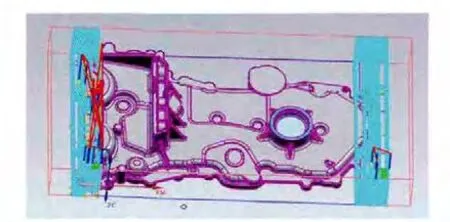
图9 加工产品两端,使得产品分离

图10 OP30带转台夹具示意图
加工工艺关键点:主要是考虑产品的变形问题、工艺的安排以及刀具的定制,在整个生产过程中重要尺寸部位油封和销钉孔都是使用的复合刀具,且精加工刀具全部采用PCD镗刀和铰刀。这样大大提高了产品的表面质量、尺寸精度以及使用寿命。
3.生产加工过程中的问题
零件在加工过程中陆续了出现了一些问题,分析问题产生的原因,找出了解决方案。
(1)OP10工序的A基准端面的加工平面度0.4 mm,刚开始选用的材料是T6规格的,经过人工时效处理过,但内部应力没有完全去除。更换了T651材料后此问题解决。
(2)OP10工序的B、C基准定位销孔2个mm铰孔过后出现位置度超差,以及中心距(242.0±0.05)mm超差,也是由于产品变形所致。此产品很可惜就报废了。
(3)OP10工序在精加工过程中D8R0.5的牛鼻刀出现掉刀现象,主要原因是由于精加工的余量偏大,在加工过程中进给很快,使得刀具掉刀,不过出现这种情况后将产品下降2 mm,此产品能挽救回来。
(4)OP20在加工完后发现产品表面有压伤情况,最后查出原因是粗加工的部分铝屑跑进了产品的加工面下面,然后螺栓再一锁紧就造成了产品压伤。在产品粗加工结束后将其拿下来,清理干净接触面,随后再将产品压紧,此问题得到了有效控制。
4.结语
通过不断的更改尝试、工艺的优化,最终按时完成了客户的订单。此次加工过程中,我们也掌握了一套自己的快速样件加工技巧,用最有效的时间、最低的成本来创造出最大的利益。
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
小资CHIC!ELEGANCE(2021年46期)2021-01-11
中国自行车(2020年2期)2020-04-26
当代陕西(2019年13期)2019-08-20
制造技术与机床(2018年8期)2018-10-09
农机使用与维修(2018年2期)2018-02-26
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
锻压装备与制造技术(2015年2期)2015-06-26
汽车维修与保养(2015年8期)2015-04-17
