注剂式带压密封技术的应用
2014-11-28 13:22:42杨昭YANGZhao李晓光LIXiaoguang王再学WANGZaixue魏凤娇WEIFengjiao
价值工程 2014年22期
杨昭YANG Zhao;李晓光LI Xiao-guang;王再学WANG Zai-xue;魏凤娇WEI Feng-jiao
(徐州工业职业技术学院,徐州 221140)
(Xuzhou College of Industrial Technology,Xuzhou 221140,China)
1 概述
注剂式带压密封技术也称带压堵漏,是20 世纪70年代中期发展起来的先进的设备维修技术,是当运行中装置的设备发生流体介质泄漏,在不影响生产正常运行的情况下,迅速消除泄漏的技术手段。
1.1 注剂式带压密封技术原理 注剂式带压密封技术以弗曼奈特的密封法为基础,在管道、阀门以及法兰等部位的泄漏处注射密封剂。注剂式带压密封技术以密封剂材料本身性质为依据,在发生泄漏的部位安装专用夹具,采用高压注剂工具将密封剂注入夹具和密封部位间的空腔内,实现密封剂的挤压力和泄漏介质间压力的平衡,形成了一个密封结构,以阻止介质外泄[1]。
1.2 注剂式带压密封技术的特点 ①不需要停机或对系统进行隔离,可在正常生产的过程中消除泄露。②大大减少了因设备非计划停机检修而造成的经济损失,可带温、带压、不停车消除泄漏,不影响生产的正常运行[2]。③安全性高,带压堵漏作业无需动火作业,具有较高的安全性[3]。④防止恶性事故发生,社会效益较高。注剂式带压密封技术可以在行车状态下消除泄漏,保证了系统装置的生产连续性,不仅可以避免因停车消除泄漏点而造成的经济损失,还可通过生产创造经济效益[3]。
1.3 注剂式带压密封技术密封过程中的安全管理 为保证密封过程中的安全,技术人员在进行注剂式带压密封时,必须强化施工过程管理,规范施工操作。同时,技术人员还要严守安全操作规则,加强安全管理,保证带压密封作业的安全性[4]。
1.4 密封注剂的类型 热固化密封注剂,主要是以合成橡胶为主体材料,同时加入各种配合剂,常温下无流动性。一般按照注剂枪的型腔尺寸做成各种规格的棒状固体。在实际作业时,当密封注剂遇到热度较高的泄漏介质时,其塑性和流动性会有不同程度的增加,进而在夹具与泄漏部位之间形成一个密闭的空腔,密封注剂在热的条件下完成固化过程,形成一个连续的、有一定弹性和强度的新的密封结构。非热固化密封注剂,它以高分子合成树脂、塑料以及其他无机材料作为密封材料,以单纯填充型、高温炭化型或反应型为固化机理,可以适应常温、低温以及超高温的作业环境,其产品也多制成棒状固体或双组分腻状材料,密封效果较好。
2 注剂式带压密封技术的主要应用领域
2.1 在炼化装置中的应用 在石油化工生产过程中,泄漏的现象是十分普遍。而管道的泄漏更为常见与普遍。采用注剂式带压堵漏技术对泄漏设备进行封堵,需综合考虑专用密封剂、专用夹具、专用工器具、操作技术之间的协调互补作用。
2.1.1 管道泄漏分析 化工管道的泄漏原因有很多,比较常见的原因是:①管段自身的焊接缺陷;②各种腐蚀(应力、晶间、电化学、浸蚀或汽蚀等);③高速流动的介质的冲蚀;④法兰、接头部位的松动。
2.1.2 密封夹具的设计原则 在正确选取密封注剂的条件下,夹具设计是带压密封作业成功的关键,需考虑管道泄露的复杂的实际情况,因此夹具的设计需遵循以下基本原则:①具有良好的吻合性;②具有足够的强度和刚度;③分块合理;④合适的密封空腔;⑤注剂孔的数量和开设位置要合理;⑥夹具的材料选择合理;⑦夹具要标准化和系列化。
2.1.3 管道密封步骤 管道的密封可以按下面的步骤进行:①将注剂旋塞阀安装在密封夹具上并使旋塞阀处于全开状态;②在泄漏部位安装密封夹,将泄漏点设置在夹具密封腔内;③卡具设置排放接头,以保证注剂顺利注入,通过高压油泵将注射枪内活塞前移;④将密封剂注入密封腔内;⑤完成密封剂注射后,停止泄漏,关闭最后一个旋塞阀。
2.1.4 其他消除泄漏的方法 在消除泄漏时,技术人员可先从一些漏点较小的位置入手,采用填塞式方法止漏,再使用铁胶泥或强力磁铁加片胶进行密封;可以动焊的地方,技术人员应先采用带压密封技术控制漏点进一步扩大,以便进行动焊;法兰错边的地方,应先根据测量值做出适当补偿,夹具吻合间隙较大的地方,可将小钢球或金属丝等加入密封剂内,使二者吻合。
2.2 在工业管道中的应用 管道、阀门以及设备等化工生产装置在出现泄露时,其泄漏介质常处于带压、高温和喷射状态,这不仅影响了生产活动的正常进行,还会造成物料的流失和能源的浪费,管道的停车补漏又将会给企业带来经济损失。因此,施工人员可以采用大于介质系统压力的外部推力,将密封剂注入并充满在泄漏部位上新建立的一个封闭空腔,阻止介质泄漏。
2.2.1 技术优点 注剂式带压密封技术可以在带温、带压以及行车的状态下消除泄漏,可以有效地保证生产的正常运行;在泄漏的消除过程中,无需动火,保证了施工的安全性;施工操作安全便捷,无需单独对泄漏部位进行处理;新的密封结构拆卸方便,无需破坏原有的密封结构,适用范围广;适用于大部分流动介质的泄漏消除;成本低,经济效益高。
2.2.2 适用范围 注剂式带压密封技术主要适用于:①泄露出现在设备管道和法兰孔洞、焊接缺陷、裂缝以及螺纹接头处等。②泄漏介质主要为蒸汽、水、空气、煤气、柴油、汽油以及酸、碱、酯类等各种热载体、化学气体以及液体的泄漏。③泄漏介质的温度在-195~800℃之间。④泄漏介质的压力在真空~35MPa 或更高。
2.2.3 常用夹具的基本结构
①法兰密封垫片泄漏及其夹具这种泄漏最常见夹具结构和装在泄漏部位上的情形见图1。
②直管泄漏及其夹具 主要用于焊缝上常见的裂纹、砂眼、气孔等缺陷,包括腐蚀穿孔等。夹具的密闭腔宽度足以将所有泄漏点覆盖起来,密封剂厚度为5~10mm,两注射孔间距为70~90mm。其具体结构见图2。

图1 法兰密封垫片泄漏夹具及其安装在泄漏部位的示意图
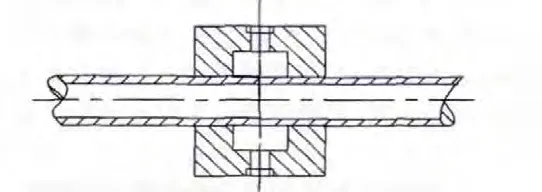
图2 直管泄漏夹具结构及其安装在泄漏部位的示意图
③弯管泄漏及其夹具结构和装在泄漏部位上的情形见图3。
④三通泄漏及其夹具,夹具结构和装在泄漏部位上的情形见图4,有关规定同前。
2.3 注剂式带压密封技术在电力系统中的应用 据有关研究表明,泄漏是造成电力系统出现安全事故的主要原因之一,其泄漏类型主要包括因管件、法兰以及焊门间质量问题造成的焊口缺陷泄漏、因管线和阀门自身缺陷导致的泄漏、因法兰和阀门间的密封结构破坏而造成的泄漏等。电力系统出现泄漏时,一般具有扩散快、泄漏流量增加迅速的特点,容易引发安全事故,造成停产。电力系统的泄漏介质通常为水和蒸汽,传统的泄漏治理方式难以阻止泄漏的蔓延扩散。而带压密封技术可以迅速地消除泄漏,且安全性较高。
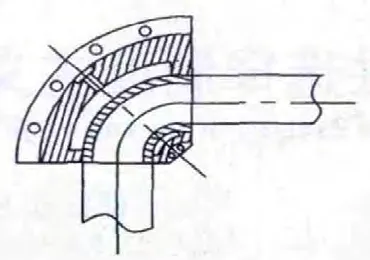
图3 弯管泄漏夹具结构及其安装在泄漏部位的示意图
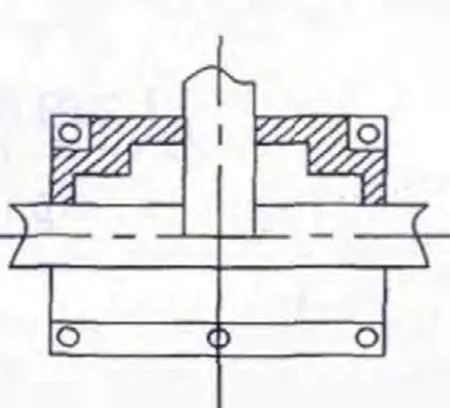
图4 三通泄漏夹具结构及其安装在泄漏部位的示意图
2.3.1 消除泄漏的基本条件 ①产生泄漏的地方往往存在着压力差,其压力差值越大,产生的外推力也越大,因此就需要一个外力来平衡。②外加的这一平衡力需要一定的检修周期。③由于泄漏部位情况较为复杂,泄漏缝隙形状不一,凹凸不平。因此技术人员需要找一个可以填塞泄漏缝隙,且塑性较高的物体来施加这一外力。④在填塞好泄漏缺陷后,一定要确保选用塑性体在最短时间内转为弹性体、防止其被泄漏介质侵袭,从而影响其密封效果。
2.3.2 直管泄漏带压密封应用实例 电力系统容易在高压给水管路上发生直管泄漏。而直管泄漏按照其发生类型来划分,可以分为因腐蚀减薄而出现的泄漏和因焊口砂眼、气孔或焊口应力腐蚀而出现的泄漏。在对直管泄漏进行堵漏时,要根据其具体泄漏情况选择堵漏方式,对于因腐蚀减薄而出现的泄漏,应先止漏,再加密封胶泥,并迅速恢复保温;对于因焊口缺陷造成的泄漏应使用带压焊接短管,加装阀门进行引流,待焊接完成后再关闭阀门。但这两种方法均存在一定的缺陷,第一种堵漏方法中,橡胶在高温高压条件下容易失效,从而影响胶泥的密封作用。而第二种方法中,常会因压力太高而出现焊接缺陷,导致泄漏的二次出现。而带压密封作业的出现解决了这些问题。它无需焊接,采用特有的密封注剂作为密封材料,材料在高温下形成流体,经过约15min 的时间便会固化。而夹具的刚度则有效地保证了密封材料的强度,堵漏效果较好。
3 结束语
在经济快速发展的今天,运行中的流程装置通过带压密封技术及时消除设备泄漏,降低能源资源的浪费和避免恶性事故发生及防止有毒有害介质泄漏对环境产生的污染,是缓解经济发展过程中能源资源供求矛盾和向文明转型的技术手段。
[1]吴明祯,刘志刚,张金雷等.注剂式带压密封技术在炼化装置中的应用[J].甘肃科技,2010,26(12):28-30.
[2]付晓红.不停车带压密封技术在工业管道中应用的可行性研究[J].聚氯乙烯,2010,3(38):35-39.
[3]姜晔.浅析带压堵漏技术在石油炼化蒸馏装置行业的应用探究[J].中国科技信息,2012,20(019):62.
[4]胡利军.带压密封过程中的安全问题[J].内蒙古石油化工,2006,3:31.
猜你喜欢
合成材料老化与应用(2023年5期)2023-10-24 07:15:30
合成材料老化与应用(2022年6期)2022-12-27 02:47:52
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
合成材料老化与应用(2020年6期)2020-12-28 01:21:40
河南科技(2018年9期)2018-09-10 07:22:44
河南科技(2018年3期)2018-09-10 05:18:39
河南科技(2018年12期)2018-09-10 05:12:39
制造技术与机床(2017年10期)2017-11-28 05:20:46