
大规模定制环境下基于工序难度系数的工时估算
2014-11-28 08:11陈友玲任晓杰王慧聪
计算机集成制造系统 2014年2期
陈友玲,任晓杰,唐 娟,王慧聪
(重庆大学 机械工程学院,重庆 400044)
0 引言
随着时代的发展,市场从需求、价格、质量和交货期等各方面对制造业提出了更高的要求,传统的单一产品类型的生产模式已不能满足顾客多样性的需求。因此,在不牺牲企业经济效益的前提下,以减少产品内部多样性、增加产品外部多样化为核心[1]的大规模定制(Mass Customization,MC)逐渐成为制造企业为适应新的生产环境而广泛采用的生产模式。MC结合了定制生产和大规模生产两种方法的优势,通过产品结构和制造过程的重组,利用现代信息技术和柔性技术,把产品的定制问题部分或全部转化为批量生产,以大规模生产的成本和速度为顾客提供个性化产品和服务[2]。
工时定额是衡量企业生产效率和市场反应速度的重要指标。MC 环境下,产品生产随客户需求而变、产品种类多、生产工艺和制造过程高度柔性化的特点,决定了工时具有稳定性差、波动性大、基础数据获取困难、工时定额标准的应用和管理困难等特点[3],使得传统的工时测定方法(如秒表测时法、模特排时法等)已不能满足企业和顾客对工时制定的高效率和高精度要求[4]。因此,如何低成本、高效率地获取产品工时定额,具有十分重要的意义。利用数学手段获取工时定额是近年来的研究热点,文献[5]通过分析零件工时定额的确定方法和用于零件工时估算的事物特性表的构建方法,提出基于案例推理(Case-Based Reasoning,CBR)和事物特性(tabular layouts of article characteristics)的零件工时估算方法;文献[6-7]分别应用神经网络算法构建了工时定额计算的神经网络模型,提出了基于神经网络的工时定额技术;文献[8]提出在多模式、短生命周期生产系统环境下,通过设定权重和多元回归来确定时间定额的方法。上述方法都为MC 环境下的工时计算提供了新思路,但却存在以下不足:①工序一般是作为工时的计算单位,上述方法均未从工序层面出发制定精准的工时定额;②应用范围存在局限性,如文献[8]的算法多针对短周期的生产环境;③神经网络技术不仅难度大、操作复杂,而且要求大量的量化数据。
虽然MC环境下的产品类型多变,工时估算难度大,但是生产工时都是由工序工时组成的,而不同的加工工序都有与之对应的加工难度。基于此,本文从零件加工工序出发,通过分析工序加工难度与工时的关系,提出一种基于工序难度系数的快速估算工时的方法。运用群效用函数建立工序难度系数的数学模型,基于相似性原理获得典型工序工时,建立了工序难度系数和工时的关系函数,在缺乏大量量化数据的情况下,为MC 生产企业提供了快速估算零件工时的新方法。
1 基于工序难度系数的工时估算过程
建立基于工序难度系数的工时估算路线如图1所示,其主要步骤如下:
(1)确定已知工序工时及无工时信息工序。由文献[9]可知,运用编码技术是实现计算机辅助制定工时的最有效的方法。本文引入编码技术对零件各工序进行编码,在数据库中进行编码匹配,有匹配编码的工序可直接确定工时,无匹配编码的工序即为需要估算工时的工序。
(2)依据JB/T 5992.1-92《机械制造工艺方法分类与代码》确定无工时信息工序所属的板块,运用层次分析法和群决策理论建立该板块工序的难度系数求解模型。
(3)运用MATLAB 拟合分析出工序难度系数和工时的关系函数,确定未知工序工时,获得零件工时。

2 工序难度系数的确定
工序难度系数可以定义为加工某道工序达到某一标准的难度值。为了综合考虑各方面因素对工序难度的影响,本文引入群效用理论建立工序难度系数的求解模型。该模型根据工序难度系数的影响因素构建评价指标体系,通过有经验人员评估的方式确定各因素权重,利用群体一致性算法计算评价人员权重,最后运用群效用函数计算工序难度系数,其模型如图2所示。
2.1 建立评价指标体系

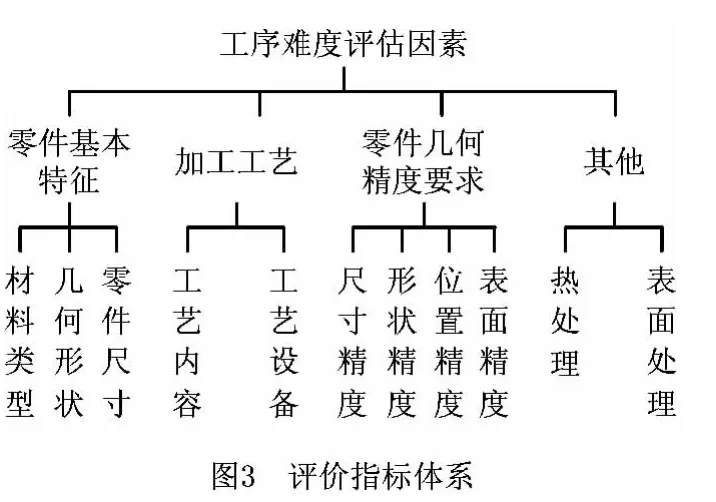
建立评价指标体系时应遵照以下原则:①定性数据与定量数据相结合;②抓住主要影响因素;③根据各指标的相关性,将其细分到相关层次。根据零件的加工工艺过程和技术人员的经验,获得影响零件加工难度的因素如下:①零件基本特征,包括材料类型、几何形状、尺寸等;②加工工艺,指每道加工工序所使用的工装设备及具体操作内容;③零件几何精度要求,包括尺寸精度、形状精度、位置精度(如同轴度、直线度等)、表面精度(即表面粗糙度);④其他,如零件后期的热处理工艺及表面处理等。基于上述因素和评价指标体系的建立原则,构建影响工序难度系数的评价指标体系,如图3所示。
2.2 确定各指标因素权重
根据评价人员调查表对相关技术人员进行调查。运用层次分析法分别求出各评价人员评估结果所确定的各指标权重。
2.3 确定评价人员权重
在群决策问题中,如何将每个群个体的偏好归结为群体的偏好,并由此构造群效用函数,是基于效用函数群决策方法的关键问题[10]。文献[11-12]对群体思维收敛进行了研究,讨论了在评价多个指标决策方案时,如何将群个体的意见归结成群体一致的意见。根据文献[12]的方法,采用向量间的夹角来定义两个评价人员评估指标排序向量间的接近程度,定义两向量之间夹角的余弦

当cos(αij)≥a 时,认为评价人员i和j 之间具有强一致性;当cos(αij)≤b时,认为评价人员i和j之间具有强不一致性。一般取经验值
定义1 群体强一致性指标

定义2 群体强不一致性指标

定义3 个体强一致性指标

定义4 个体强不一致性指标
式中:m 表示评价人员的数量;η和γ 分别表示评价人员i和j 评价结果的相似程度。如果cos(αij)≥a,则η(i,j)=1;如果cos(αij)<a,则η(i,j)=0;如果cos(αij)≤b,则γ(i,j)=1;如果cos(αij)>b,则γ(i,j)=0。
综上得出评价人员权重[10]

对评价人员的权重做规范化处理,规范化公式为

2.4 计算工序难度系数
群决策问题中的各种后果效用是由群决策产生的群效用[13],本文引入群效用函数计算工序难度系数。
群效用函数的一般形式为

式中Ui(x)(i=1,2,…,m)表示第i个决策者对方案x 的效用值。
群效用加法模型为

式中:Ui(x)∈[0,1]表示群中第i个评价人员的个人效用函数,λi为Ui(x)的权值。
基于群效用函数加法模型,工序难度系数[10]

式中:m 表示评价人员的数目;n 表示评价指标数;wij表示第i 位评价人员对第j 个指标给出的权重值;Xj表示第j 个指标经模糊化处理后的数值。
3 工序难度系数与工时的回归分析
在实际工程应用和科学实践中,经常需要寻求两个(或多个)变量间的关系,而实际上只能通过观测得到一些离散的数据点,针对这些离散的数据点,运用某种方法进行曲线拟合,便可以发现变量间的关系[14-15]。MATLAB 具有高效的数值计算、符号计算和数据处理能力,MATLAB 曲线拟合工具箱集成了用MATLAB 建立的图形用户界面和M 文件函数,利用该工具箱可以快速实现参数拟合[16]。因此本文选用MATLAB曲线拟合工具箱来确立工序难度系数和工时的关系函数。
若切削加工板块工序难度系数U={a1,a2,a3,…,am},则对应工序工时T={b1,b2,b3,…,bm},通过以下步骤可以确定二者之间的关系:
步骤1 在MATLAB 的Command 窗口中输入
建立散点图。
步骤2 进入“Fitting”窗口进行曲线拟合,选择最佳拟合曲线。
步骤3 确定切削加工板块工序难度系数U 和工时T 的关系函数。
4 算例及结果比较
某客户订单要求A 企业生产传动轴组件,该组件由轴、齿轮、套筒和键四种零件组成,轴毛坯材料为40CrΦ80 mm 的棒料,齿轮为45 钢,键、套筒为外购件。为争取客户订单,A 企业需要快速地提供比较准确的交货期,因此需要对零件的加工工时进行估算。经过多年的生产实践,A 企业已经积累了大量典型零件的工时数据,同时也具有成熟的数据库基础,为基于工序难度系数的零件工时的快速估算提供了条件。
4.1 工序划分及工时查询
根据被加工零件的特点制定工艺路线,进行工序划分,如表1所示。
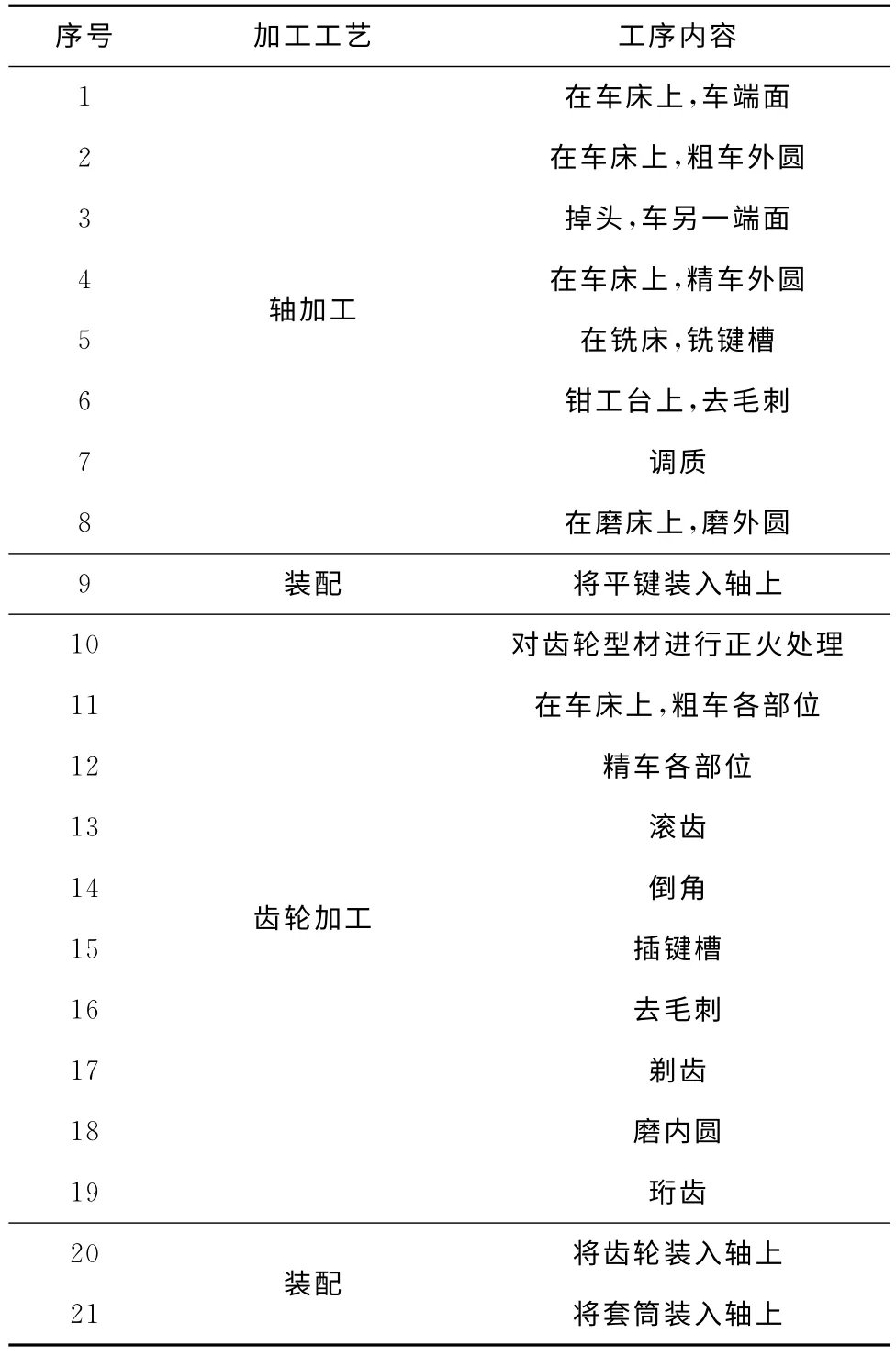
表1 A企业传动轴组件加工工序表
热处理工序工时柔性较大,本文不考虑工序7和10的时间。根据A 企业的编码规则对各工序进行编码,并在数据库中查询相关工时信息。进行工时查询时,应遵循最大就近原则,基于此可以得到:t1=4min,t2=7.4min,t3=4min,t4=13min,t5=4.3min,t6=1.8 min,t8=4.8 min,t9=0.12 min,t11=15 min,t12=9.6 min,t13=30 min,t14=4.8 min,t15=6.6min,t16=1.08min,t17=15min,t18=9.6min,t20=0.48min,t21=0.12min。可知A 企业数据库中没有珩齿工序的工时信息,如果能够确定t19,就可以确定该传动轴组件的工时。
4.2 确定珩齿工序的难度系数
4.2.1 基于珩齿工序加工难度的调查分析
珩齿工序属于切削加工板块,基于图3所示的工序难度系数评价体系,选择五位长期从事切削加工的人员进行调查,填写调查表,将调查数据按层次分析法构造判断矩阵,通过单层次排序、一致性检测和总层次排序、一致性检测,共得到5组排序向量。根据式(2)和式(3)计算群体强一致性指标、群体强不一致性指标,得到。因为群体强一致性指标大于,所以可以认为评价人员群体意见达到一致,本次调查数据可以采用。对调查数据进行标准化处理,得到每个指标的评价值。
4.2.2 确定评价人员权重
根据式(4)~式(7)计算个体强一致、个体强不一致指标和评价人员权重λ*、标准权重λ,如表2所示。
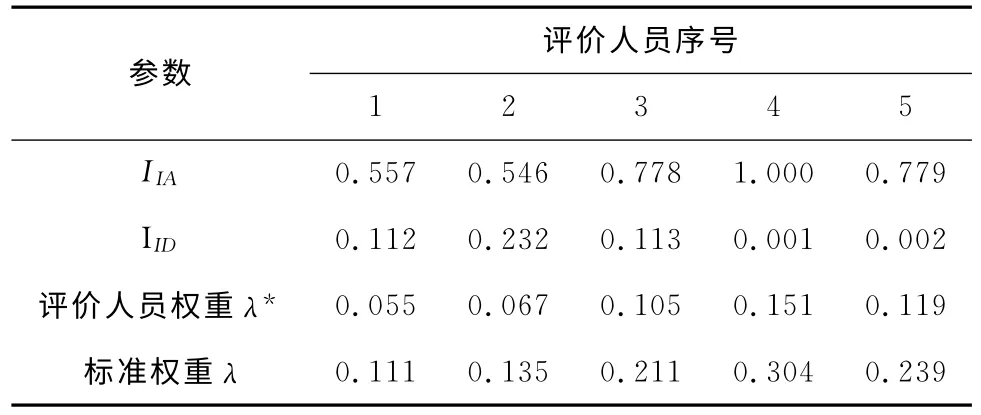
表2 评价人员权重
4.2.3 计算切削加工板块典型工序的工序难度系数
本文选择基于棒料40Cr、直径80mm、长度25 cm 的M 轴的11个典型工序,根据评价指标体系,让以上5位评价人员对该工序进行评价,运用层次分析法分别求出各评价人员评估结果所确定的各指标权重,结合各指标的评价值,利用式(10)计算工序难度系数,如表3所示。

表3 工序难度系数
4.3 工序难度系数与工时的回归分析
使用MATLAB 曲线拟合工具箱进行拟合分析,通过多个函数的拟合分析,最终采用指数函数,如图4所示。
确定切削加工工序难度系数U 和工时T 的关系函数
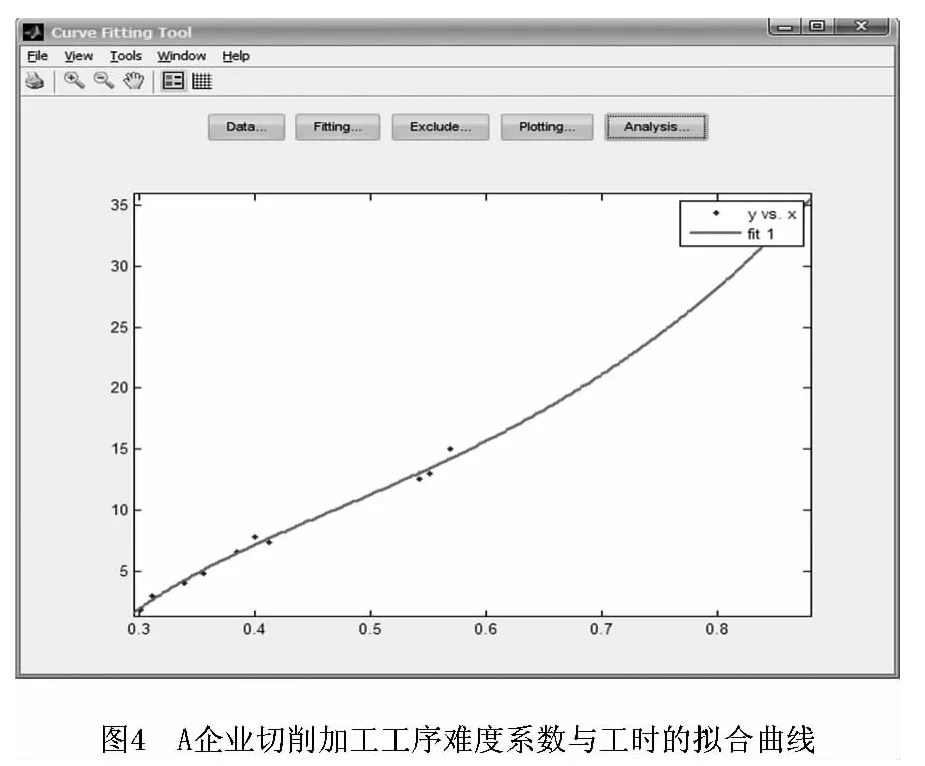

式 中:a=2.541,b=3,c=-668.7,d=-16.98。
由工序难度系数的求解模型可得U(珩齿)=0.573,代入式(11)即可求得T(珩齿)=14.4min。
4.4 理论工时计算及算法结果比较
A 企业传动轴组件的理论工时为T=t1+t2+t3+t4+t5+t6+t8+t9+t11+t12+t13+t14+t15+t16+t17+t18+t19+t20+t21=4+7.4+4+13+1.8+4.3+4.8+0.12+15+9.6+30+4.8+6.6+1.08+15+9.6+14.4+0.48+0.12=146.1min。
文献[5]提出了一种CBR 和事物特性的工时估算方法,该方法通过相似系数从历史生产案例中找到最为相近的案例样本,基于机械加工工时与特性变量之间的线性关系,通过线性回归进行工时的估算。考虑到模特排时法估算工时的准确性和本文案例生命周期较短的特点,选用CBR法和模特法进行实验,对比结果如表4所示。

表4 不同算法结果对比
可以看出,本文方法较CBR 法精确度更高,虽然与标准时间有一定误差,但误差率仅为0.75%,属于可以接受的范围。同时,本文算法比模特法存在以下优势:①不需要对操作者进行直接、细致的观测,通过建立数学模型即可获得较准确的工时数据;②本文算法适用于生产周期长的新产品,模特法不适用。
5 结束语
本文针对MC环境下生产工时不确定、难以获取等特点,研究了加工工序难度与工时的关系,提出一种基于工序难度系数确定工时的方法。通过群决策理论构建工序难度系数的求解模型,该模型运用层次分析法对工序难度系数的影响因素进行梳理,建立评价指标体系,确定各影响因素权重,通过群决策权重的方法确定评价人员权重,引入群效用函数,得出工序难度系数的计算公式;通过MATLAB 寻找工序难度系数与工时的最佳拟合曲线,确定二者之间的关系函数;同时运用编码技术实现工时信息的增加和查询。最后,通过计算A 企业传动轴组件工时的实际算例,在与CBR 算法和模特排时法的对比实验中,证明了本文算法的可行性和优越性。
[1]SHAO Xiaofeng,HUANG Peiqing,JI Jianhua.An analysis of mass customization[J].Industrial Engineering and Management,2001,6(2):13-17(in Chinese).[邵晓峰,黄培清,季建华.大规模定制生产模式的研究[J].工业工程与管理,2001,6(2):13-17.]
[2]PINE B J.Mass customization-the new frontier in business competition[M].Boston,Mass.,USA:Harvard Business Press,1993.
[3]HUANG Jiawei.Research on the development of time quota method for order-orientated enterprise[D].Chongqing:Chongqing University,2008(in Chinese).[黄佳玮.面向订单的制造企业工时定额制定方法研究[D].重庆:重庆大学,2008.]
[4]LU Xiangzhen,CHEN Youling,CHEN Xiongbing,et al.Method of formulate process time of product family in MC environment[J].World Sci-tech R&D,2011,33(6):1049-1052(in Chinese).[鲁香珍,陈友玲,陈雄兵,等.MC 环境下产品族加工时间确定方法研究[J].世界科技研究与发展,2011,33(6):1049-1052.]
[5]YANG Qinghai,QI Guoning,HUANG Zheren,et al.Evaluation method of machine hour of part based on case-based reasoning and SML[J].Chinese Journal of Mechanical Engineering,2007,43(5):99-105(in Chinese).[杨青海,祁国宁,黄哲人,等.基于案例推理和事物特性表的零件工时估算方法[J].机械工程学报,2007,43(5):99-105.]
[6]ZHU Lixin,ZHOU Jingtao,GAO Junjie,et al.A study on the development of man-hour ration based on artificial neural networks[J].Mechanical Science and Technology,2004,23(6):702-704,747(in Chinese).[朱历新,周竞涛,高俊杰,等.基于神经网络的工时定额技术研究[J].机械科学与技术,2004,23(6):702-704,747.]
[7]LI Shujuan,LI Yan,HONG Wei.A neural network based method for determining time quota[J].Mechanical Science and Technology,2000,19(2):266-268(in Chinese).[李淑娟,李 言,洪 伟.基于神经网络的加工时间定额确定方法[J].机械科学与技术,2000,19(2):266-268.]
[8]KO C S,CHA M S,RHO J J,et al.A case study for determining standard time in a multi-pattern and short life-cycle production system[J].Computers &Industrial Engineering,2007,53(2):321-325.
[9]XING Jianguo.Research on the theory,method,key technologies and application of process plans reuse for the customization production[D].Hangzhou:Zhejiang University,2001(in Chinese).[邢建国.定制生产下工艺可重用理论、方法及关键技术研究与应用[D].杭州:浙江大学,2001.]
[10]JIANG Gao,SONG Xuejun,CHEN Dexin.Comprehensive evaluation model for difficulty coefficient of road administration[J].Journal of Southwest Jiaotong University,2005,40(3):412-416(in Chinese).[江 高,宋学军,陈德新.公路路政管理难度系数综合评价模型[J].西南交通大学学报,2005,40(3):412-416.]
[11]YANG Lei.Preference aggregation for group decision making with multiple criteria[J].Journal of Mathematics in Practice and Theory,2009,39(6):121-126(in Chinese).[杨 雷.群体多指标决策的偏好集结方法[J].数学的实践与认识,2009,39(6):121-126.]
[12]WANG Danli,DAI Ruwei.Research on convergence of expert group thought[J].Journal of Management Sciences in China,2002,5(2):1-5(in Chinese).[王丹力,戴汝为.专家群体思维收敛的研究[J].管理科学学报,2002,5(2):1-5.]
[13]ZHANG Zhenhua,LU Zhengnan.Application of group decision making in risky decision based on utility[J].Commercial Research,2006(341):81-83(in Chinese).[张珍花,路正南.基于效用的群决策方法在风险性决策中的应用[J].商业研究,2006(341):81-83.]
[14]TIAN Chunjun,LIU Pide.Study on linear fitting algorithm based on Matlab[J].Information Command Control System&Simulation Technology,2005,27(6):14-17(in Chinese).[田春军,刘丕德.基于MATLAB 的线性拟合计算[J].情报指挥控制系统与仿真技术,2005,27(6):14-17.]
[15]MU Naigang.Application of Matlab in mathematics model[J].New Technologies and Products,2011(23):45(in Chinese).[穆乃刚.Matlab在数学建模中的应用[J].中国新技术新产品,2011(23):45.]
[16]HU Qingwan.Curve fitting by curve fitting toolbox of Matlab[J].Computer Knowledge and Technology,2010,6(21):5822-5823(in Chinese).[胡庆婉.使用MTLAB曲线拟合工具箱做曲线拟合[J].电脑知识与技术,2010,6(21):5822-5823.]
猜你喜欢
昆钢科技(2022年2期)2022-07-08
军民两用技术与产品(2021年6期)2021-10-14
当代陕西(2020年17期)2020-10-28
石材(2020年4期)2020-05-25
职工法律天地·上半月(2020年1期)2020-03-02
建材发展导向(2019年10期)2019-08-24
人大建设(2018年5期)2018-08-16
电信科学(2017年6期)2017-07-01
工程建设与设计(2016年1期)2016-02-27
河南科技(2014年15期)2014-02-27
