保证花键合格的一种办法
2014-11-24 08:22浙江双环传动股份有限公司工艺部台州317600
金属加工(热加工) 2014年5期
浙江双环传动股份有限公司工艺部(台州 317600) 严 亮
浙江双环传动股份有限公司六分厂(台州 317600) 郝丰林 赵俊飞
汽车齿轮的花键孔,经过热处理后总会产生某种程度的变形,这是不可以避免的,重要的是如何将其变形修复或控制在允许的范围内。各个公司都有自己的方法,下文主要介绍我公司采用感应正火达到花键变形合格的方法。
1.保证花键变形后合格的措施
对于齿轮花键热处理后变形,一般都采取以下的措施:
(1)选择淬透性低、淬透性带窄的材料。
(2)对于材料下料,一般选择锯床下料。
(3)锻造的流线要均匀、对称。
(4)锻造后的毛坯,采用等温正火。正火后的组织、硬度要在合格范围内。
(5)毛坯采用调质,保证变形均匀。
(6)采用冷热加工配合,找到合适的拉刀尺寸。保证拉刀的进刀方向,一般从薄弱的位置入刀。
(7)优化渗碳工艺参数,包括渗碳温度、渗碳时间、碳势、淬火温度、淬火油、淬火油温、搅拌、清洗时的温度。
(8)渗碳时,加补偿块,孔中塞蓄热棒,支撑工装,花键的两端密封,阻止渗碳。
(9)键淬火时加模芯淬火,以限制变形。
花键变形后一般采用:对于渗碳后的花键一般采用镀金刚粉的推刀修正,对于M值修正,推刀的寿命较长,对于大径寿命较低;采用酸蚀的化学方法修正;留有余量通过硬拉,保证花键合格;也有采用感应加热,然后放入模芯,限制冷却收缩,达到修正花键的目的;对于花键没有渗碳,可以采用拉刀复拉,或者推刀修正。
对于这些方法,有的不好操作,易产生废品;有的投资太大,生产周期太长。
2.感应正火改善花键变形
我公司在开发一款新变速器产品时,有一个齿轮产品如图1所示,要求热处理后大径公差在0.03mm以内。试制时检测锥度就有0.035~0.065mm,我们只有通过热后推花键,要用2~3把推刀,费用很高。
该产品花键小端收缩,试探采用感应正火的方法来改善,达到花键变形合格。于是对于粗车的毛坯采用感应正火和感应调质处理,各做了6件。感应正火的硬度在160~255HBW;感应调质的工件硬度在20~25HRC。对工件的内孔检查,发现收缩0.005~0.02mm,变化不大。毛坯精车后拉花键制齿。热处理时考虑产品较重,采用表1的装夹方式。合格的4件符合图样要求,感应正火见图2、图3,装夹见图4。
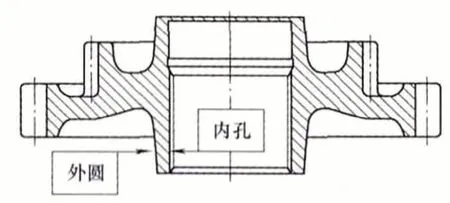
图1

表1 装夹方式及检测结果

图2

图3

图4
根据热处理后的结果,我们认为此措施可能是解决这类齿轮花键变形的一种方法。于是我们重新正火了90件毛坯,采用同样的热处理方法,热处理后的产品完全合格。为了找出原因,对其正火的组织、硬度进行检查,并与毛坯件进行比较,见图5~图8,硬度见表2。

图5 毛坯内孔 500×

图6 毛坯外圆 500×

图7 感应正火后内孔 500×

图8 感应正火后外圆 500×

表2 硬度梯度检测
正火位置渗碳后的组织见图9~图11。外圆及花键齿根硬化层见表3。对于花键和花键齿根就是内孔部分。

图9 渗碳外圆 500×

图10 渗碳花键节圆 500×

图11 渗碳花键齿根 500×

表3 渗碳后硬化层检测
3.结果分析
根据检测结果可见,与正常渗碳的硬化层及金相没有太大的区别,该产品要求硬化层0.4~0.7mm,产品正常硬化层在0.52~0.63mm。
根据结果分析:感应正火就是细化组织,消除加工应力。通过金相组织和硬度的检测可以看出,外圆的硬度高,组织细化,这样外圆的强度就高;正火时内孔的温度低,硬度也低,组织看起来也没有太大的变化。这样加工感应正火产品的花键时,由于外圆硬度高,强度高,花键尺寸回复小,热处理后花键的变形也小。还有一个原因可能是,毛坯进行感应正火后,由于感应加热速度快,奥氏体晶粒细化,这样再渗碳有降低渗层的作用,从一定程度上说,也减少了花键的变形。
感应正火特别适合这种有凸台的产品,对于其余的花键类产品,效果不是很明显。通过毛坯感应正火达到变形合格,减少了工人的劳动强度,为企业创造了效益。
猜你喜欢
中国特种设备安全(2021年11期)2021-05-05
装备制造技术(2020年1期)2020-12-25
制造技术与机床(2019年12期)2020-01-06
科技风(2019年23期)2019-10-21
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年11期)2018-11-23
中南大学学报(自然科学版)(2016年2期)2017-01-19
凿岩机械气动工具(2015年3期)2015-11-11
制造技术与机床(2015年10期)2015-04-09