谈高压水流切割技术在建筑装饰中的应用
2014-11-09 12:46康志涌
山西建筑 2014年25期
康志涌
(山西省建筑设计研究院,山西太原 030013)
高压水流切割技术是一种新型的切割工艺。虽然它问世很短,但是在切割工艺领域比起电锯、电弧、激光切割等已经体现出了很多的优势。而建筑装饰中的石材拼花,是人们通过艺术构思,用石材来代替颜料拼接出来的精美的艺术图案,并且具有媲美天然石材的自然纹理和色泽,是目前装饰材料当中比较上档次的产品。水刀拼花采用高压水流切割技术来切割拼花板材,是石材拼花切割方法中的一种形式。本文从水刀石材拼花的技术原理、应用特性、石材选择、产品加工等多方面来分析高压水流切割技术在建筑装饰中的应用。
1 高压水流切割技术
1.1 工作原理
将水流通过一个高压加压器加压至4 000 bar,使高压水通过一个直径很小的喷嘴(产生速度最高可达900 m/s的水柱),以此来产生巨大的冲击力。此水柱可以切割各种非金属物质(塑料、纸类、玻璃、纤维等)。若要切割较硬的物质和金属材料,需在水柱中混以砂料,这样通过摩擦效应,增强水柱的切割能力。
1.2 应用特性
1)切割范围广:大部分材料都可以被切割(如:石材、金属、塑料等)。2)切割质量好:平滑的切口,不会产生粗糙的,有毛刺的边缘。3)切割精度高:其切割工件之精度介于0.1 mm~0.25 mm之间。工件之精度决定于机器之精度、切割工件之大小及厚度。
1.3 技术优势
1)无切割方向之限制,可以完成各种不同的切割形状。2)只用一种机器就可以完成钻孔切割等多种功能,同时还可以降低加工成本,缩短加工时间。3)不产生有毒气体,不污染环境,保证操作人员的身体健康。4)不需要二次加工,不会产生热效应。5)切口细不会产生毛边,切口光滑无熔渣,节约制造成本。6)无强光、刺耳噪声及震撼感,既安全又环保。
1.4 工具选购
一套水切割设备主要由三个部分组成:工作平台,数控控制柜和超高压系统。
工作平台:进行水刀切割的操作平台,由程序控制带动切割刀头,对工件进行切割处理。
数控控制柜:是运动执行机构。与工作平台分体,优点是数控系统远离电机,减少对系统的干扰,减少平台的工作环境对系统的影响,从而更加保证系统的稳定性。数控工作平台的选择:有龙门式和悬臂式两种,主要根据切割材料尺寸的大小而定。
超高压系统:通过高压加压器加压至300 MPa~400 MPa,以此来产生巨大的冲击力。不同的超高压系统对零部件的加工在切割精度、切割效果、切割效率等方面有着直接的影响。超高压系统的选择,主要根据切割材料的品种、厚度、切割表面质量和切割速度等方面的要求而定。
2 水刀石材拼花
1)水刀石材拼花:
水刀石材拼花是采用高压水流切割技术来切割拼花板材,是一种拼花板材的切割方式,水刀机是一种技术先进、工艺精良、方法独特的加工设备,无论在加工质量、加工难度、加工效率,还是装饰效果上都是目前加工复杂高难度拼花的最佳选择。
2)石材水刀拼花选材要求:
a.不宜品种:
大花纹且价格高的石材。拼花的意义在于把几种相对纯色的价钱便宜的石材进行搭配组合达到华美的装饰效果。因此那些价钱昂贵的本身色彩变化艳丽的石材不适用于拼花,或者说把它们用于拼花是一种浪费,而且使用之后有混乱、眩晕的感觉。
材质疏松容易掉皮的石材。由于材质疏松原因导致半年到一年内掉皮或者爆裂吃灰等现象,容易引起业主索赔的材料尽量不要在拼花中选用。
材质过软或者过硬的石材(见图1)。由于质地太软或者太硬无法整体打磨的材料,如爵士白质地太软,花岗石质地太硬,整体打磨容易蹦边,如安哥拉棕。砂岩无法抛光,也不宜用于拼花。

图1 质地不同的石材
有很多孔洞的石材(见图2)。
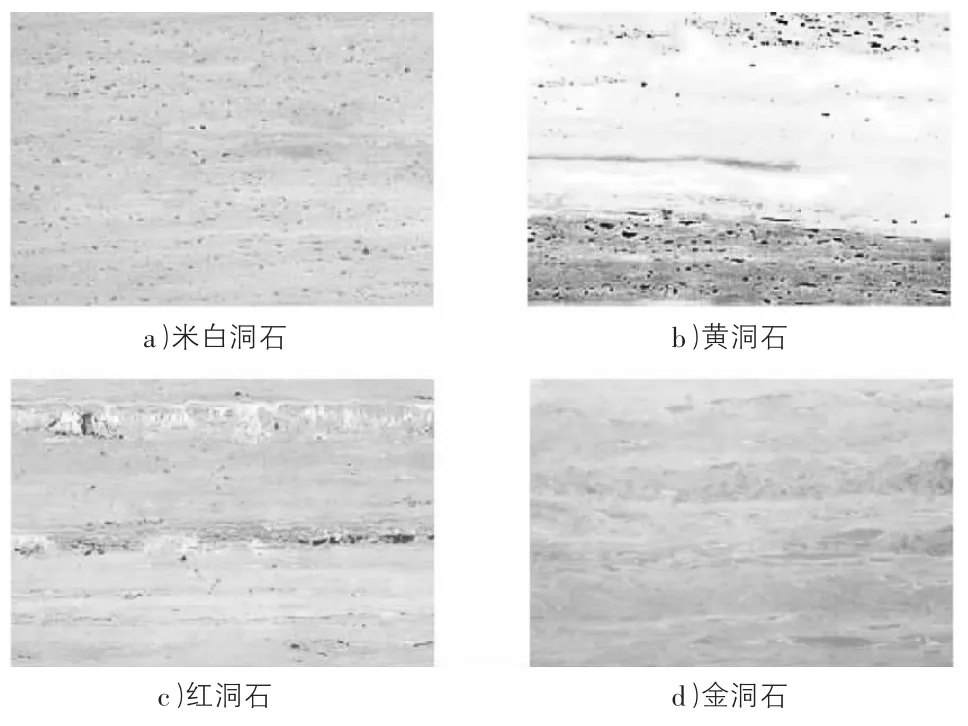
图2 不同种类的洞石
洞石一般都不作为拼花石材,原因是在整体打磨过程中石材粉末会进入洞石孔洞中形成无法清洁的污染。
b.常用选材:
大多数的石材拼花都是由大理石制作而成的。因为天然大理石具有质地细密、硬度适中、花纹丰富的特点,非常适合拼花的加工,同时还有一些新开发的砂岩和板岩用于拼花制作。
3)价格要素:
a.水刀拼花价格=材料费+加工费。
材料费=大板价格/出材率。
出材率=正常切割出材率(可重复利用越少切割出材率越小)+破损出材率(加工难度越大破损出材率越小)。
加工费:与切割长度正相关,图案越复杂切割长度越大。
b.成本控制思路:
通过常用形成“常用材料带”控制大板价格、提升正常切割出材率,从而控制材料费。
通过设计优化降低图案复杂程度,控制破损出材率,间接降低加工费。
c.加工难度定性描述:
固定画面里,整体尺寸越小加工难度越大;
曲线比直线加工难度大;
曲线越多越复杂加工难度越大;
线条越细加工难度越大,线条越长加工难度越大;
使用材料品种越多加工难度越大。
3 石材水刀拼花工艺流程
现在大多数的加工过程是利用电脑制图软件CAD和计算机数字控制程序CNC,把设计好的图案通过CAD软件转化成NC程序,然后将NC程序再传输给数控水切割机,之后根据设计要求将选好的天然石材用数控水切割机切割成独立的图形组件,再由人工将各个组件组合拼接、修补粘贴成一个整体,最后打磨抛光。
石材拼花的加工主要分为5个步骤:模版设计、分件制作、调节拼组、添缝加固、打磨抛光。
1)模版设计:拼花模版的制作主要是根据具体的设计要求,在三合板上画出拼花图案并标明各个图案需要的石头种类。然后根据各个图案的顺序编号连接。接着用锐利的介刀,沿着图案的外缘分别切割出每个图形的模具。
2)分件制作:传统方法是把之前所做模具的规格、形状,准确的刻画在选好的石板上,依次切割下来。不过目前大部分都是采用水刀(高压水流)进行切割,而不需要制作模版,把所需要的各种数据输入水刀数控设备,通过计算机控制,直接在板材上切割所需要的拼花图案。
3)调节拼组:把割切好的拼花组件的预留部分慢慢磨至连接线位,使各个部分都能完美的贴合,再用较少的粘合剂确定位置,等到整幅拼花完成后再依次粘拼为整体图案。
4)添缝加固:粘拼完成的整体图案难免会存在一些缝隙或者留有加工时的一些小瑕疵,这时就需要对石材拼花进行添缝和修补。通常使用环氧树脂、色料和石粉拌合调成所要修补添缝的石材颜色,等与石材颜色差不多相同的时候,加入一些催干剂混和,快速填补有缝隙的地方,等粘合剂干了之后去除表面色料。最后在整个石材拼花的背面覆盖纤维纱网,涂上石粉淋树脂,并进行抹平,使纱网与石板紧密粘合,起到加固拼花板面的效果。
5)打磨抛光:将粘贴好的石材拼花板材背面整理干净平整,拼花板面朝上放在打磨台上,打磨平滑直到没有缝隙,最后用蜡抛光,这样石材水刀拼花就完成了。
[1]蔺宝钢,陈雪华.城市雕塑艺术的成型与制作[M].北京:中国建筑工业出版社,2008:20-22.
[2]侯建华.建筑装饰石材[M].北京:化学工业出版社,2011:58.
猜你喜欢
中学生数理化·八年级物理人教版(2022年4期)2022-04-26
中学生数理化·八年级物理人教版(2021年11期)2021-12-06
石材(2020年12期)2021-01-15
石材(2020年7期)2020-08-24
石材(2020年6期)2020-08-24
石材(2020年5期)2020-07-27
文苑(2020年6期)2020-06-22
娃娃画报(2018年6期)2018-08-15
娃娃画报(2018年5期)2018-08-15
娃娃画报(2018年3期)2018-08-15