
废边处理设备在冷轧板带生产线中的应用
2014-11-06 06:16汤瑞祥
冶金设备 2014年1期
汤瑞祥
(北京中冶设备研究设计总院有限公司 北京 100029)
1 背景
废边处理设备是冷轧板带生产线重要的辅助设备,通常设置在圆盘剪附近。尤其是当冷轧生产线对产品的边部质量要求较高时,就需要根据来料情况和成材率的要求对板带进行4~50mm的切边。对于连续生产的机组来说,需要设置废边处理设备,对切下的废边进行输出处理,以保持生产线的连续性,常用的废边处理设备主要有碎断剪、压块机以及废边卷取机三种形式,其中以废边卷取机的应用最为普遍。
2 设备特点
2.1 碎断剪
碎断剪也称碎边剪,主要用于中厚板(≥2.5 mm)精整线的废边处理,见图1。圆盘剪两侧切边经溜槽引至碎断剪处(剪刃间隙以及两侧剪刃之间的距离可根据来料规格调整),直接将废边切至一定长度,直接滑落至废料车等收集装置,等待下一步处理。
碎断剪的明显优势主要体现在中厚板生产线上,对于<2.5 mm薄带钢和软钢而言,通常采用压块机或废边卷取机。
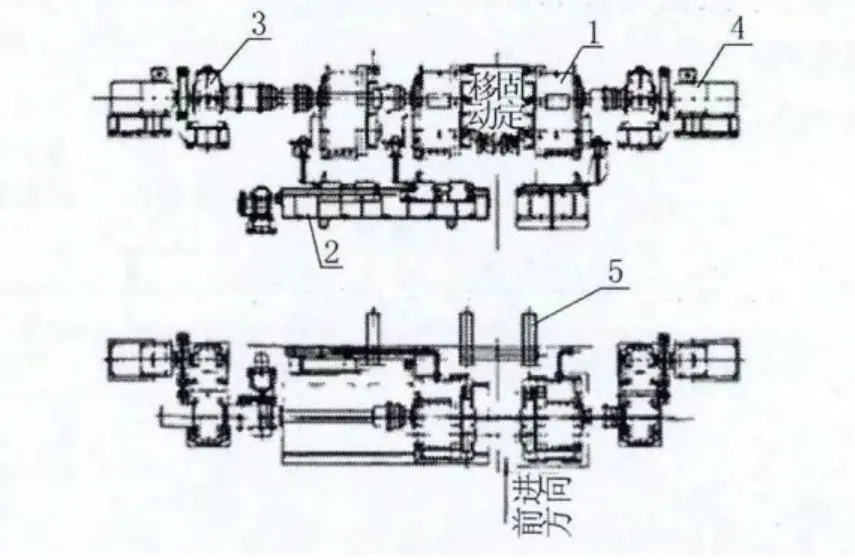
图1 碎断剪结构图
2.2 压块机
图2为压块机结构示意图,废边丝经溜槽进入挤压室,废边丝在挤压室内被挤压成方块状的废料快,达到规定重量后由推板推出挤压室,再通过废料输送装置输送到废料斗中,等到下一步处理。

图2 压块机结构示意图
其动作顺序为:填充液压缸打开,便于经过溜槽的废边顺利落入挤压室空腔,然后填充液压缸将边丝推入挤压室,待挤压室废边丝收集至要求的量时,填充液压缸将废边丝推至挤压室后停止不动并持续加压状态,将废边丝压缩在挤压室的侧壁。同时,压缩液压缸伸出,将挤压室内的边丝压缩至规定尺寸,最后挤压室门开启,推板将废料快推至废料收集装置。之后退板液压缸、压缩液压缸、填充液压缸复位,开始下一周期的动作。
压块机对于废边的处理包含集料(填充液压缸将溜槽下来的废边丝推至挤压室)、挤压(压缩缸将挤压室内的废边丝压成规定尺寸)、废料处理等多个环节,相对于碎断剪而言,其动作环节较多,且对液压系统的要求很高,尤其是高强钢生产时,液压压力很高,设备制造精度要求也很高,制造成本比较高。
2.3 废边卷取机
废边卷取机是将圆盘剪剪切下来的废边丝以废卷的形式输出的废边处理设备,是目前冷轧板带生产线应用最为普遍的废边处理设备,目前国内在处理厚度≤2.5 mm,屈服强度≤700MPa的带钢废边丝时,大都采用该种形式(见图3)。
待溜槽内堆积一定的废边丝后,推板推出,将其推至溜槽边部(机械手可以抓取的位置),此时机械手伸出,抓取边丝后缩回,此时边丝贯穿卷轴中心。之后卷轴伸出,将边丝卡在卷轴十字轴头处,机械手松开,同时压辊压下,开始卷取。待卷取至既定尺寸时,液压剪刀片由液压缸驱动,剪短边丝后,卷取芯轴抽出,废卷由翻板推动,落至废料小车,运输至指定地点。
废边卷取机为机电液一体品,其基本动作包含取料、卷取、剪切、卸料等,采用电液混合控制。溜槽体积大,可同时收集两侧边丝,溜槽的尺寸可以根据生产线空间进行布置,储料能力较大。在卷取过程中,卷取速度略低于生产线速度,卷取速度需根据废卷的增大随时调整,防止过渡集料以及边丝拉断的现象。
根据设备结构的不同,机械手还可以安装在液压剪与卷取机之间,如图4所示。
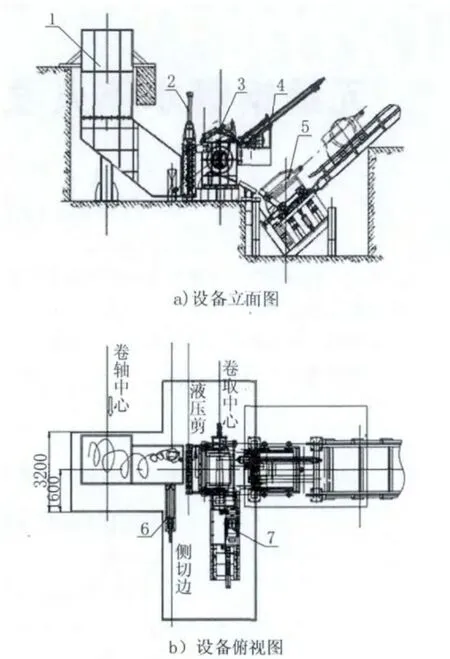
图3 废边卷取机结构示意图

图4 机械手布置图
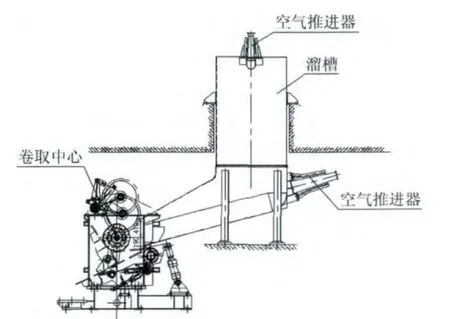
图5 空气推进器式溜槽
针对厚度小于0.5mm的边丝,其上料方式可以进一步简化,如图5所示。溜槽顶部及底部各设置一个空气推进器,内有压缩空气,空气推进器向安装方向吹入大量的低压、大流量的空气,气流将废边丝直引至卷取中心,完成上料动作。该取料方式仅适用于薄、软钢。不具备通用性,但在产线规格较薄的情况下,可以大大减小设备空间,整体设备较为紧凑。
3 结论
综合废边处理设备的应用实际,碎断剪大都用于强度较高、厚度大于等于2.5mm的厚规格带钢生产线;压块机常用于机组速度较低的生产线,由于其生产成本较高,生产线应用不多。废边卷取机用于处理边丝厚度≤2.5mm的生产线,废边丝厚度越薄越能体现其优越性;且从制造成本和维护成本等方面综合考虑,废边卷取机较压块机更适合高速生产的冷轧生产线。
[1]胡万强.金属废料压块机液压系统设计[J].机床与液压,2012(11).
[2]吴秀杰.碎边剪的结构与参数设计[J].冶金设备,2009(Z1).
猜你喜欢
时代汽车(2023年2期)2023-02-11
娃娃乐园·综合智能(2022年12期)2022-11-24
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
模具制造(2019年7期)2019-09-25
今日农业(2019年11期)2019-08-13
制造技术与机床(2018年11期)2018-11-23
纤维复合材料(2018年4期)2018-02-18
河北农机(2017年12期)2018-01-20
化工管理(2017年25期)2017-11-07
制造技术与机床(2017年4期)2017-06-22
