浅谈基于Cimatron E加工策略的快速编程方法
2014-11-05 06:57魏茂源WEIMaoyuan史文杰SHIWenjie
价值工程 2014年30期
魏茂源 WEI Mao-yuan;史文杰 SHI Wen-jie
(烟台南山学院工学院机械工程实验中心,龙口265713)
0 引言
Cimatron E是数控加工技术领域最为杰出的编程软件之一。由于它的界面简洁,易于初学者快速地了解和熟悉数控编程,在世界排名都是处于领先地位。随着科学技术水平的发展提高,各种工业电子产品的生产周期越来越短,从而对模具的加工提出更快要求。加工策略就是提高效率的一个很重要的方面。好的加工策略可以提高被加工零件的加工质量、缩短机床加工时的切削时间从而提高加工效率。文章基于Cimatron E软件的功能模块入手分析模具加工的策略选择流程,针对普通模具都能够适用的一个大众化加工方案,更为简单的应对模具加工的工作效率问题。
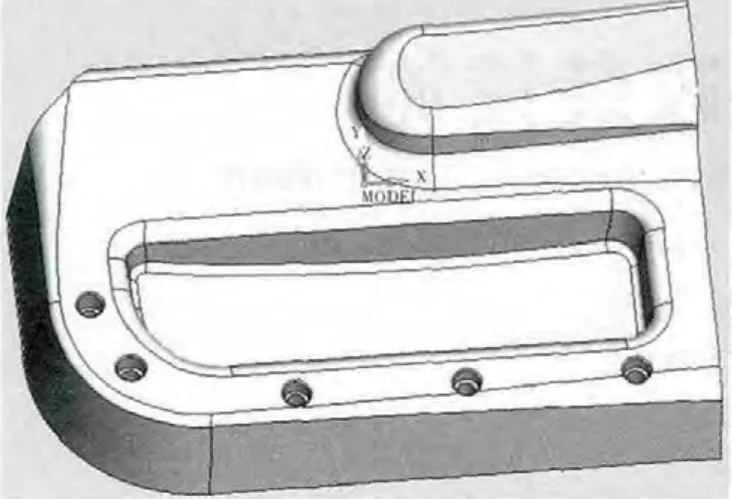
图1

图2

图3
1 模具加工面的分类和Cimatron E软件提供的加工策略
1.1 模具加工面的分类 简单说来所有的模具表面一般都是由若干曲面构成,分为型腔或型芯。模具的复杂程度决定于曲面的复杂程度,但总体可以按照曲面与水平面的角度关系,大体可以分为水平面、缓变面、陡峭面与垂直面四种主要的面。通过这四种面的分类,我们在考虑变成策略的时候就不需要深入了解被加工零件的具体用途等信息,只要按照面的特点进行选择软件加工模块中相对应的功能就可以,降低编程难度。
1.2 Cimatron E中常用的加工策略 一般模具零件的加工流程大致概括为二大工步:①粗加工、二次粗加工;②半精加工、精加工。其中二次粗加工根据粗加工的选择刀具大小,通过仿真验证后的结果来判断是否有没有切削到的部位,来确定使用规格更小的刀具来二次粗加工,个别复杂零件可能需要二次开粗的次数更多。
按照加工流程的步骤划分,Cimatron E软件常用的加工策略见表1。

表1
1.3 加工策略分析 零件从毛坯到成品的加工过程中,仅在粗加工时就要切除大约70%的余量,所以粗加工占用的时间占总加工时间的份额很大。所以我们要采用合理的、高效的粗加工方法。Cimatron E的粗加工平行和环形两种策略是粗加工最常用的两种方法。在操作时,选择所有面为被加工对象,系统能够自动计算出需要被加工的区域,保证不会产生过切削,是一个很好的开粗功能,尤其试用于复杂零件。零件精加工的时候,首先考虑的是达到要求的精度,所以精加工编程的原则是在保证加工精度的前提下尽可能提高加工效率。而编程时的加工方法选择和加工参数的设定则应根据所加工曲面的具体几何拓扑关系来定。根据角度精铣和传统加工程序里面的根据层两种加工方法都可以很好的完成复杂曲面都精加工,通过设置一个角度,系统自动区分曲面的加工方式。缓变面采用行切走到方式,陡峭面采用层切方式,配合相应的刀具和切削用量,能够达到加工精度要求。
2 加工实例
图1零件毛坯边界尺寸为182mm×125mm×62mm,按照cimatron加工策略生成的加工工序如下:
①粗加工:选择粗加工环形铣削,选取所有面为被加工曲面,采用直径为20mm的平底铣刀,侧壁及底部加工余量0.5mm,切削方式为混合铣+顺铣最终路径,真环切开启,一次完成粗加工。如图2所示。
②精加工:采用根据角度精铣,刀具采用直径为10 mm的球头铣刀。侧壁及底部加工余量0mm,曲面精度0.1,限制角度30°,水平区域顺铣环切由外向内,步距1mm,垂直区域层切顺铣,步距1mm,完成精加工。如图3所示。
③清根:采用清根铣,刀具采用直径为4mm的球头铣刀,选择型腔外边界为控制边界,水平步距0.5mm,垂直步进1mm,完成型腔底部边角都清根加工。如图4所示。
3 结束语
基于Cimatron E加工策略的快速编程的方法就是将常用的各种加工策略综合分析,选择出针对使用Cimatron E软件加工模具过程的最通用策略。按照这个策略,能够完成大多数模具的加工要求,降低了编程操作人员的专业知识要求,尤其是可以作为初学编程人员因为没有工作经验给予的一个通用公式,通过这个通用策略方法进行快速简单的编程,从而能够对于要求不是太高的模具快速出程序,保证生产加工效率。经过多次使用这个快速编程策略,从而进一步了解和设计出最终适合各模具加工更合理的加工策略方案。
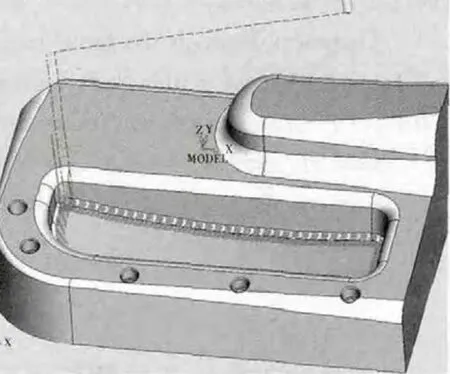
图4
[1]张晓陆.Cimatron E软件在模具制造中的应用[J].CAD/CAM与造制造业信息化,2011,07:96-100.
[2]林明山.CimatronE模具设计与数控加工实用教程[M].北京:机械工业出版社,2008.
[3]思美创(北京)科技有限公司.Cimatron E8中文培训手册加工制造[Z].
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
中国塑料(2016年5期)2016-04-16
锻压装备与制造技术(2015年4期)2015-07-01
锻压装备与制造技术(2015年2期)2015-06-26
金属加工(冷加工)(2015年11期)2015-04-17
机电信息(2015年3期)2015-02-27
卫生职业教育(2014年16期)2014-05-16