饰瓷厚度和冷却速度对磨牙锆瓷冠残余应力的影响
2014-11-05 14:44:14陈增力徐洪权赵文峰
牙体牙髓牙周病学杂志 2014年8期
张 良,冯 露,陈增力,徐洪权,赵文峰
(1.北京军区总医院口腔科,北京 100700;2.北京东直门医院口腔科,北京 100007)
随着人们对牙齿修复体的美观要求越来越高以及全瓷冠基底冠强度的提高,全瓷冠已被逐渐应用于后牙修复[1],但是氧化锆修复体的饰瓷崩落率明显高于烤瓷冠和其他类型的全瓷冠[2]。Molin等报道,氧化锆固定修复体5年内的崩瓷率为35%[3],而Larsson等则报道,其1年内的崩瓷率竟然高达54%[4];另有研究发现,以玻璃渗透陶瓷作为基底冠的全瓷冠5年内并未发现崩瓷[5]。以上结果表明,崩瓷已成为锆瓷修复体的致命缺点,使其用于修复后牙时受到了很大限制,故近年来许多学者均致力于研究其崩瓷原因并探索改进措施。
Taskonak等[6]通过力学破坏实验(双轴弯曲强度测试)证实,在氧化锆全瓷冠制作过程中无论是采用快速还是慢速冷却法制作的氧化锆全瓷冠都存在残余应力;同时还发现,采用快速、慢速冷却法时瓷表面的残余压力分别可高达21 MPa、19 MPa,说明不同回火方法产生的残余应力是不同的,且可通过改进冷却方法使之改变。除冷却速度外,热膨胀系数(CTE)不匹配、饰瓷厚度也是影响全瓷冠抗断裂强的重要因素,这些因素决定了饰瓷中残余应力的大小[7]。本研究旨在观察饰瓷厚度和冷却速度对磨牙锆瓷冠残余应力的影响,为其制作过程中如何能降低崩瓷率提供参考。
1 材料和方法
1.1 主要材料和仪器
环氧树脂(上海争锐化工有限公司);蓝色成型蜡(S-U-Gnatho-Wax Blue,Schuler Dental,德国);喷砂粉(Bego Dental,德国);IPS e.max Ceram瓷粉、IPS e.max长石质瓷、EP500压力机、Programat P500烤瓷炉(Ivoclar Vivadent);高速车针、梨形车针(Komet Diamonds);牙科模具(日清牙科305,日本);Procera扫描仪 (Nobel,瑞典);Austromat D4烤瓷炉(Dekema Dental,德国);超声振动器(Ceramosonic II Condenser,日本);维氏硬度计(Shimadzu Corp,日本);光学显微镜(Nikon,日本);数码相机(A640,Canon,日本)。
1.2 方法
1.2.1 不同饰瓷厚度蜡型的制备
用牙科模具将环氧树脂做成下颌第一磨牙的解剖形态,并按照锆瓷全冠的预备要求进行基牙预备(牙合面 2 mm,轴面 1.5 mm,肩台 1.2 mm,高4 mm,宽8 mm)。然后在其表面涂厚约2 μm的分离剂作为粘结间隙,用Procera扫描仪进行扫描并制作6个0.7 mm厚的Procera氧化锆基底冠。将基底冠放回树脂代型上,用蓝色成型蜡在基底冠上堆成牙冠解剖外形,并将牙尖部位的蜡厚度分别制成1、2、3 mm(各2 个)。
1.2.2 堆饰瓷、上釉
取上述制备的6个不同牙尖厚度的蜡型,分别用EP500压力机按厂家推荐的方法将IPS e.max长石质瓷热压铸于各蜡型的基底冠上。待其冷却至室温时,用50 μm粒度的喷砂粉,在2个大气压下进行表面喷砂处理;分别用氢氟酸液超声清5 min、流水冲洗2 min后,气枪吹干,喷水冷却下磨除铸道,并用梨形车针回切饰瓷表层0.5 mm;然后将 IPS e.max Ceram瓷粉堆于回切掉的表面上,吸水纸摁压、超声振动器振动(尽可能的减少表面气孔)后,每组取1个分别采用快速冷却法,另1个慢速冷却法烧结上釉。快速冷却法使用Programat P500烤瓷炉,慢速冷却法使用Austromat D4烤瓷炉;所有操作均严格按照产品说明书给出的相关数据(表 1)。
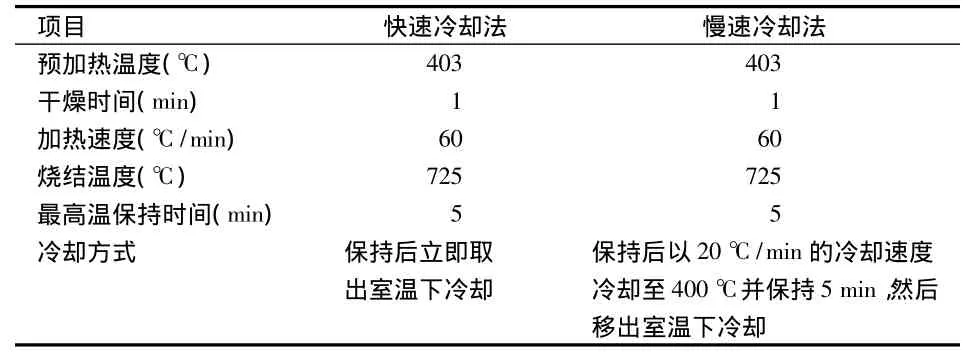
表1 快速、慢速冷却法具体步骤
1.2.3 维氏压痕测试及残余应力换算
取不同冷却速度制备的不同瓷厚度锆瓷冠试件,用维氏硬度计(金刚石头部136°)分别对每个牙冠的4个牙尖(近颊尖、远颊尖、近舌尖、远舌尖)进行压痕测试。测试时,金刚石头部垂直于牙尖的斜面以10 N载荷持续加载15 s;然后立即在光学显微镜下用数码相机进行拍照,并用Adobe Photoshop CS3测量压痕形成的裂缝长度。每个牙尖各测5个点,取均值;为减少每次压痕所产生裂缝的干扰,各测试点的距离至少应为上一压痕裂缝长度的两倍。
压痕测试结果与残余应力间的换算采用Marshall和Lawn于1977年报道的方法,因对于某一种材料来说压力强度值Kic是常量,故预先用慢速冷却法制备直径10 mm,高2.5 mm的 IPS e.max Ceram瓷片,并通过维氏硬度计测试后由以下公式算出其Kic,以方便下一步计算残余应力值。

式中E是材料的弹性模量;P是载荷;H是硬度;C是压痕测试的断裂半径;κ是常量。经计算IPS e.max Ceram 的 Kic 为 0.61 MPa m3/2。
残余应力的计算公式为:

式中Y=1.985;σ是残余应力强度,σ的正负取决于残余应力是张力还是压力。
1.3 统计学分析
2 结果
快速冷却法表面的残余应力主要是压力,慢速冷却法表面的残余应力主要是张力;快速冷却法制备的试件中不同瓷厚度组间两两相比,1 mm组的残余应力明显高于2 mm和3 mm组(P<0.05),而2 mm组与3 mm组的残余应力相比无统计学差异(P>0.05);慢速冷却法制备的试件中不同瓷厚度组间两两相比,差异均无统计学 (P>0.05);快速冷却法与慢速冷却法相比,不同瓷厚度各组间均有统计学差异(P<0.05)(表2)。
表2 各组试件残余应力强度比较(MPa,)
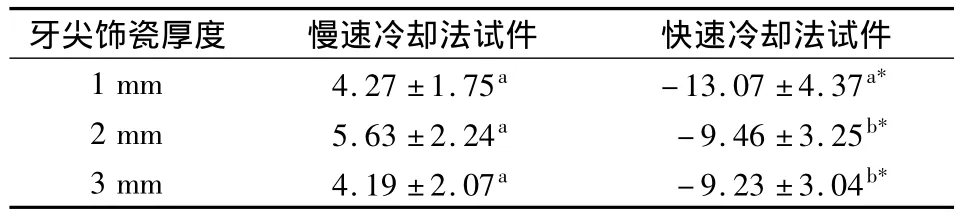
表2 各组试件残余应力强度比较(MPa,)
正值为张力,负值为压力;同组内不同瓷厚度相比不同字母P<0.05,相同字母P>0.05;*为快速、慢速冷却法相比 P<0.05
牙尖饰瓷厚度 慢速冷却法试件 快速冷却法试件1 mm 4.27 ±1.75a -13.07 ±4.37a*2 mm 5.63 ±2.24a -9.46 ±3.25b*3 mm 4.19 ±2.07a -9.23 ±3.04b*
3 讨论
全瓷修复体因与天然牙色泽相近,且具有良好的生物相容性、抗腐蚀性和耐磨损性等优点,越来越受到广大牙科医师和患者的青睐。然而锆瓷冠脆性大、容易崩瓷,使其应用于后牙修复时受到了很大限制。因此学者们均致力于研究能降低瓷层表面残余应力的方法,以提高瓷层强度[8]。因瓷层内部必须要有相应的力量以平衡瓷层表面的残余应力,故其表面的残余应力越大,内部用于平衡的相应力量也就越大[9],表面就越容易崩瓷。
烧结程序完成后饰瓷内层降低到玻璃化温度(Tg)以下的速度取决于基底冠的材料及其导热性能,由于氧化锆基底冠在快速冷却过程中的导热性较差,使饰瓷内层的温度仍处于Tg以上,从而导致饰瓷内、外层的温度差异也较大,瓷层残余应力也随之增大[10],这样就增加了瓷层崩脱的可能性[7,11]。本实验采用的慢速冷却法不仅冷却速度为20℃/min,而且还在400℃时停留5 min,可确保全瓷冠移出至室温前其内外层的温度均在Tg以下,尽可能的减少了瓷层的残余应力。而且已有研究发现,慢速冷却法可以很好的提高极限载荷和抗折强度[12-13]。
本结果显示,快速冷却法1 mm组的残余应力明显高于2 mm和3 mm组(P<0.05),残余应力随着饰瓷厚度的增加而明显降低,但2 mm组与3 mm组间残余应力无统计学差异(P>0.05)。而慢速冷却法不同瓷厚度各组间均无统计学差异(P>0.05),表明饰瓷厚度对残余应力无明显影响。快速与慢速冷却法相比,不同瓷厚度各组间的残余应力均有统计学差异(P<0.05)。以上结果提示,在制作锆瓷冠时采用慢速冷却法较快速冷却法可明显降低其表面残余应力,从而降低其崩瓷率;若采用快速冷却法则应将饰瓷厚度控制在2 mm以上。
综上所述,冷却速度和饰瓷厚度均可明显影响锆瓷冠表面的残余应力。但是,采用本实验方法制作的锆瓷冠在患者口腔环境下的情况如何,还有待于进一步研究观察。
[1]Kelly J,Denry I.Stabilized zirconia as a structural ceramic:an overview[J].Dent Mater,2008,24(3):289-298.
[2]Al-Amleh B,Lyons K,Swain M.Clinical trials in zirconia:a systematic review[J].J Oral Rehabil,2010,37(8):641-652.
[3]Molin M,Karlsson S.Five-year clinical prospective evaluation of zirconia-based Denzir 3-unit FPDs[J].Int J Prosthodont,2008,21(3):223-227.
[4]Larsson C,Vult von Steyern P,Sunzel B,et al.All-ceramic two-to five-unit mplant-supported reconstructions.A randomized,prospective clinical trial[J].Swed Dent J,2006,30(2):45-53.
[5]Vult von teyern S,Jönsson O,Nilner K.Five-year evaluation of posterior all-ceramic three-unit(In-Ceram)FPDs[J].Int J Prosthodont,2001,14(4):379-384.
[6]Taskonak B,Borges GA,Mecholsky J,et al.The effects of viscoelastic parameters on residual stress development in a zirconia/glass bilayer dental ceramic[J].Dent Mater,2008,24(9):1149-1155.
[7]施海兰,胡书海,张磊,等.不同核心瓷与饰瓷厚度比对氧化锆双层瓷结构的影响[J].中国组织工程研究,2012,16(3):499-502.
[8]Asaoka K,Kuwayama N ,Tesk JA .Influence of tempering method on residual stress in dental porcelain[J].J Dent Res,1992,71(9):1623-1627.
[9]Choi J,Waddell J,Swain M.Pressed ceramics onto zirconia.Part 2.Indentation fracture and influence of cooling rate on residual stresses[J].Dent Mater,2011,27(11):1111-1118.
[10]Tholey M,Swain M,Thiel N.Thermal gradients and resid ualstresses in veneered Y-TZP frameworks[J].Dent Mater,2011,27(11):1102-1110.
[11]于婵媛,伊元夫唐旭炎.氧化锆全瓷叠层冠样结构应力分布的有限元分析[J].安徽医学,2011,32(8):1059-1061.
[12]Komine F,Saito A,Kobayashi K,et al.Effect of cooling rate on shear bond strength of veneering porcelain to a zirconia ceramic material[J].J Oral Sci,2010,52(4):647-652.
[13]Göstemeyer G,Jendras M,Dittmer MP,et al.Influence of the cooling rate on the zirconia/veneer interfacial adhesion[J].Acta Biomater,2010,6(12):4532-4538.
猜你喜欢
装备维修技术(2022年6期)2022-06-29 07:18:48
故事作文·低年级(2019年12期)2019-09-10 23:46:28
佛山陶瓷(2017年7期)2017-09-06 06:17:00
曲艺(2017年2期)2017-04-04 20:59:17
中华老年口腔医学杂志(2016年5期)2016-03-01 02:24:36
中国医疗美容(2015年1期)2015-07-12 10:05:51
中国医科大学学报(2015年10期)2015-03-01 02:09:53
中国当代医药(2015年8期)2015-03-01 02:01:45
中国医疗美容(2015年5期)2015-02-03 03:02:04
西南军医(2015年2期)2015-01-22 09:09:45