
SBS/PBMA在HPVC加工密封条中应用的研究
2014-11-02 14:16宋燕梅刘欢王海娇王贺云魏忠
石河子大学学报(自然科学版) 2014年3期
宋燕梅,刘欢,王海娇,王贺云,魏忠
(石河子大学化学化工学院/新疆兵团化工绿色过程重点实验室,石河子 832003)
高聚合度聚氯乙烯(HPVC)树脂是指平均聚合度在1700以上或其分子间具有微晶结构的聚氯乙烯(PVC)树脂,其中最常用的是平均聚合度为2500的HPVC[1-2]。与普通PVC相比,HPVC具有回弹性好、压缩永久形变小,耐磨、耐候、耐寒性优异以及增塑剂吸收能力更强等优点[3-4],适合用于汽车配件、密封材料、电线电缆和耐热、耐压软管等方面。
门窗密封条要求材料具有较高的回弹性,小的压缩永久变形,一定的力学强度,较好的耐老化、耐低温、耐水气、耐化学腐蚀性,用成本较高的橡胶材料可制备性能良好的密封条,如三元乙丙橡胶(EPDM)[5-7]等,但也存在制品不耐老化、不耐油、不易着色等缺点,且在加工过程中需要硫化,给加工带来一定困难。HPVC不仅能够满足以上门窗密封条要求,还具有一定的耐磨性和耐屈挠性,耐寒性优异。通过选取合适的配方,改性后的HPVC热塑性弹性体性能与EPDM接近,用其制得的橡胶密封条可满足标准要求,产品易着色、耐老化,生产工艺简单且成本较低,废料可重复加工利用,是近年来广泛应用的材料[8-9]。
HPVC虽具有以上优点,但存在韧性差、耐热性差等缺点而限制了其进一步的应用[10-11]。我们的前期工作中发现,聚合物互穿网络SBS/PBMA由于其特殊结构,拥有独特的贯穿、缠结结构,可提高高分子链相容性、使相结构微相化及增大相间结合力[12],并且兼有SBS和PBMA原有的功能特性,具有良好的力学性能,优异的耐老化性,以及与PVC良好的相容性等优点[13-15]。因此,本文研究SBS/PBMA聚合物互穿网络在HPVC加工密封条中的应用,期望通过流变实验和力学性能测试选取合适的配方,实现SBS/PBMA与HPVC两者性能上的互补,最终改善HPVC树脂的加工和力学性能,达到制备满足汽车用塑料密封条标准要求的密封材料的目标。
1 实验部分
1.1 试剂和药品
HPVC 树脂 (聚合度 2000、2500、3000、4000),新疆天业集团;邻苯二甲酸二辛酯(DOP),天津富宇精细化工有限公司,分析纯;铅盐热稳定剂,明鑫塑料助剂厂,工业级;硬脂酸,上海冠戈实业有限公司,分析纯;碳酸钙(CaCO3),新疆天业集团,工业级;丁苯橡胶/聚甲基丙烯酸丁酯互穿聚合物网络(SBS/PBMA),实验室自制。
1.2 流变性能测试
将HPVC树脂、增塑剂DOP、润滑剂硬脂酸和铅盐热稳定剂等按一定比例混合后,通过转矩流变仪 (上海科创橡塑机械设备有限公司、XSS-300)进行流变性能测试,测试温度160℃,转速45 r/min,加料量50 g。树脂的加工能力的难易程度可以通过熔融因数F来衡量,其计算公式[16]如下:

式(1)中:Tb为塑化扭矩,N·m;Ta为平衡扭矩,N.m;C为塑化时间,s。
由式(1)可知:熔融因数F值越大,物料的加工性能越好。
1.3 密封条的制备
按照配方将HPVC树脂、SBS/PBMA和其它助剂等放入高速混合机中搅拌至温度105℃出料,然后在双辊塑炼机上180℃条件下混炼6 min,再经平板硫化机热压冷却加工成2 mm厚的片材,最后按照GB/T 1040-1992软制品试样要求裁制成Ⅱ型试样,以供后续性能测试用。

表1 HPVC树脂配方(质量分数)Tab.1 HPVC blend formulations(mass fraction)
通过表1设计的配方,研究增塑剂DOP、填充剂碳酸钙和润滑剂硬脂酸对HPVC密封材料性能的影响,优化工艺配方,再将SBS/PBMA加入,加入量分别为 0、2、4、6、8、10%(质量分数), 使得最终的制品性能满足汽车用塑料密封条标准。
1.4 性能测试及标准
中华人民共和国汽车行业标准QC/T641-2005对密封材料的要求见表3。
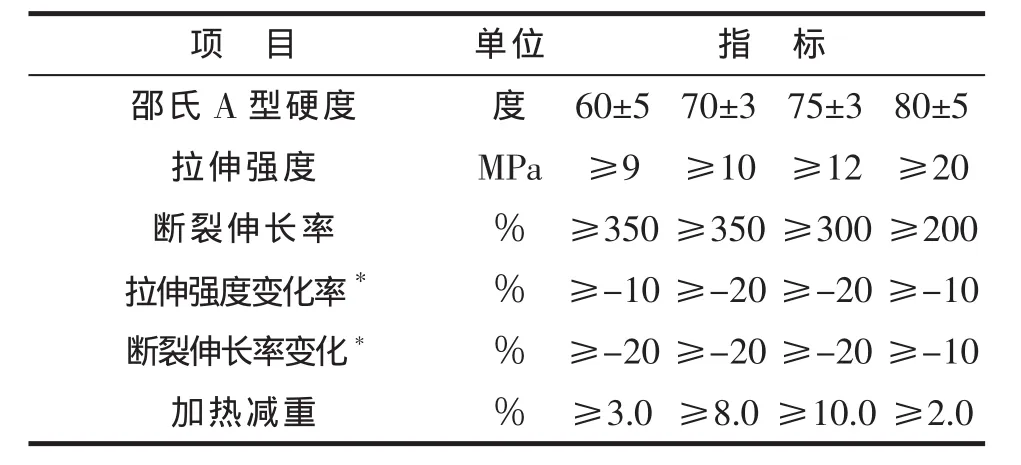
表2 密封材料性能Tab.2 Sealing material properties
邵氏硬度:按照国标GB 2411-2008通过A型邵氏硬度计(北京时代之峰科技有限公司、TH220)进行测试。
拉伸强度、断裂伸长率:按照国标GB/T 1040-1992使用万能材料试验机(英斯特朗、3300)进行测试,拉伸速度50 mm/min。
热空气老化测试:按照国标GB/T 7141-2008方法A进行测试,测试条件为100℃/72 h热空气老化试验装置 (上海蓝豹实验设备有限公司、BHO-401A)满足GB/T 11026.4-1999要求。
加热减重实验:按照国标GB/T 2914-2008方法A进行测试,即氯乙烯均聚和共聚树脂挥发物(包括水)的测试,以半小时为周期在(110±2)℃烘箱中加热,直至前后2次连续称量结果相差不大于0.005 g。
2 结果与分析
2.1 HPVC聚合度对流变性能的影响
选 用聚合 度 为 2000、2500、3000 和 4000 的HPVC树脂,DOP为30份,铅盐热稳定剂为2份,研究聚合度对HPVC流变性能的影响,结果见图1和表3。
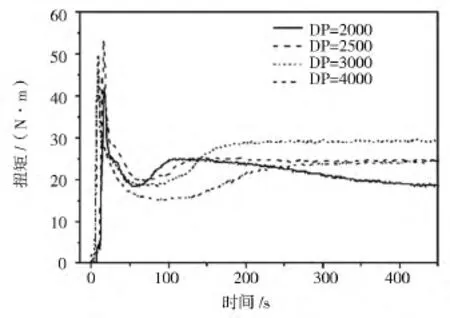
图1 不同聚合度HPVC的流变谱图Fig.1 The rheological spectrum diagram of HPVC for varying degree of polymerization
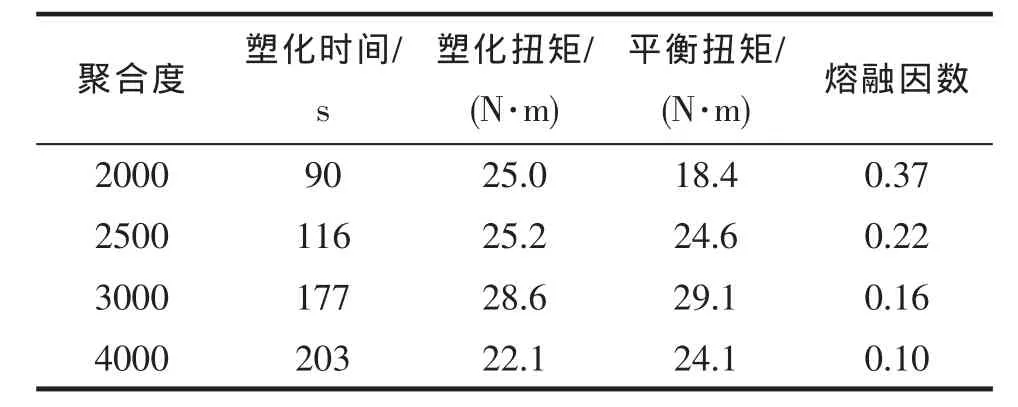
表3 不同聚合度对流变性能的影响Tab.3 The effect of rheology of HPVC for varying degree of polymerization
熔融因数F值越大,表明物料的加工性能越好。由图1和表3可以看出:随着聚合度的增加,塑化时间延长,平衡扭矩增大,熔融因子越小,树脂的加工性能越差。
这是由于随着PVC树脂聚合度增大,链微晶结构随之增加,在加工体系中起到物理交联点的作用,从而增大塑化扭矩和平衡扭矩;另外,HPVC随聚合度增加分子链越长卷曲性变大,无规分子链间的缠结点增多,因而分子链间滑移困难,这也是体系的加工性能变差的原因之一。
为了更好地提高HPVC加工性能,以下实验选取了塑化时间和平衡扭矩相对增加较小的聚合度为2500的HPVC进行研究。
2.2 增塑剂DOP用量对流变性能的影响
选用聚合度为2500的HPVC树脂,铅盐热稳定剂为2份,研究DOP用量对HPVC流变性能的影响,结果见图2和表4。
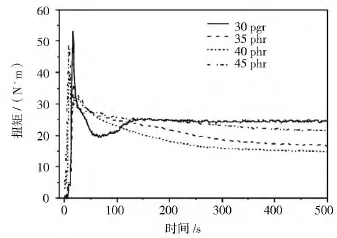
图2 不同DOP用量HPVC的流变谱图Fig.2 The rheological spectrum diagram of HPVC for varying DOP content
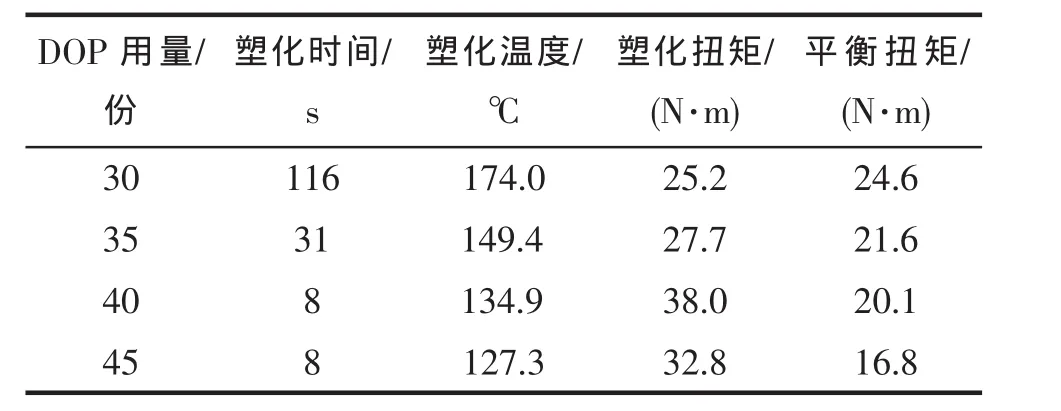
表4 不同DOP用量对HPVC流变性能的影响Tab.4 The effect of rheology of HPVC for varying DOP content
由图2和表4可以看出:随着DOP含量增加,塑化时间逐步下降,同时塑化温度、平衡扭矩都随之减小。这是因为DOP属于小分子的外增塑剂,与HPVC相比较,分子体积较小,因此在高温加热的条件下,DOP很容易进入到PVC分子链中,与PVC发生溶胀作用,加快PVC分子链之间的熔解[17]。
2.3 SBS/PBMA对流变性能的影响
选用聚合度为2500的HPVC树脂,铅盐热稳定剂为 2份,DOP为 40份,研究 SBS/PBMA对HPVC流变性能的影响,结果见图3和表5。
由图3和表5可知:(1)加入1份SBS/PBMA后,塑化时间明显增加。这是因为SBS/PBMA是一种兼具塑料和橡胶特性的热塑性弹性体,加入PVC中会增加粒子间的摩擦,加大对转子的阻力,使塑化时间增加。随着SBS/PBMA的添加量增加,塑化时间随之减小,SBS/PBMA具有增塑剂的作用,可以加快塑化。(2)SBS/PBMA的引入减小了塑化扭矩,即降低加工设备所需的传动功率,降低成本,但加入过多又会增加塑化扭矩和平衡扭矩。综合考虑,SBS/PBMA用量在2份时的流变性能最好。
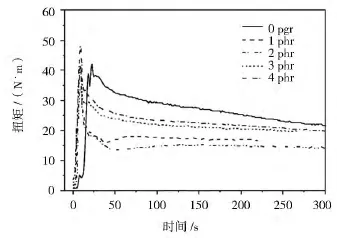
图3 不同SBS/PBMA用量HPVC的流变谱图Fig.3 The rheological spectrum diagram of HPVC for varying SBS/PBMA content
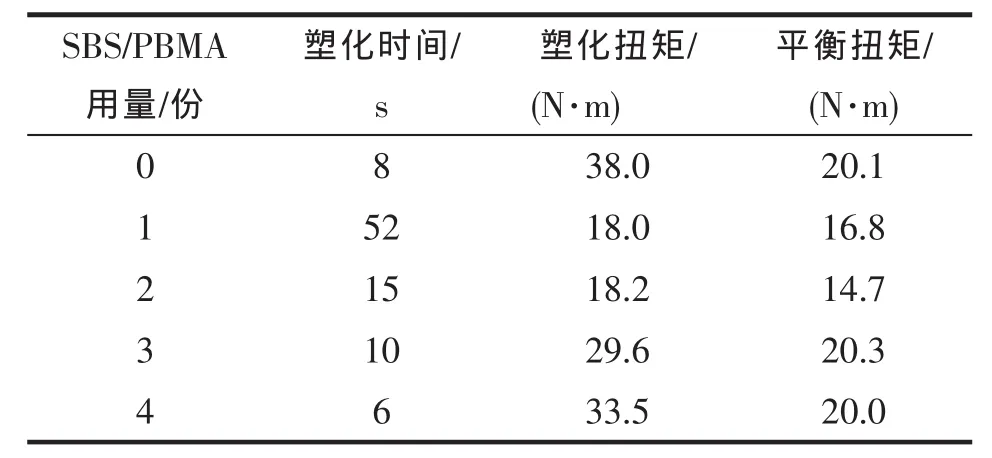
表5 不同SBS/PBMA用量对HPVC流变性能的影响Tab.5 The effect of rheology of HPVC for varying SBS/PBMA content
2.4 加工配方对HPVC密封材料性能的影响
研究了加入增塑剂DOP、填充剂碳酸钙和润滑剂硬脂酸对HPVC密封材料性能的影响,其结果见表 6至 8。
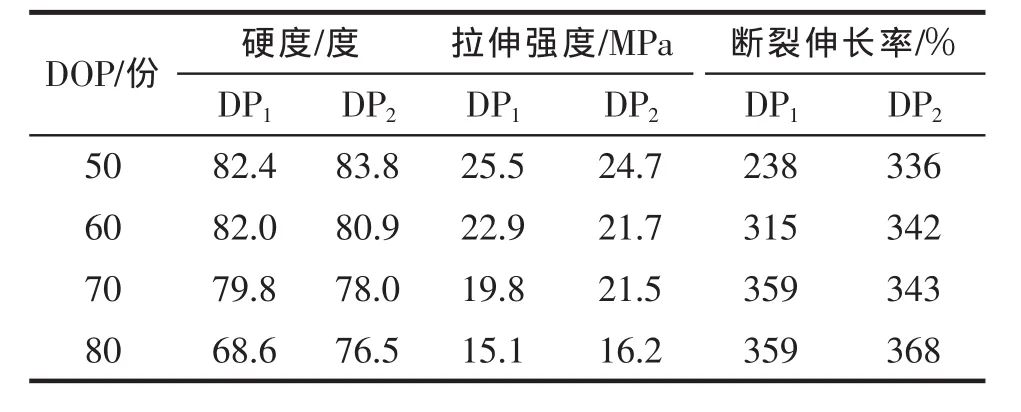
表6 增塑剂DOP对不同聚合度HPVC(DP1=2500,DP2=4000)共混材料性能的影响Tab.6 The effect on the degree of polymerization(DP2=2500,DP2=4000)of HPVC products Performance for varying plasticizers DOP content
表6显示,随着DOP用量的增加,制品硬度降低、拉伸强度降低,断裂伸长率增加。这是由于DOP作为小分子极性增塑剂,可以渗透到PVC链中,消弱PVC链间的作用力,使HPVC长链可以较为灵活移动,克服其固有的脆性而不改变PVC基体的化学性质,所以使得HPVC拉伸强度和硬度均下降[18]。
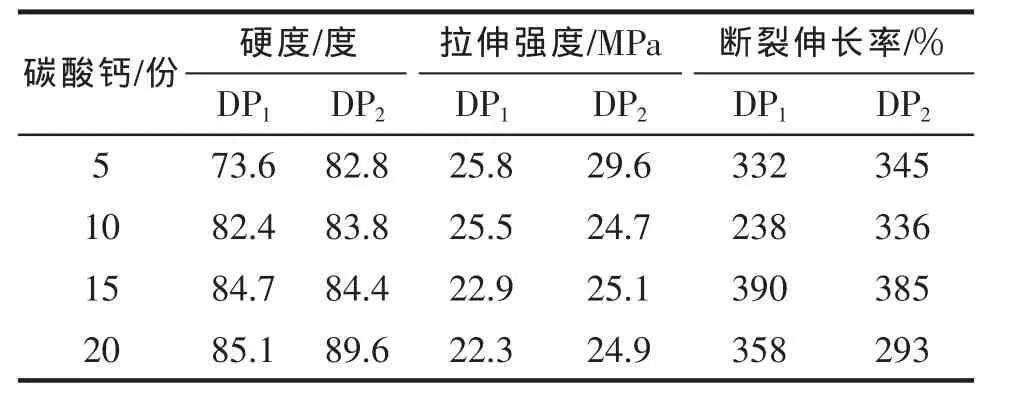
表7 填充剂碳酸钙对不同聚合度HPVC(DP1=2500,DP2=4000)共混材料性能的影响Tab.7 The effect on the degree of polymerization(DP=2500,DP2=4000)of HPVC products performance for varying Calcium carbonate filler content
表7显示,随着碳酸钙用量的增加,聚合度为(DP1=2500,4000)的 HPVC 硬度均增大,拉伸强度降低,适当的添加填充剂可以提高制品的刚性。而断裂伸长率变化不规律,有可能是由于加工设备混料不均匀造成的。

表8 润滑剂硬脂酸对不同聚合度HPVC(DP1=2500,DP2=4000)共混材料性能的影响Tab.8 The effect on the degree of polymerization(DP1=2500,DP2=4000)of HPVC products performance for varying Lubricant stearic acid content
表8显示,适量加入一些硬脂酸,可以辅助DOP增加PVC链的灵活性,增加制品的弹性,但不可过量。
结合表6至8可以看出,当增塑剂增加至80份时,2种PVC树脂制备制品的拉伸强度和断裂伸长率基本满足车用密封条的行业标准,但是硬度稍大,需要调整配方,碳酸钙的用量5份为宜。
2.5 SBS/PBMA用量对HPVC性能的影响
分别选用聚合度为2500和4000的HPVC树脂,加入5份铅盐热稳定剂,80份DOP,5份碳酸钙填料,研究SBS/PBMA用量对HPVC加工性能的影响,结果见表9。
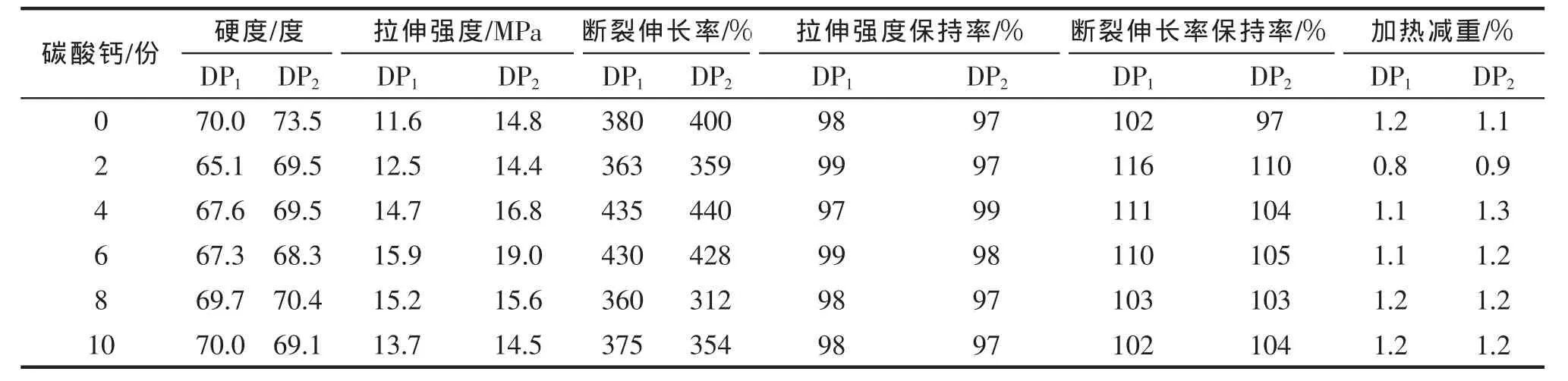
表9 SBS/PBMA用量对不同聚合度HPVC(DP1=2500,DP2=4000)制品力学性能的影响Tab.9 The effect on the degree of polymerization(DP1=2500,DP2=4000)of HPVC products Performance for varying SBS/PBMA content
由表9可知:(1)随着SBS/PBMA用量的增加,HPVC(DP1=2500)共混制品拉伸强度、断裂伸长率增加,硬度变化不大,这表明SBS/PBMA对PVC树脂具有增韧增强作用。(2)SBS/PBMA的加入量为2份时,HPVC(DP1=2500)共混制品就可以达到车用密封条的行业标准,继续增加,硬度变大。在100℃下进行72 h热空气老化后,拉伸强度增加,这是由于热空气老化后自然冷却,可以看做对PVC复合材料进行了退火处理,使其内部结晶性更好。同时,SBS/PBMA对HPVC(DP2=4000)树脂的影响与HPVC(DP1=2500)树脂一样,只是其硬度较大,基本满足车用密封条行业标准。
3 结论
(1)不同聚合度PVC和不同增塑剂、SBS/PBMA加入量对HPVC流变性能具有一定的影响,PVC树脂聚合度越大,加工性能越差;增塑剂DOP可以减小塑化时间,降低塑化温度和平衡扭矩;改性剂SBS/PBMA具有一定的增塑效果,而且可以降低塑化扭矩和平衡扭矩。
(2)采用压制成型工艺,得到最佳制备车用密封条的工艺配方为:DOP加入量为80份、碳酸钙加入量为5份,SBS/PBMA加入量为2份时,所得的制品满足车用密封条行业标准。
[1]任强,孙春燕,代振宇.高聚合度PVC与丁腈橡胶共混物的微观结构[J].合成树脂及塑料,2007,24(5):65-68.
[2]刘运学,滕飞,范兆荣.聚氯乙烯/热塑性弹性体共混增韧的研究进展[J].高分子通报,2011(11):20-26.
[3]Liang B,Ji J M,Hong X D,et al.Preparation and Applications of Compatibilizer in HPVC/EPDM[J].Advanced Materials Research,2011,328:1632-1635.
[4]隋宝勋,张雪梅,贾鑫.VCM单体滴加速率对高聚合度PVC性能的影响[J].石河子大学学报:自然科学版,2013,31(2):220-223.
[5]付文波.适用于高档汽车密封条的三元乙丙橡胶技术开发[D].上海:华东理工大学,2011.
[6]Liang B,Ji J M,Hong X D.Study on Mechanical Properties of EPDM/HPVC Prepared by Dynamic Vulcanization[J].Advanced Materials Research,2011,299:751-754.
[7]王福成,白鸿博.动态硫化EPDM/高聚合度PVC热塑性弹性体力学性能的研究[J].当代化工,2010,39(2):138-140.
[8]任金华.高聚合度PVC树脂在门窗密封条中的应用[J].聚氯乙烯,1997(6):26-27.
[9]张国锋,肖娜.高聚合度聚氯乙烯树脂的生产及应用研究进展[J].广州化工,2012,40(1):22-24.
[10]Liang B,Ji J M,Hong X D.Study on Mechanical Properties of EPDM/HPVC Prepared by Dynamic Vulcanization[J].Advanced Materials Research,2011,299:751-754.
[11]段景宽,江文斌,邵双喜.互穿网络聚合物研究及其应用进展[J].工程塑料应用,2010,38(7):40-44.
[12]潘文军,高峻,雷景新.硬质聚氯乙烯的热老化性能研究[J].西南民族大学学报:自然科学版,2009,35(3):559.561
[13]刘欢,魏忠.聚甲基丙烯酸丁酯纳米粒子乳液的制备工艺[J].石河子大学学报:自然科学版,2013,31(3):382-386.
[14]刘欢.互穿网络SBS/PBMA的合成及其在聚氯乙烯力学改性、加工中的应用研究[D].石河子:石河子大学,2013:38-51.
[15]Wang Z C,Liu H,Hou H,et al.Preparation of IPNs SBS/PBMA-b-PMA and Effect of Compatibility with PVC[J].Advanced Materials Research,2011,320:97-102.
[16]王金明.PVC混合料加工性能的研究[J].聚氯乙烯,2003(1):37-40.
[17]Tabb D L,Koenig J L.Fourier transform infrared study of plasticized and unplasticized poly(vinyl chloride)[J].Macromolecules,1975,8(6):929-934.
[18]Ye J,Liu S,Xiang J,et al.Preparation and application of triglyceride plasticizers for poly(vinyl chloride)[J].Journal of Applied Polymer Science,2013,129(4):1915-1921.
猜你喜欢
时代汽车(2022年22期)2022-11-22
中国造纸(2022年3期)2022-07-21
橡塑技术与装备(2022年5期)2022-05-17
食品与发酵工业(2021年14期)2021-08-02
北京汽车(2020年6期)2021-01-04
中国塑料(2019年6期)2019-06-26
中国塑料(2017年2期)2017-05-17
中国塑料(2016年2期)2016-06-15
造纸化学品(2015年4期)2015-11-04
橡胶工业(2015年3期)2015-07-29
