
加纳某碳酸锰矿石两段浸出试验研究
2014-10-24 03:02:42周晓艳汝振广王雪婷刘闺华潘涔轩
湿法冶金 2014年4期
周晓艳,汝振广,王雪婷,刘闺华,潘涔轩
(中国环境科学研究院 清洁生产中心,北京 100012)
目前,我国绝大部分电解锰企业均以碳酸锰矿石为主要原料,但我国锰矿资源贫乏,矿石品位低,一般为13%~18%。随着国内碳酸锰矿资源的日渐枯竭,从国外进口高品位碳酸锰矿石已越来越多[1]。从加纳进口的碳酸锰矿石锰品位为28%左右,杂质含量低,非常适合生产电解锰[2]。从该矿石中浸出锰,虽然总浸出率可以达到93.99%,但对设备要求高,能耗较大,较难实现大规模生产[2];而采用传统的一段酸浸工艺,锰浸出率较低,浸出渣中其他重金属元素的存在对环境亦有一定威胁[3-4]。
目前,两段浸出工艺在锌生产中已得到应用,但在电解锰生产中的应用和研究还比较少。从锰渣中回收锰主要是回收水溶性锰(即MnSO4)[5-9],而其他大量可浸出锰,如碳酸锰,未得到有效回收。现有研究[10-11]表明,采用两段浸出工艺回收锰渣中的锰是可行的。试验研究了采用两段浸出工艺从加纳某碳酸锰矿石中浸出锰,以期为从同类矿石中高效回收锰提供参考依据。
1 试验部分
1.1 材料及设备
试验所用加纳碳酸锰矿石粉(100目)取自湖南花垣县东方锰业有限公司,其主要物相组成见表1。矿石主要成分为碳酸锰,其次是三氧化二锰,还有少量二氧化锰和硅酸锰。

表1 加纳某碳酸锰矿石中各种形态锰的质量分数
试验所用试剂有浓硫酸、浓硝酸、浓磷酸、浓盐酸、高氯酸、六水合硫酸亚铁铵、重铬酸钾、氢氧化钠、甲基红和氮-苯代邻氨基苯甲酸等,均为国产、分析纯。
试验设备有2L玻璃反应釜(BILON),恒速搅拌器(BILON),温度控制系统(德国 Huber),AL104型电子天平(梅特勒-托利多),DW100型超纯水机(上海和泰仪器有限公司),DHG-9123A型电热恒温鼓风干燥箱(北京北方利辉试验设备有限公司),DK-98-Ⅱ型电子调温万用炉(天津市斯泰特仪器有限公司)。
1.2 试验方法与工艺流程
一段酸浸:按一定液固体积质量比和矿酸质量比,将锰矿石粉、超纯水和浓硫酸加入到2L玻璃反应釜内,控制温度为41℃,浸出2h后冷却、过滤,测定滤液中锰质量浓度、残酸质量浓度及溶液体积,残渣烘干并测定总锰和硫酸锰质量分数,计算锰浸出率。
二段酸浸:按固液质量体积比1∶6,将烘干的一段酸浸渣和模拟锰电解阳极液(用硫酸和蒸馏水配置)加入到2L玻璃反应釜内,控制温度一定并恒温浸出2h后冷却、过滤,测定滤液中锰质量浓度、残酸质量浓度及滤液体积,残渣酸浸渣烘干并测定总锰和硫酸锰质量分数,计算酸浸渣锰浸出率及矿石锰浸出率。
1.3 分析方法
渣中总锰采用GB/T1506—2002方法测定。
渣中水溶锰的测定:称取烘干至恒重的酸浸渣3.0g,置于250mL烧杯中,加入50mL蒸馏水,搅拌至硫酸锰充分溶解,过滤后用少量蒸馏水洗涤滤渣,收集滤液并定容至100mL,测定水样中锰质量浓度,计算酸浸渣硫酸锰质量分数。
2 试验结果与讨论
2.1 一段酸浸
一段酸浸条件:温度41℃,搅拌速度60 r/min,浸出时间2h,用浓硫酸浸出。浸出渣组成及锰浸出率见表2。
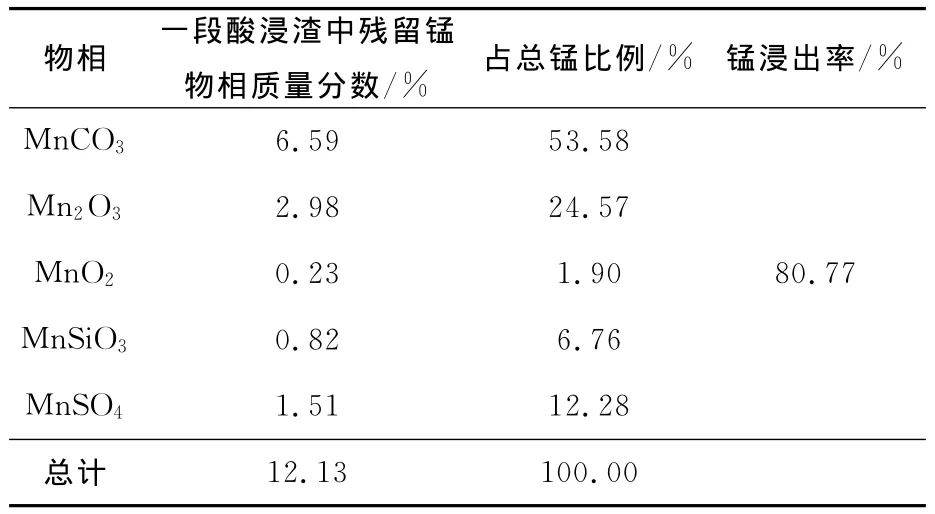
表2 一段酸浸渣中各种形态锰的质量分数及浸出率
与矿石中各种形态锰质量分数相比[2],大部分碳酸锰和少部分三氧化二锰、氧化锰被浸出,但锰浸出率较低,仅有80.77%,酸浸渣中锰质量分数仍高达12.13%(以 Mn计),而且其中未浸出锰占酸浸渣质量10.62%,占酸浸渣中总锰质量87.72%。未浸出锰主要为碳酸锰,占酸浸渣6.59%,占总锰53.58%;其次是三氧化二锰,占酸浸渣2.98%,占总锰24.57%。
2.2 二段酸浸
2.2.1 温度对锰浸出率的影响
在电解锰生产中,电解阳极液的温度为40℃左右,因此试验选择温度范围为40~80℃。温度对锰矿石及锰矿石酸浸渣中锰浸出率的影响试验结果如图1所示。
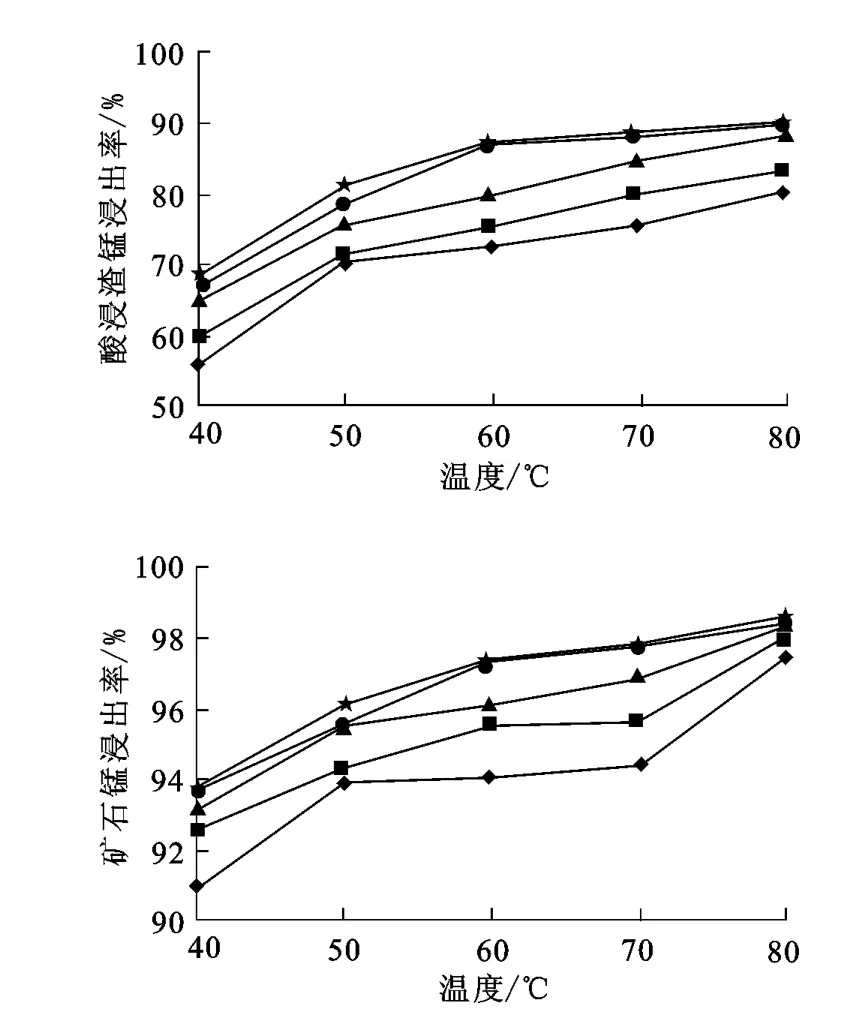
图1 温度对锰浸出率的影响
从图1看出:温度对酸浸渣的锰浸出率影响较大,锰浸出率随温度升高而升高,这是由于较高的温度能改善锰离子在固液两相中的传质效果,同时也促进碳酸锰与H+的反应速率;低速搅拌(<150r/min)条件下,温度的影响更为显著,而高速搅拌条件下,温度升至60℃以后,酸浸渣的锰浸出率变化趋于平稳,变化不大;温度对矿石总锰浸出率影响较大,在一定搅拌速度下,温度升高,锰浸出率增大。
2.2.2 搅拌速度对锰浸出率的影响
搅拌速度对酸浸渣锰浸出率和矿石锰浸出率的影响试验结果如图2所示。可以看出:提高搅拌速度可以有效提高酸浸渣的锰浸出率,但提高幅度随温度升高而降低;低温(40~50℃)条件下,搅拌速度由70r/min升至180r/min,锰浸出率提升显著,而高温条件下,搅拌速度超过150 r/min以后,锰浸出率变化不大;搅拌速度对矿石总锰浸出率也有明显影响,在温度40℃条件下,搅拌速度从70r/min提高到180r/min,锰总浸出率从90.89%提高到93.78%,而在80℃条件下,锰总浸出率仅从97.4%提高到98.53%,变化不大。

图2 搅拌速度对锰浸出率的影响
2.2.3 浸出时间对锰浸出率的影响
搅拌速度150r/min,不同温度下浸出2h;在温度60℃下,以不同搅拌速度浸出2h。浸出时间对酸浸渣中锰浸出率的影响试验结果如图3所示。可以看出:随反应时间延长,溶液中锰离子浓度逐渐升高,表明锰浸出率逐渐增大;浸出前20 min,溶液中锰离子质量浓度提高很快;20min后,锰离子质量浓度增长缓慢。在搅拌速度150 r/min、低温(图3(a),40℃和50℃)条件下浸出100min后,锰离子质量浓度的变化趋于平稳,反应接近平衡;而高温(图3(a),50℃以上)条件下浸出80min后,锰离子质量浓度变化不大,表明反应达到平衡。在60℃条件下,低搅拌速度(图3(b),<150r/min)下浸出100min后,锰离子质量浓度变化不大,反应接近平衡;高搅拌速度(图3(b),150、180r/min)下浸出80min,浸出反应达到平衡。因此,对于锰矿石一段酸浸渣,用锰电解阳极液二段浸出时,在浸出温度60℃、搅拌速度150r/min条件下浸出80min,浸出效果最好。

图3 不同温度(a)和搅拌速度(b)条件下浸出时间对酸浸渣锰浸出率的影响
3 结论
加纳某锰矿石经一段酸浸,锰浸出率仅为80.77%,可以用锰电解阳极液进一步浸出。试验结果表明,在温度60℃、搅拌速度150r/min、浸出时间80min、液固体积质量比6∶1条件下,对一段酸浸渣用锰电解液进行二段浸出,锰总浸出率可达96.59%。考虑到传统一段酸浸渣的量较大,二段浸出所需浸出剂的量也较大,而通过提高温度及搅拌速度加快锰的浸出能耗较高,不利于在电解锰企业推广,因而实际生产中的第二段浸出可在40℃、搅拌速度70r/min条件下浸出2 h,此条件下,锰总浸出率为90.89%。
[1]徐鸣哲.中国锰矿石贸易供需现状及趋势[J].国际经济合作,2011(4):78-81.
[2]周晓艳,潘涔轩,张玉秀,等.从加纳某碳酸锰矿石中浸出锰的试验研究[J].湿法冶金,2013,32(1):24-26.
[3]Duan N,Fan W,Changbo Z,et al.Analysis of Pollution Ma-terials Generated From Electrolytic Manganese Industries in China[J].Resources,Conservation and Recycling,2010,54(8):506-511.
[4]喻旗,罗洁,涂文忠.电解金属锰生产的污染及其治理[J].中国锰业,2006,24(3):42-45.
[5]刘作华,李明艳,陶长元,等.从电解锰渣中湿法回收锰[J].化工进展,2009,28(S1):166-168.
[6]范丹,邓倩,熊利芝,等.从电解锰渣中提取金属锰[J].吉首大学学报:自然科学版,2012,23(1):94-97.
[7]刘闺华,潘涔轩,朱克松,等.电解金属锰渣滤饼循环逆流洗涤试验研究[J].中国锰业,2010,28(2):36-38.
[8]杜兵,周长波,曾鸣,等.回收电解锰渣中的可溶性锰[J].化工环保,2010,30(6):526-529.
[9]陆建平,马柳军,黄彦明,等.聚环氧琥珀酸对锰渣中锰的萃取研究[J].环境科学与技术,2011,34(8):101-103.
[10]孟小燕,蒋彬,李云飞,等.电解锰渣二次提取锰和氨氮的研究[J].环境工程学报,2011,5(4):903-908.
[11]王星敏,徐龙君,胥江河,等.电解锰渣中锰的浸出条件及特征[J].环境工程学报,2012,6(10):3757-3761.
猜你喜欢
科学大众(2023年17期)2023-10-26 07:38:56
矿山安全信息(2022年14期)2022-11-24 22:08:31
小天使·二年级语数英综合(2021年5期)2021-07-11 10:58:35
云南化工(2021年4期)2021-06-15 06:06:20
中国金属通报(2020年20期)2020-03-27 07:19:52
山东化工(2020年16期)2020-02-20 19:52:22
环境保护与循环经济(2017年6期)2018-01-22 02:57:31
中学化学(2017年2期)2017-04-01 08:51:54
河北地质(2016年2期)2016-03-20 13:52:04
无机化学学报(2014年7期)2014-02-28 17:32:10
