
转炉炉内“喷爆”原因分析及预防对策
2014-10-13 03:15:22吴湧涛黄志强熊永平尹振江
河南冶金 2014年4期
吴湧涛 黄志强 熊永平 尹振江
(方大特钢科技股份有限公司)
0 前言
转炉是炼钢的容器和冶炼发生器皿,铁水、废钢、生铁、造渣材料、护炉材料、含铁物质、氧气等在转炉内激烈反应进行冶炼,控制不当时炉内反应的激烈程度大于转炉容器“容忍”的空间,即刻发生“喷爆”,炉内材料高温熔融物、气体从炉口,或炸开炉体薄弱部位“飞”出,巨大的“气浪”冲击和高温熔融物的伤害,造成设备损坏和人员伤亡,形成事故。因此,对“喷爆”事故进行分析,查找事故原因,制定防范措施具有极其重要的意义。
1 转炉炼钢系统构成
1.1 转炉冶炼工艺流程
转炉冶炼分为五步:①通过行车将铁水、废钢、生铁等原料加入转炉;②转炉降氧枪供氧吹炼,期间通过炉顶料仓加入造渣等材料;③倒炉倒渣、取样、测温等;④转炉出钢脱氧合金化处理;⑤溅渣护炉。转炉冶炼工艺流程如图1所示。
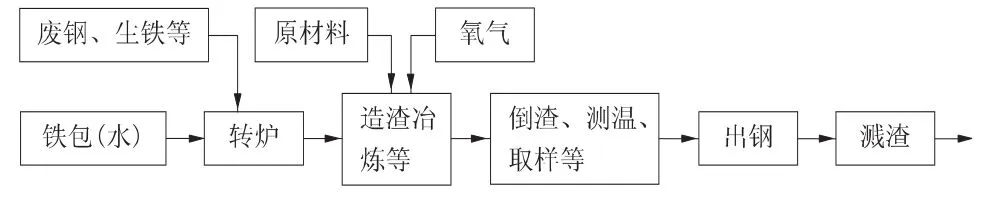
图1 转炉冶炼工艺流程
1.2 转炉炼钢流程构成要素
构成转炉冶炼的要素有:转炉炉体,转动炉子的传动机构,铁水、生铁、造渣料等原材料,加入原材料的行车,倒渣的炉口、密封炉口的烟罩、烟道、承重转炉的托圈、下料管等水冷件及其水冷系统,氧枪及供氧系统。这些要素的关联关系如图2所示。
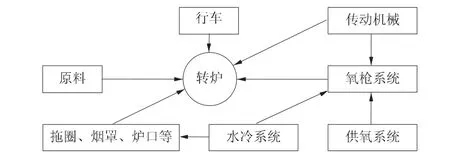
图2 转炉炼钢构成要素关联示意图
2 转炉炉内“喷爆”事故机理
转炉炼钢是一个高温的物理化学反应过程,整个工艺过程都在高温状态下进行。
转炉炉内“喷爆”主要是气体瞬间膨胀或大量气体产生,炉内没有空间或及时“泄压”,气体从炉口或薄弱部位,附带炉渣、金属等高温熔融物冲出炉体,形成事故。一般气体有两类,一类是CO,一类是蒸汽。
转炉内,由于氧气流股对容池的冲击,以及脱碳反应产生大量CO气体逸出,造成炉渣及金属液的飞溅是不可避免的,正常情况下,这种飞溅的高度不会超出炉口,当脱碳速度达到0.4%/min ~0.6%/min时(正常情况是0.20%/min ~0.25%/min),短时内产生大量的CO,每秒钟向炉口排出其体积为钢液体积3~4倍的CO气体,气体具有较大的动能,可将炉渣及金属液喷出炉外[1]。
转炉内,原材料水份含量高、封闭器皿带水、水冷设备漏水等原因造成水入高温转炉内,水瞬间加热成蒸汽,体积随温度迅速膨胀,经计算:仅500 g水被加热到1600℃时,水蒸气压力会突然升高到853.8 MPa[2],巨大的蒸汽压力变为动能,将覆盖蒸汽的和周围的炉渣、金属向低压方向“泄压”,形成爆炸。
3 转炉炉内“喷爆”事故分类及原因分析
根据转炉炉内“喷爆”机理可知,形成事故的动能有CO和水蒸气两种介质,但产生这两种介质的要因有以下五个方面,这五个方面也是转炉炉内“喷爆”事故的五个分类。
3.1 原材料不合格引起“喷爆”
原材料潮湿和原材料中有密封器皿是原材料引起“喷爆”的主要原因,当潮湿原材料和密封器皿加入转炉时,原材料水分、密封器皿内水份或气体,在转炉内经高温瞬间变成气体,迅速膨胀并带动炉内材料涌出炉体引起“喷爆”事故。
原材料不合格主要有两种,一种含水量高不合格,一种C含量超过要求不合格。生铁潮湿,废钢密封器皿(主要内含水)潮湿,造渣材料、护炉材料、冷却剂等水分高加入转炉,不可避免地高温气化膨胀,严重引起“喷爆”事故,此为前一种材料水分不合格引起事故;有的原材料有C要求,若超标入炉,一方面碳与氧快速形成C、O反应生成CO气体,或碳与炉渣中高FeO激烈反应生成CO气体,熔池内脱碳反应的不均匀性而突发性脱碳,可能引发“喷爆”事故。另一方面原材料C高还可能引发其它设备事故,如:加入转炉内的冷却剂污泥球碳含量过高,碳氧化产生的CO浓度积达到一定时,风机与污泥球粉末摩擦产生火花,造成风机内CO与空气中的氧气发生剧烈反应,导致风机爆炸事故[3],此为后一种材料C含量不合格引起事故。
3.2 操作不当引起“喷爆”
操作不当引起的“喷爆”分两种,一种是转炉冶炼(供氧)过程发生的“喷爆”,另一种是非冶炼过程发生的“喷爆”。
冶炼过程发生的“喷爆”常指严重的“喷溅”。“喷溅”是顶吹转炉操作过程中经常见到的一种现象,分爆发性喷溅、泡沫性喷溅和金属喷溅[4]。喷溅产生初始,只有少量的炉渣、金属、气体“逸出”,一时得不到控制,喷溅加剧,瞬间大量的炉渣与金属熔融物、气体“爆出”炉外,甚至将炉帽、烟罩等炸开,形成“喷爆”事故。操作不当引起的“喷爆”,不仅飞溅的炉渣、金属产生伤害事故,还会损伤炉帽、烟罩、水冷炉口等设备,使冷却水进入炉内,引起“喷爆”。
非冶炼过程发生的“喷爆”常发生在留渣操作或倒渣不净时,高氧化性炉渣遇兑入的铁水,渣中高“FeO”与铁水中“C”激烈反应,瞬间生成大量的“CO”引发“喷溅”;另外,双渣法炼钢,高FeO含量的炉渣进入脱碳期,剧烈的C、O反应产生的CO气体在倒炉时“涌”出炉口,会产生“喷爆”事故;转炉更换新炉衬砌筑时砖膨胀缝未掌握好,或开新炉生产前新炉衬烘烤不够,倒炉时炉衬坍塌,或潮湿炉衬水分气化膨胀,也会形成“喷爆”事故。
操作不当主要是对规程、规章、制度不熟悉执行不到位或违章作业引起。
3.3 设备漏水引起“喷爆”
转炉炼钢离不开水,很多设备需要水来冷却,但又惧怕水,而怕就是怕设备漏水。设备漏水有两方面因素,一是设备质量问题或寿命超期引起的漏水,二是操作不当造成的设备漏水。
氧枪、氧枪孔、下料管、烟罩、罩裙、烟道、水冷炉口、托圈等水冷设备因为存在质量问题或者延期寿命使用,均可能发生设备漏水,而水进入转炉炉内,经高温瞬间蒸发成气体,得不到及时排出,迅速膨胀涌出炉体引起“喷爆”事故;还有这些水冷设备,由于操作失误,烧蚀、急冷急热、冷却不足、不均,机械挤压等伤害设备致其漏水,水质不当最终也会伤害水冷设备造成设备漏水,漏水进入转炉内,均可能会引起“喷爆”事故。
设备漏水是设备事故,而漏水进入转炉内,才可能引发“喷爆”,形成安全事故。
3.4 工艺不完善引起“喷爆”
制定的转炉原材料标准、生产方法、操作规程、设备规程不合理(或不完善)等引起的“喷爆”,统称为工艺(不合理、不完善)引起“喷爆”。工艺不合理、不完善主要是指规程、规章、制度、规范、要求的缺失和不合理、不完善,在原材料、生产流程、生产操作、设备操作、新工艺、新技术、新设备、新材料等方面,由于认识不够、时间的变化、环境的改变、人员的变换、方法的不同等都可能使得规程、规章、制度、规范、方法等在制定时缺失内容,或因时、因地、因人、因物、因法而失效,或系统不完整不合理,这些(方面)的不足,不能及时发现、改进,就可能酿成事故。
工艺不完善表象是文件不完善,根子是制定文件的人,没有动态的管理文件,确保文件有效。
3.5 综合因素引起“喷爆”
上述两种或两种以上因素引起的“喷爆”,称为综合因素引起“喷爆”,是一种或两种因素不当延伸或诱发另一因素问题或事故,甚至传递到第三因素问题或事故,再引发“喷爆”事故。
随着安全工作的进步,职工安全意识的提高,单个因素引起的“喷爆”事故减少,但事故危害轻的操作抱着侥幸心理还存在,如此使得危害在下个因素叠加或引发事故。
4 “喷爆”事故预防措施
安全贯穿于生产的全过程,是针对生产中的一切人、物(材料、设备)、环境、方法、计量等的状态进行管理与控制,是一种动态管理。结合“喷爆”事故机理及事故原因分析,制定“喷爆”事故的预防措施,要从以下五个方面入手,完善文件、动态管理,形成有效的安全管理机制。
4.1 建立完善的原材料标准与检验、判定、信息传递、入炉工艺等预防制度
在原材料方面,废钢、生铁要避雨堆放,避免潮湿入炉,特殊情况使用,采取转炉先加废钢再兑铁水工艺及其在安全预警制度下实施;废钢含密闭器皿必须挑除,不准入炉;造渣材料、护炉材料、冷却剂等原材料必须制定水分等要求,特殊情况要使用,严禁多个超标材料同时使用,并要求必须有预案指导操作(规定材料使用时间、地点、数量、方法、监督等);建立完善的原材料检验、判定、结果传递、入场、入炉工艺等规范。
4.2 严格操作制度
在操作方面,主要控制的就是违章操作。这方面依靠的是健全的规程、规章、制度、规范、要求,班组、车间、厂级、部门等定期和不定期的安全检查,及时、有效涵盖规程、规章、制度、法律法规、安全意识等的培训,奖惩严厉的激励机制等基础管理来保证。
根据常见的“喷爆”事故,应严格:转炉砌炉制度、新炉烘烤制度、装料制度、冶炼操作供氧和加料制度、终点控制(终渣和留渣)制度、溅渣制度等制度的执行;重点控制砌炉的膨胀缝,新炉烘烤时间、方法,铁水与废钢生铁的不同工艺的加入顺序,冶炼渣中FeO控制,氧枪枪位高低,终点温度和炉渣氧性,炉衬侵蚀等关键控制要素。
在操作上还需采取一些监控手段,炉壳关键部位测温监控、氧枪防坠落装置、氧枪枪位班班测量、炉底测量等,有条件的可以上炉衬测厚仪、转炉冶炼音频化渣仪等监测设备。
4.3 设备计量监督、连锁控制,制定严格的设备三大规程和可控的设备寿命管理
在设备方面,主要指水冷件设备防止“漏水”和“被漏水”。首先对氧枪、氧枪孔、下料管、烟罩、罩裙、烟道、水冷炉口、托圈等水冷设备实施水温、水压、水量差计量监控,实现与炼钢连锁控制,异常参数拒绝炼钢;主要水冷件不允许封“点”炼钢,个别水冷件不封“点”生产要有规范;制定全面的氧枪、氧枪孔、下料管、烟罩、罩裙、烟道、水冷炉口、托圈等水冷设备的操作、维护(点检)、检修三大规程;加强设备寿命管理和检修质量管理,防止无序延长寿命和不合格的检修、维修质量发生;建立设备寿命末期的操作制度,动态跟踪、操作、控制寿命末期的设备;对设备冷却水质量(成分指标、流量、压力要求)要动态跟踪、控制;特别重要的是对上述的水冷设备要制定事故预案和进行预案预演。
目前,钢厂较为突出的难点是设备寿命管理。设备寿命不能单纯看设备在线运行时间,是设备在设计、制作质量、进厂验收、安装质量、过程监控、小修、维修质量、操作规范、管理等多方面的综合体现,建立设备全寿命周期管理系统,对设备的全过程状态进行监控,是目前较为推行的方法。
4.4 规范“四新”工艺技术,实效评价、修改文件
在工艺方面,推行“四新”技术时,应组织专业技术人员对规程、规定、制度等文件评价,避免在制定安全防护措施前论证不全面、细致,安全操作规程、技术操作规程、设备操作规程、作业指导书等操规制定有缺失;其次,要定期或不定期重新评价、审定规程、规定、规章、制度等文件,评定时,要避免组织人员不全,没有收集各部门、多操作工的意见,文件修改“走形式”。工艺方面要避开这两项做法。
4.5 加强现场信息沟通
现场瞬息万变,信息量很大。现场是根据信息作业,缺乏信息,必会造成盲目作业,违章生产,因此要加强现场的信息沟通,特别是异常信息的传递。要充分发挥班前、班后会的信息传递作用,借助对讲机、电话、计算机、大屏显示等信息传递手段共享信息,依靠现场语言、肢体沟通,及互相监督,实现信息正常、有效传递。
5 结束语
转炉炉内“喷爆”是由CO、水蒸气两种介质的高动能“做功”产生,可分为原材料不合格引起“喷爆”、操作不当引起“喷爆”、设备漏水引起“喷爆”、工艺不完善引起“喷爆”、综合因素引起“喷爆”五类。根据各类事故的机理深入分析了事故的原因,制定了“建立完善的原材料标准与检验、判定、信息传递、入炉工艺等预防制度;严格操作制度执行;实施设备计量监督、连锁控制,制定严格的设备三大规程和可控的设备寿命管理;规范“四新”工艺技术,实效评价、修改文件;加强现场信息沟通”五项防范措施,具有一定的借鉴意义。
[1] 吴勉华.转炉炼钢500问.北京:中国计量出版社,1992:152-154
[2] 王雅贞,李承祚,等.转炉炼钢问答.北京:冶金工业出版社,2003:347-348
[3] 李新林,申斌,王三忠.转炉一次除尘风机爆炸原因分析与对策.河南冶金,2013,21(4):38-40.
[4] 王雅贞,张岩,张洪文,等.氧气顶吹转炉炼钢工艺与设备.北京:冶金工业出版社,1983:124-125.
猜你喜欢
时代汽车(2022年16期)2022-08-09 09:27:36
鞍钢技术(2021年6期)2021-12-10 05:30:32
交通科技与管理(2021年13期)2021-09-10 22:16:43
山东冶金(2020年4期)2020-09-04 05:13:34
山西冶金(2020年4期)2020-02-17 02:11:43
装备制造技术(2019年12期)2019-12-25 03:05:52
中国诗歌(2019年2期)2019-11-15 03:14:41
世界有色金属(2019年5期)2019-05-27 11:45:38
电子制作(2018年23期)2018-12-26 01:01:28
中国三峡(2016年11期)2017-01-15 14:00:08
