
430不锈钢连续浇铸过程连铸坯等轴晶率的变化规律
2014-10-13 03:15王志军
河南冶金 2014年4期
王志军
(山西太钢不锈钢股份有限公司)
0 前言
随着国际和国内市场镍价的持续波动,国内不锈钢市场以铬代镍呈现出增长趋势,其中430铁素体不锈钢的需求增长最快。430不锈钢作为高等级用途的不锈钢,多用于装饰、厨具、造币等行业。430不锈钢制品对材质表面质量的要求十分苛刻,实际使用过程中,经常出现制品表面起皱的缺陷,导致废品率加大。430不锈钢铬含量大于16%,在凝固时不发生相变,一直保持着铁素体的组织结构,晶粒长大过程中无相变对柱状晶起阻碍作用,从而造成其柱状晶比较发达,等轴晶比例偏低。生产实际和试验结果已经表明,提高430不锈钢连铸坯等轴晶率是改善430不锈钢制品表面起皱现象的关键[1-2]。笔者通过对430不锈钢连续浇铸过程中连铸坯等轴晶率变化规律的探讨,对浇铸过程中炉次之间的变化因素进行了分析,最终根据分析结果提出了优化其工艺的方法,以期有助于实现连续浇铸过程中连铸坯等轴晶率的整体提高,最终大幅度减少430不锈钢制品表面起皱缺陷。
1 连铸坯等轴晶率的测试及计算
在430不锈钢连铸坯沿厚度方向上截取低倍试样(试样规格:200 mm(厚)×1260 mm(宽)×80 mm(长)),然后将截面用万能数控铣床抛光后作为等轴晶检验面,并在盐酸池酸蚀2 h后使试样的检验面晶粒显现,完成试样制作。等轴晶区域和测量点如图1、图2所示。

图1 等轴晶区域

图2 等轴晶测量点示意图
在截取的低倍试样上,依据图2所示位置分别测量各点的等轴晶厚度,代入下面推荐公式进行等轴晶率计算:
等轴晶率(%)=(((A1+B1+C1+D1)+(A2+B2+C2+D2))/4)/d×100%
其中:A1、B1、C1、D1——等轴晶窄区宽度;
A2、B2、C2、D2——等轴晶宽区宽度;
A、D——距离连铸坯边部200 mm的测量点;
B、C——A、D两测量点之间的任意两测量点;
d——理论连铸坯厚度。
2 试验
2.1 试验材料
试验采用某钢铁公司炼钢厂以恒定浇铸工艺生产的430不锈钢连浇一个中包连铸坯,并以其等轴晶率变化情况为研究对象。本次浇铸为六连浇。其化学成分见表1。

表1 主要化学成分
2.2 试验方法
本次试验的等轴晶率测量采取连铸一个中包,在第1炉取第1块铸坯头、尾部的低倍试样;在最后1炉取倒数第1块铸坯头、尾部的低倍试样;中间炉次取本炉第3块铸坯头部的低倍试样。通过对连浇炉次过程中的参数变化分析连铸坯等轴晶率在连铸过程中的变化,并对炉次之间仅有的化学成分和过热度的变化对连铸坯等轴晶率的影响进行分析。
3 试验结果及讨论
3.1 连续浇铸工艺对连铸坯等轴晶率的影响
试验浇次在浇铸过程中采用恒拉速,固定电磁搅拌模式,相同轻压下以及一冷水模式。依据取样方法换算为浇铸长度,并对应浇铸炉次,计算出相应的等轴晶率。通过对430不锈钢连续浇铸过程中不同浇铸连铸坯长度的取样,测量其对应的等轴晶宽度,并计算出连铸过程中等轴晶率的数值,其变化曲线如图3所示。

图3 连铸过程等轴晶率变化
将连铸浇次开浇与停浇时期的浇铸连铸坯剔除,一个中包连铸浇铸过程除受炉次成分与过热度影响外,连铸工艺参数恒定,连铸坯等轴晶率无显著变化。但随着浇次的增加连铸机本身冷却效率略有降低,逐渐缩小了连铸坯内外的温度梯度,从而使连铸坯等轴晶率随浇铸长度的增加呈现出提高趋势。
中包浇次开浇,第一炉第1块连铸头端开浇后受设备吸热以及低速强冷的影响造成过热度过低。由于钢液的粘度大,造成电磁搅拌效率低,表现为二次柱状晶增长较大,等轴晶宽区较宽而窄区较窄。当拉速升到目标拉速后二冷比水量减弱,过热度升高而钢液粘度降低,电磁搅拌效率得到了提高,等轴晶率达到了本炉次的最大值。
中包浇次最后一炉尾坯尾端由于中包钢水量逐渐减少,造成过热度降低,而连铸机本身达到浇次的最高温度,减少了连铸坯内外的温度梯度,从而使末期连铸坯窄区与宽区的等轴晶率达到了本炉次的最大值。随着浇次结束,连铸降速封顶,坯尾急速冷却又造成了连铸坯等轴晶宽区与窄区同时变小。
3.2 化学成分对连铸坯等轴晶率的影响
430不锈钢中的C和N两元素是影响连铸坯等轴晶率的主要元素,这已为许多文献[2-4]所证实。为此重点将成品[C]+[N]%含量与连铸坯等轴晶率之间的关系作为研究对象。试验结果表明浇铸炉次成品[C]+[N]%含量与连铸坯等轴晶率之间呈正相关关系,这一事实与相关的研究结果相一致。[C]+[N]%含量与连铸坯等轴晶率之间的变化关系如图4所示。

图4 [C]+[N]%对连铸坯等轴晶率的影响
在不锈钢中C和N两元素都是强奥氏体形成元素,随着钢中[C]+[N]%含量的增加,γ奥氏体区域扩大,则连铸坯凝固时有可能发生α→γ相变,并起到阻碍柱状晶长大的作用,从而使等轴晶数量得到增加。因此,适当增加430不锈钢中[C]+[N]%含量对提高连铸坯等轴晶率是有益的。
但某钢铁公司多年的生产实际也表明,铁素体不锈钢中[C]+[N]%含量的增加会对钢材的耐蚀性能和焊接性能造成影响,因此,为了提高430铁素体不锈钢连铸坯的等轴晶率,是否需要增加钢中[C]+[N]%含量必须综合考虑各方面的影响因素。
3.3 过热度对连铸坯等轴晶率的影响
过热度是中包温度与钢种液相线温度之间的差值。试验浇铸炉次过热度与连铸坯等轴晶率之间亦呈正相关关系。即随着中包过热度的逐渐减小,430不锈钢低倍组织中的等轴晶率逐渐提高。过热度对连铸坯等轴晶率的影响如图5所示。
根据成分过冷理论,固液交界面前沿存在一个溶质富集层[5]。过热度越小,钢水中的温度梯度也越小,成分过冷区将逐渐扩大,固液交界面前沿的溶质富集层会不断析出新的晶核,其不断长大并阻止柱状晶向连铸坯内生长,从而形成等轴晶区域。因此,在保证连浇顺利的前提下,降低过热度有利于连铸坯等轴晶率的提高。
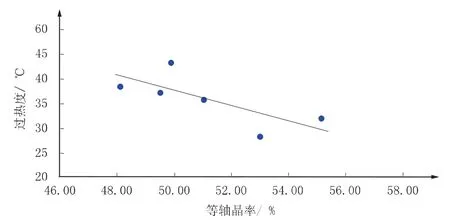
图5 过热度对连铸坯等轴晶率的影响
3 结论
1)在相同连铸工艺下,430不锈钢连浇过程中不同炉次之间的连铸坯等轴晶率变化不显著。
2)在同一中包浇铸过程中,430不锈钢连铸头坯和尾坯等轴晶率受连铸开浇和停浇工艺的影响,连铸坯纵向等轴晶率呈现出不均匀特性。
3)提高钢中[C]+[N]%含量对430不锈钢连铸坯等轴晶区域的扩展是有益的,但必须在满足钢种性能的前提条件下综合考虑。
4)降低430不锈钢浇铸过程中的过热度亦能提高连铸坯等轴晶率,但应慎重,应根据连铸浇铸过程中的多次实践适当降低过热度。
[1] 冯兵,陈兴润,王建泽.连铸工艺参数对430铁素体不锈钢等轴晶率的影响[J].铸造,2013,62(7):646-648.
[2] 常锷,梁建平.化学成分对430铁素体不锈钢凝固结构的影响[J].宝钢技术,2012(3):36-40.
[3] 王贺利.提高430铁素体不锈钢连铸坯等轴晶比例的工艺实践[J].上海金属,2007,29(6):27-29.
[4] 颜伟,张鑫,杨弋涛.碳氮对铁素体不锈钢铸锭宏观凝固组织的影响[J].特种铸造及有色合金,2012,36(9):801-803.
[5] 朱京希,王龙妹,戚国平,等.稀土对铁素体不锈钢凝固组织的改善[J].稀土,2005,26(5):81-83.
猜你喜欢
山东冶金(2022年4期)2022-09-14
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
失效分析与预防(2021年6期)2021-02-15
安徽冶金科技职业学院学报(2020年2期)2020-08-04
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
山东冶金(2018年5期)2018-11-22
四川冶金(2018年1期)2018-09-25
新疆钢铁(2015年2期)2015-11-07
