
控深攻螺纹工具设计
2014-10-12 05:56山东华力电机集团股份有限公司荣成264300宋建明刘会珍吕桂梅
金属加工(冷加工) 2014年21期
山东华力电机集团股份有限公司 (荣成 264300) 宋建明 刘会珍 吕桂梅
我公司是生产电动机的专业厂家,根据用户特殊要求,电动机的主轴有时需要用不锈钢材质,并加工出一定深度的轴头螺纹。众所周知,不锈钢材料切削难度很大,一般具有切削力大、切削温度高和切削粘附性强等特点。在不锈钢上攻螺纹极易造成丝锥严重损坏,一旦攻螺纹过深极易造成丝锥的断裂,操作者要花费很大的精力取出断在工件中的丝锥,极易造成工件的报废,从而影响产品质量和生产周期。针对这一实际情况,我们借鉴本公司的快换钻夹具设计了一种控深攻螺纹工具,该控深工具不仅制造简单、成本低、操作灵活、使用便利、生产效率高,而且极大地减少了丝锥断裂。
1.控深攻螺纹工具的特点
控深攻螺纹工具如图1所示,是我公司在使用快换钻夹具的基础上,增加了定位套,从而使该控深攻螺纹工具既具有原来的快速更换钻柄的功能,又具有控制攻螺纹深度的功能。使用控深攻螺纹工具前,应先根据所攻螺纹的直径和螺距选择并安装好钻柄,再根据所攻螺纹的深度调节定位套,最后锁紧定位套。工作过程中当攻螺纹深度达到预先设定的深度时,该工具就停止旋转,当钻床主轴反转预备退出丝锥时,随着钻床操纵柄的提升,该工具恢复旋转从而从工件中退出丝锥,有效地防止了丝锥断裂。
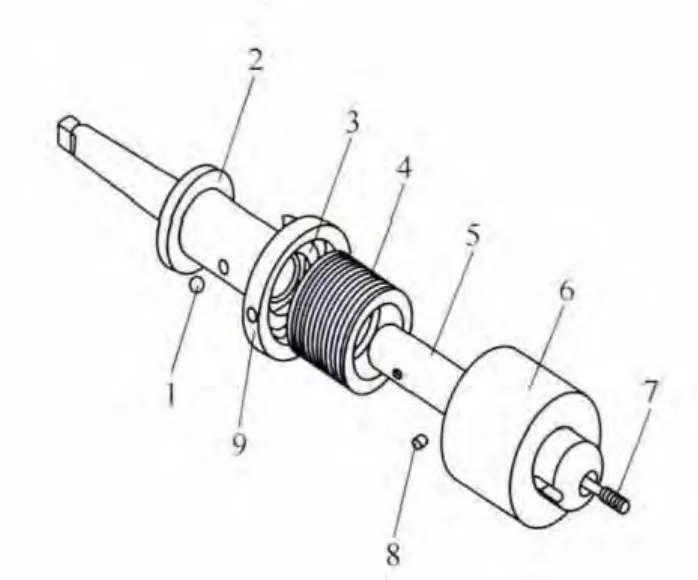
图1 控深攻螺纹工具分解图
2.控深攻螺纹工具的工作原理
控深攻螺纹工具结构如图2所示,其由尾柄、卡簧、套筒、钻柄、定位套、丝锥、钢球、锁紧螺母及螺钉组成。尾柄材料为45钢,淬火硬度为50~55 HRC。加工前根据所需攻螺纹的深度调整定位套3、丝锥2,露出的定位套3的长度即为需攻螺纹的深度,然后拧紧、锁紧螺母9,套筒5和定位套3通过螺纹联接,让其可在尾柄7上自由滑动,并在卡簧6的作用下不至于脱落。攻螺纹时,钢球8在套筒5的作用下嵌入钻柄4上的凹坑中,锁住钻柄4使其随钻床主轴一起旋转,带动丝锥2一起工作。当攻螺纹达到所需深度时,定位套3与工件接触,再继续工作时定位套3和套筒5一起向上移动,钢球8则脱离钻柄4,钻柄4停止旋转,而尾柄7仍随钻床主轴一起旋转,攻螺纹过程停止。当钻床主轴反转预备退出丝锥时,随着钻床操纵柄的提升,定位套3和套筒5在重力的作用下向下移动,迫使钢球8重新进入钻柄4的凹坑中,钻柄4又随钻床主轴一起旋转从而退出丝锥,完成攻螺纹过程。
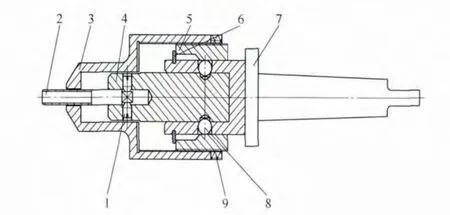
图2
3.注意事项
这种控深攻螺纹工具结构简单,使用十分方便,加工时只要把工具的锥柄部位装入钻床的主轴孔即可。根据经验,主轴转速v选为8~15 m/min,进给量f选为0.10~0.25 mm/r。
攻螺纹过程中操作者注意力要集中,发现异常现象和响声时应立即停机检查,待排除故障后再进行操作。
4.应用效果
将此工具应用于实际生产过程时,加工效率较之普通机用攻螺纹夹具提高了2倍,丝锥的损坏率减少了75%左右,降低了工件由于丝锥损坏而造成的60%的返修率,极大地减轻了工人的劳动强度。
[1]葛志祺.机械零件设计手册[M].3版.北京:冶金工业出版社出版,1994.
[2]《热处理手册》编委会.热处理手册[M].2版.北京:机械工业出版社,1997.
[3]孟少农.机械加工工艺手册[M].北京:机械工业出版社,1998.
猜你喜欢
结构工程师(2022年2期)2022-07-15
装备制造技术(2020年11期)2021-01-26
启蒙(2020年11期)2020-12-21
启蒙(3-7岁)(2020年11期)2020-11-28
制造技术与机床(2019年8期)2019-09-03
金属加工(冷加工)(2018年10期)2018-10-26
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
河南科技(2015年2期)2015-02-27
