
型材零件卧式加工找正方法
2014-08-23 11:13郑州飞机装备有限责任公司河南450005王和华
金属加工(冷加工) 2014年21期
■ 郑州飞机装备有限责任公司 (河南 450005) 王和华
我公司需加工截面为六边形的中空铝型材(见图1),零件两端同时铣一周下陷,既要保证加工面与内腔面之间的壁厚要求,又要保证两端外形尺寸的对称度,但型材内腔型面极不规整,壁厚波动较大,无法使用立式加工中心和常规工艺方法加工。
1.工艺方案
(1)先精铣6个面中的顶面和底面,作为后续加工的装夹面。
(2)钳工在保证侧面壁厚前提下,划两端内腔中心线,将其作为机床加工基准线。
(3)选择带旋转工作台的卧式加工中心,一次装夹同时完成两端面加工,以保证两端外形对称度。
2.加工难点分析
按照如图2所示方法,装夹工件至机床旋转工作台后,因侧面定位面为型材毛坯面,无法保证工件摆放方向平行于Z轴,若将一端加工坐标系设为G54,另一端设为G55,要想保证两端壁厚及对称度,则必须将G54与G55的原点连线旋转至与Z轴平行后,再重新找正划线加工(卧式加工中心主轴方向为Z轴)。如用常规找正方法,则需要操作人员反复调整工件摆放位置,直至连线平行于Z轴,操作难度极高。如果能够利用工作台的旋转功能,将工件整体旋转某个角度,从而使工件的G54与G55原点连线平行于Z轴,则找正效率会得到极大提高。
3.解决方法
按照之前的思路,我们要解决的问题是得到G54、G55原点连线与Z轴之间的夹角。如图3所示,设零件总长度为L,X1、X2为G55、G54原点到工作台中心的垂直距离,则α就是我们所要的角度,显然α=arcsin〔(X2-X1)/L〕。
若设置G54、G55原点X坐标值为X54、X55,旋转工作台中心X坐标值为X0,则X2=X54-X0,X1=X55-X0,X54可以直接通过主轴找正划线得到数值,而X55无法直接找正划线,此时我们就需要将工作台相对初始位置旋转180°,如图4所示。
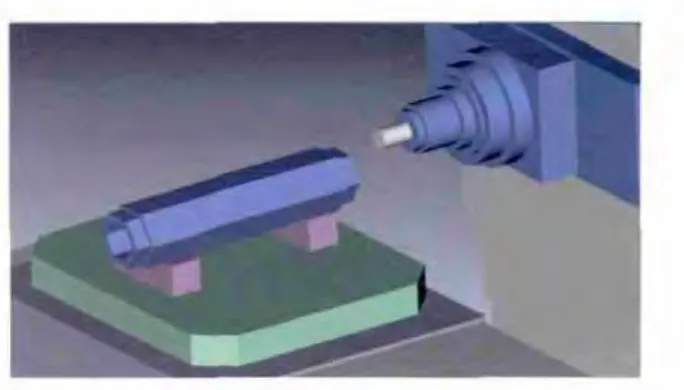
图1
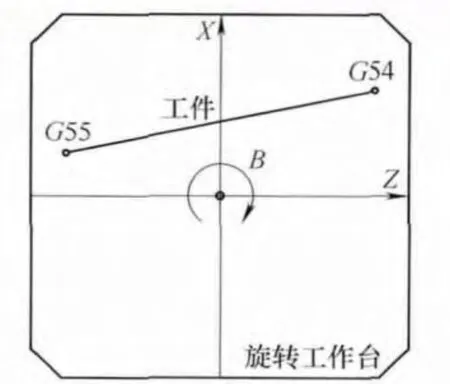
图2
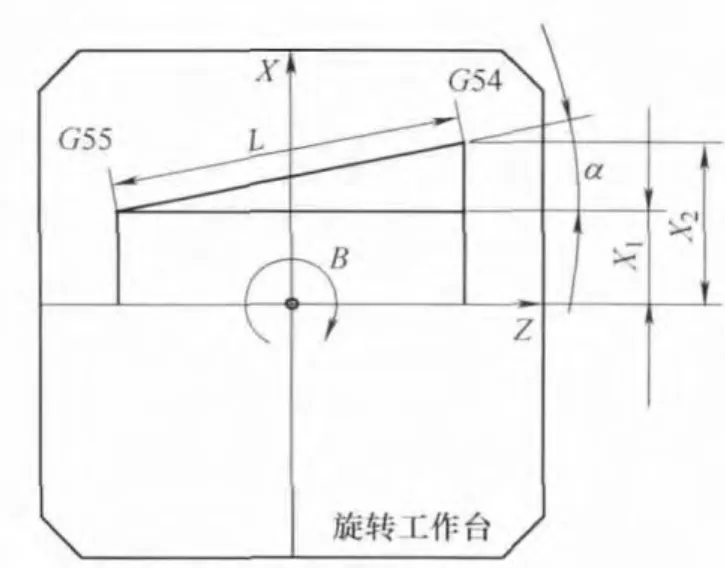
图3
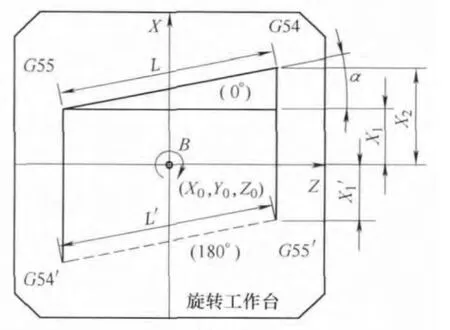
图4
G54、G55分别相对G54′、G55′关于工作台回转中心点对称,此时G55′的X坐标值X55′就可以直接找正G55端面划线得到,则L=L′,X1=X1′=X0-X55′。综上所述,α=arcsin{〔(X54-X0)-(X0-X55′)〕/L}=arcsin〔(X54+X55′-2X0)/L〕。
[1] 廖效果,朱启逑.数字控制机床[M].武昌:华中科技大学出版社,1992.
[2] SIEMENS.SINUMERIK840DsL/840DisL/840D/840Di/810DFundament aLs Programming Manual [CP/DK].http://www.siemens.com.
猜你喜欢
理化检验(物理分册)(2021年3期)2021-03-23
考试与评价·八年级版(2020年5期)2020-10-29
考试与评价·八年级版(2020年5期)2020-10-29
装备制造技术(2020年12期)2020-05-22
橡塑技术与装备(2018年17期)2018-09-01
橡塑技术与装备(2018年14期)2018-07-20
机械研究与应用(2018年3期)2018-07-11
装备制造技术(2016年12期)2016-02-23
图学学报(2010年3期)2010-01-01
物理教学探讨(2009年7期)2009-06-08
