
细长台阶轴加工方法分析
2014-08-23 11:13:02陕西秦岭特种电气有限责任公司工艺装备厂兴平713107朱中华
金属加工(冷加工) 2014年21期
■ 陕西秦岭特种电气有限责任公司工艺装备厂 (兴平 713107) 李 江 朱中华
我单位承接了某所传感器零部件的生产加工任务,其零件的精度要求严格,且种类繁多,细长台阶轴是其中很大的组成部分(见图1),该类零件材料均为弹性合金3J01,总长250.5 mm,最大直径6 mm,且同轴度要求很高,尺寸要求严格。
1.加工方法分析
对于类似该零件的加工,通常有以下3种加工方法。
(1)尺寸及表面粗糙度要求不严格时,一般会采取车削加工方法。车床利用机床的尾座顶扶零件右端的中心孔,根刀架固定零件径向的跳动。这种方法加工出的零件外圆尺寸公差一般>0.1 mm,且外圆会带锥,表面粗糙度值Ra=3.2 μm左右。此方法的制造工艺工序少、效率高,但满足不了高精度零件的加工要求,不适合精度高的零件加工。
(2)尺寸精度要求较高时,通常会采用精密万能外圆磨床加工。对于该连杆类零件,此方法对磨工的操作技能要求很高。万能外圆磨床的砂轮厚度一般在40~75 mm,所以磨工需分段磨削,同时因零件轴向长度长、直径小和易变形,外圆尺寸变化难以控制,在磨削前零件的外圆留量很关键,一般在0.10~0.15 mm,磨工磨削的进给一般控制在0.015~0.025 mm。此方法的加工时间较长,效率低,且合格率低。
(3)对于这类精度较高的轴类零件,还可以采用精密无心磨床, 改变无心磨加工方法,把轴向送料改为从砂轮上端径向送料,同时制作轴向限位块,限定轴向加工范围,这样可以外圆一次磨削较长且不影响其他台阶轴,直线度变化较小。
2.加工难点
此细长轴产品加工过程中主要存在以下难点:
(1)材料为弹性合金3J01,且细长,加工过程中变形较大。
(2)磨削时轴向长度大,磨削时因弹性影响直线度,直接导致尺寸及同轴度不稳定。
3.工艺方案
对此我们改进了加工思路:
(1)将精密外圆的加工分为无心磨、万能磨分工序加工,减少因变形使直线度较差而导致的尺寸及同轴度超差。具体方法为:①无心磨床磨削外圆为mm(M6×0.75-6h螺纹大径)。②精密仪表车床两端先作中心孔,再利用根刀架粗车外圆,为后工序去量(见图2)。③无心磨床第一步磨削φ5mm、mm及mm均按mm加工,第二步再磨削mm外圆至尺寸(见图3)。④万能磨床以中心孔用顶尖顶扶,磨削右端mm外圆至尺寸。

图1 细长轴

图2 细长轴半精车
(2)改进无心磨加工方法,把原轴向送料方式改为从砂轮上端径向送料,砂轮及导轮的宽度选为零件加工面长度的1/2左右为佳,再用左右限位块限定轴向加工长度,这样可以一次磨削较长外圆且不影响其他台阶轴(见图4)。同时,在磨削过程中,导轮倾角应为3°~4°,且根据余量及变形情况应适当减少切入量,增加磨削次数,直线度变化也会较小。
4.改进效果
该零件经改进加工工艺后,产品的精度得到了明显提高(见图5)。同时,此方法也应用到其他细长轴的加工中。在交付客户的184件产品中,经客户入所复检,产品合格率为99.3%,得到了客户的赞誉与肯定。

图3 细长轴精磨
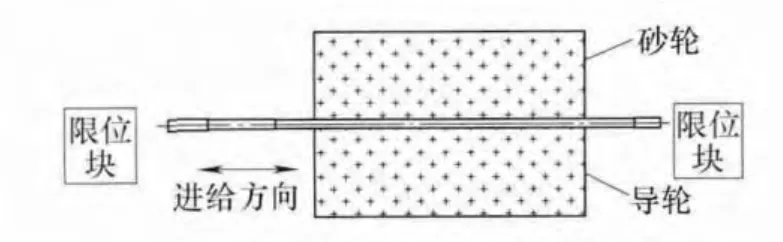
图4 无心磨加工示意图

图5 零件实物图
5.结语
此类加工方法适合精度要求较高的细长杆零件的加工,能较好地保证零件的加工要求。希望能为同行提供有益的借鉴和帮助。
[1] 陈宏钧.实用机械加工工艺手册[M].北京:机械工业出版社,2003.
[2] 左敦稳.现代加工技术[M].北京:北京航空航天大学出版社,2009.
猜你喜欢
计量学报(2022年7期)2022-08-23 09:23:24
北京航空航天大学学报(2021年7期)2021-08-13 08:33:34
哈尔滨轴承(2020年3期)2021-01-26 00:35:02
装备制造技术(2019年12期)2019-12-25 03:07:50
制造技术与机床(2018年10期)2018-10-13 06:36:48
制造技术与机床(2017年6期)2018-01-19 02:41:19
制造技术与机床(2017年4期)2017-06-22 11:17:46
重型机械(2016年1期)2016-03-01 03:42:06
时代农机(2015年3期)2015-11-14 01:14:59
机械制造与自动化(2014年1期)2014-03-01 04:21:46
