
零件拉削常见问题及快速解决技巧
2014-12-02 01:37:04临沂恒跃齿轮有限公司山东276000薛振威
金属加工(冷加工) 2014年21期
■临沂恒跃齿轮有限公司(山东 276000)薛振威
在排除工件自身材料问题的基础上,分析拉刀对工件质量问题的影响及解决方法。
1.工件花键键顶起毛刺
出现这种情况,一般是拉刀倒角齿处有碰伤所造成。观察拉刀的倒角齿,发现碰伤及时修磨,即可排除。
2.键侧有划伤
如图1所示,键侧有划伤,要看划伤的长度及位置。如果划伤长度大于等于花键总长的一半,但距离拉削方向的前端面有一定的距离,这种划伤主要是拉刀的后导部所造成。因为拉刀在将要拉削完工件时,拉削力逐渐减小,拉刀由于自重,其中心线与工件中心线发生偏离,后导部端部尖角划伤工件的键侧表面。
出现这种质量问题要测量拉刀后导花键宽度,如果后导部花键宽度大于等于校准齿花键宽度,要进行修磨,修磨后后导部花键宽度比校准齿花键宽度小0.04 mm,并且注意把后导部花键的端面棱角磨成圆弧状,并抛光处理。再一种存在原因是拉刀出厂时,后导部键宽没有磨到头,出现倒锥,这时也容易划伤键侧,要修磨后导部键宽。
如图2所示,划伤存在全长上,要检查拉刀的切削齿是否有碰伤。如果碰伤,修磨碰伤处;如果无碰伤,要检查切屑形状,如果有刀槽不卷屑,也容易划伤键侧。不卷屑原因有两个:①刃磨拉刀前角时,砂轮修得过尖,刀齿底部圆弧太小,刃磨不到齿根时,切屑在刀尖卷曲,切削热增大,这样刀具使用寿命缩短,且工件表面粗糙度差。容屑槽底部出现台阶,切屑卷不起来也要划伤键侧。遇到这种情况要修磨容屑槽,使各处光滑连接,切屑卷屑顺利即可解决。②检查切削齿的齿升,齿升不均匀也容易造成卷屑困难,遇到这种情况,要修磨刀齿,保证齿升的均匀性。
3.键底划伤
(1)如图3所示,键底有一道或个别轻微划伤,长度到两端,这种情况是精切齿或校准齿的齿顶圆有碰伤,及时进行修磨。
(2)如图4所示,每个键底都有划伤,长度到两端,这种情况原因是拉刀经过多次刃磨,精切齿直径磨损大,校准齿直径磨损小,二者直径差增大,校准齿参加切削造成。这种情况解决办法是:每次刃磨不将所有校准齿都刃磨,起初只刃磨第一枚校准齿,当其直径减小了0.02~0.03 mm后,才刃磨第二枚,后面的各校准齿也与此类同,既解决了问题,又延长了拉刀的使用寿命。
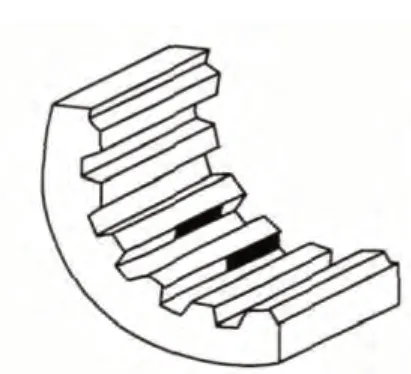
图1
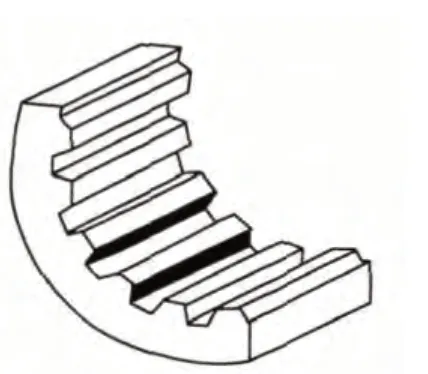
图2
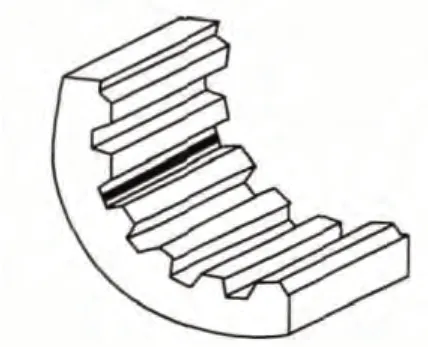
图3
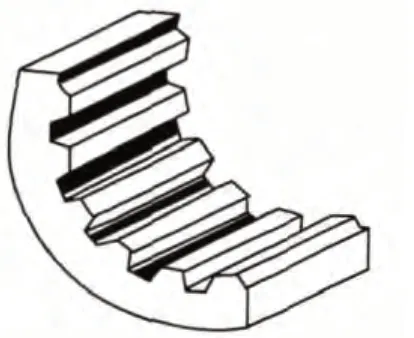
图4
(3)键底划伤长度较短,分布在花键中间或者拉刀拉出的一端,出现这种情况主要是拉刀后导部直径太大所造成,一般拉刀后导部直径比校准齿直径小0.05 mm以上,否则容易出现键底划伤。可以到外圆磨床上修磨后导部直径,保证表面粗糙度质量。
[1]朱大先,等.金属切削手册[M].上海:上海科学技术出版社,1984.
猜你喜欢
装备制造技术(2020年1期)2020-12-25 05:18:10
制造技术与机床(2019年8期)2019-09-03 01:15:02
制造技术与机床(2019年7期)2019-07-22 03:42:06
制造技术与机床(2018年11期)2018-11-23 01:08:02
现代机械(2018年1期)2018-04-17 07:29:48
少儿科学周刊·少年版(2017年1期)2017-03-29 17:50:36
焊接(2015年9期)2015-07-18 11:03:52
医学研究杂志(2015年5期)2015-06-10 06:43:26
制造技术与机床(2015年10期)2015-04-09 07:05:42
人生十六七(2015年5期)2015-02-28 13:08:24
