
FANUC多路径控制技术在柔性制造系统中的应用
2014-12-02 01:37:28青海一机数控机床有限责任公司西宁810018赵小玲
金属加工(冷加工) 2014年21期
■青海一机数控机床有限责任公司(西宁 810018)赵小玲 王 智
柔性制造系统是由一定数量的数控机床、物料输送系统及计算机总控系统(工控机)等构成的智能化制造系统,其最突出的特点是可以对多品种、变批量的零件进行混流加工。为适应今后我国装备制造业的发展,柔性制造系统是当下机床行业研发的主流产品。我公司紧跟市场动态,研发了一条柔性制造生产线。该生产线由3台主机(卧式加工中心)、6个等待工位、2个装卸工位、物料输送车及轨道组成,3台主机均配置FANUC 31iMA数控系统。布局图如图1所示。
物料输送作为柔性制造生产线中的一部分,需对其进行两个方向轴的控制,如图1中的U轴、W轴。这两个进给轴在物料输送过程中要实现各主机位置、等待及装卸工位的准确定位,且为实现物料输送与工控机之间的通信,提高整条生产线的智能化程度,这两个轴的电动机均采用伺服电动机。其控制可以单独配置一套数控系统控制,也可以用其中一台主机数控系统的第二路径控制,为降低制造成本我们采用后一种控制方式。
1.FANUC多路径控制
在FANUC系统中,用同一CNC 程序指令进行控制的轴的组称为路径,行业里也称为通道。FANUC 31i系列系统最多支持 10个路径,该功能为选配功能,需要在订购系统时特殊订货。以2个路径为例,如图2所示。
由图2可直观地看出各路径有独立的程序文件夹,系统可对各路径内的轴分别进行控制。将主机的控制轴设置在第一路径,将物料输送车的控制轴设置在第二路径,这样主机和物料输送车可同时按照各自的控制程序运行。
2.硬件连接
将各路径中的伺服模块、I/O模块进行连接,连接时把第二路径中的伺服模块、I/O模块当做第一路径的从动装置连接。数控系统与各控制轴、控制装置的连接图如图3所示,图中实线部分是控制的硬件,虚线部分是控制物料输送车的硬件。
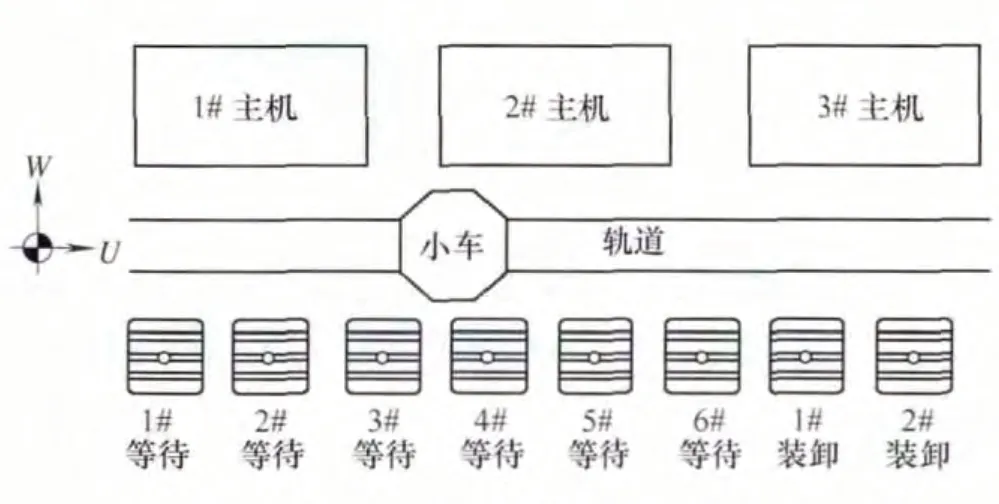
图1 布局图

图2 FANUC系统多路径示意图
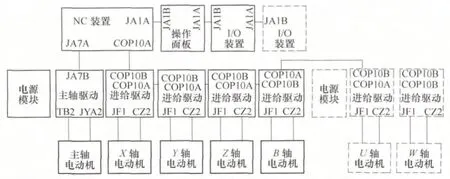
图3 控制系统连接图
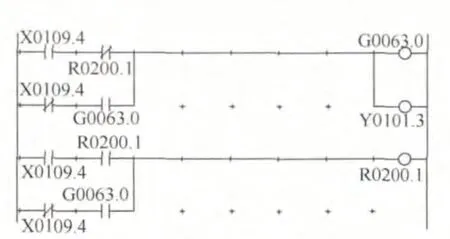
图4 PLC控制程序图
若在机床制造初期设计,电源模块、I/O装置的选择可将物料输送车的控制一并考虑,这样会节省电器控制柜内的空间,降低成本。
3.参数设置
多路径的实现必须依赖于系统参数的正确设置,以图3所示的连接为例,相关参数设置如表1所示。
除表1设置的参数外,系统中有关轴控制的1000多号参数、有关进给电动机的2000多号参数以及有关显示的3000多号参数需要两个路径分别设定。
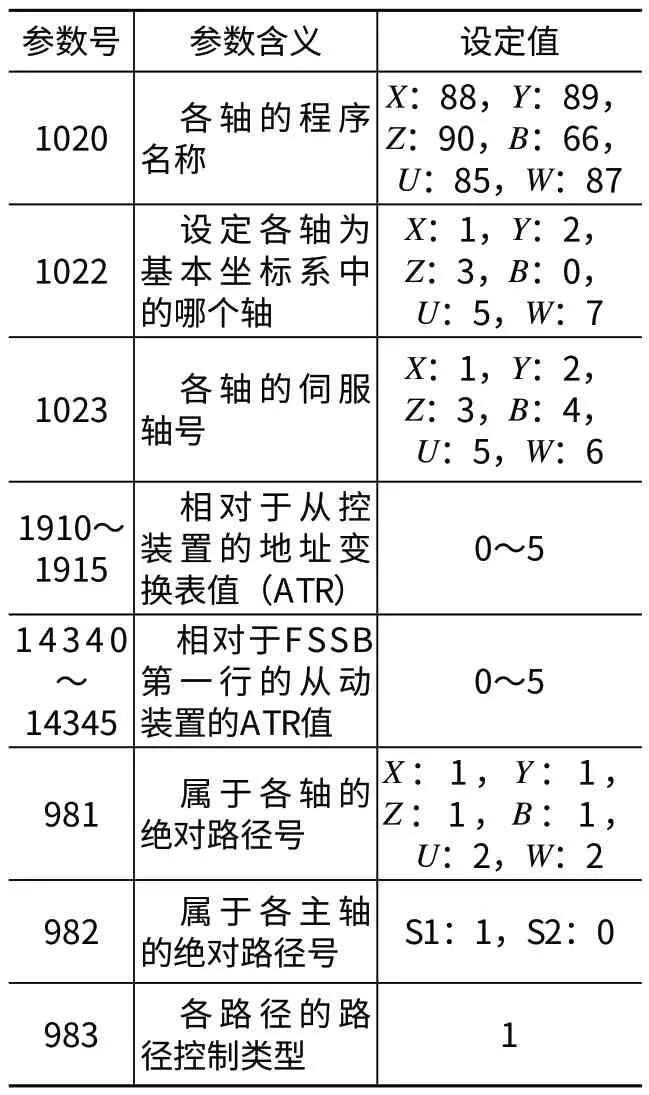
表1
4.PLC控制信号
在系统PLC中对路径选择信号进行处理。为保证在运行过程中各路径的循环启动、进给保持、运行方式及进给倍率等功能能单独控制,需增加按钮、指示灯和波段开关对各路径的信号分别处理,此处不再赘述。路径选择信号如表2所示。
从表2 可以看出,如果用两个路径时,只需处理信号HEAD(G063.0)就可满足控制需求。下例中第二路径选通信号采用瞬动型带灯按钮进行控制,其输入地址为X109.4,指示灯输出地址为Y101.3,PLC控制程序如图4所示。
经上述PLC程序控制,当按压第二路径选通按钮后,G63.0接通同时该按钮指示灯亮,系统切换到第二路径。再次按压该按钮,其指示灯灭,系统切换到第一路径。系统两路径之间的切换得以实现。

表2
值得一提的是,每个路径使用的轴超过8 个轴时,各轴信号地址的分配通过系统参数3021设置。本生产线中两路径使用的轴未超过8个,故第一通道的输入信号地址X轴为Gn.0、Y轴为Gn.1、Z轴为Gn.2、B轴为Gn.3,输出信号地址X轴为Fn.0,Y轴为 Fn.1,Z轴为Fn.2,B轴为Fn.3,n为0000~0767,第二通道的输入信号地址U轴为Gn.0、W轴为Gn.1,输出信号地址U轴为Fn.0,W轴为 Fn.1,n为1000~1767。
5.操作
运行第一路径的程序时,可将系统第一路径的方式选到“编辑”方式,调出要加工工件的程序,再将方式选到“自动”方式,按压第一路径的“循环启动”按钮,主机开始运行加工程序。
按压“第二路径选通”按钮,系统切换到第二路径状态。将系统第二路径的方式选到“编辑”方式,调出物料输送车的运行程序,再将方式选到“自动”方式,按压第二路径的“循环启动”按钮,物料输送车开始运行。
这样就实现了自动方式下两个路径轴的单独控制。其他方式的操作与单路径相同,只是在操作时方式选择和相关按钮必须是同一个路径的,不能将各路径的方式选择和按钮混用,操作时需格外谨慎。
6.结语
在正确的硬件连接的基础上,根据上述的参数设置、信号处理,并通过以上介绍的多路径控制方式,实现两路径的单独控制,即可满足该生产线的工作要求。并且本文介绍的控制方式,可省去一套数控系统及其操作台的成本,有较好的性价比。FANUC多路径控制技术在我公司FMS80柔性制造生产线中成功应用,受到公司领导及用户的高度评价。
[1]沈向东.柔性制造技术[M].北京:机械工业出版社,2013.
[2]庄品.现代制造系统[M].北京:科学出版社,2010.
猜你喜欢
今日农业(2021年13期)2021-11-26 11:50:54
北京航空航天大学学报(2021年9期)2021-11-02 08:24:16
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
中国交通信息化(2019年2期)2019-03-25 03:20:16
制造技术与机床(2017年5期)2018-01-19 02:49:16
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年7期)2018-01-19 02:30:01
制造技术与机床(2017年9期)2017-11-27 02:14:31
现代企业文化(2016年1期)2016-12-23 02:09:39
中国交通信息化(2015年10期)2015-06-06 06:39:32
