
JD36—400闭式双点压力机离合器振动故障分析及修复工艺
2014-12-02 01:36:40陕西重型汽车有限公司西安710200李红兴邓呈峰曹婉蕴李仁杰郭国防
金属加工(冷加工) 2014年21期
■陕西重型汽车有限公司(西安 710200)李红兴 邓呈峰 曹婉蕴 李仁杰 郭国防
JD36—400型压力机为通用型闭式单动双点机械压力机,可用于板料零件的冲裁、成形、弯曲、校正及浅拉伸等各种冷冲压工艺,某重型汽车公司主要用于冲裁汽车车架零件。
本压力机主要由机身、传动系统、离合器、滑块、液压保护装置、移动工作台、气垫、空气管路系统、稀油集中润滑系统及电气控制系统等部分组成。
压力机传动系统主电动机通过V 带传动装置减速后,将动力传给飞轮,再经离合器、两级减速齿轮及曲柄连杆机构得以往复行程。
当压缩空气进入离合器气缸时,推动活塞,使不断旋转的飞轮通过摩擦块带动离合摩擦盘,再通过平键带动离合器轴转动,使滑块往复运动。
当压缩空气进入制动器气缸时,克服弹簧制动力,为离合器结合作好了准备。放掉压缩空气后,制动弹簧作用,通过制动摩擦块将旋转的离合器轴制动,使滑块运动停止。
现压力机由于离合器传动系统出现故障,委托机修车间进行修理。
1.离合器传动部分故障描述
离合器右支承座紧固螺钉松动:离合器轴右端支承座由4个M20及14个M10螺钉紧固安装于压力机顶梁,与左端制动器侧6个M36螺钉固定的左轴承座,支承离合器轴旋转。现右轴承座紧固螺钉14个M10经常发生松动。报修后,经维修工重新紧固,使用时间约一周左右,又发生松动,且螺纹扣滑丝。为此,维修工改螺孔14个M10为14个M12(见图1),而且装配时涂螺纹紧固胶,使用大约10天,又出现上述情况,效果不行。可以说,经过实践证明,扩孔攻螺纹涂胶紧固螺钉对离合器右支承座紧固无任何效果,它只是一个修理手段。在没有找出故障根源前提下,说修理是没有意义的。
2.故障原因分析
经查看机床铭牌,此压力机为济南某机床厂1993年生产,至今,已运行20余年。查询相关维修记录,压力机离合器右轴承座螺钉松动现象最早2012年已出现。经现场观察离合器运行及询问车间维修人员,在紧固离合器右轴承座的螺钉中,4个M20螺钉从未见松动,经常发生松动的为14个M10小螺钉,而右轴承座为离合器轴输出动力端。经过对离合器装配图和设备现场查看观察分析,引起离合器右轴承座小螺钉松动的原因如下:
(1)离合器轴输出端传动齿轮啮合状况,齿轮间是否夹杂异物,齿面是否有磨损、剥落、变形和啃伤;传动齿轮的键槽、离合器轴输出端的键槽、平键的装配状况,是否变形、损伤。
(2)离合器轴右端轴承座支承轴承的磨损,包括轴承滚道、旋转精度、轴承润滑及轴承是否变形、破裂;可以通过拆卸轴输出端齿轮,测量输出端轴颈外圆径向跳动进行检查。由于右端支承轴承2007134/GB297—1964为面对面安装,要是轴承磨损,会引起离合器轴的轴向窜动。因此,离合器轴的轴向窜动是否正常也必须检查。
经过现场观察,离合器轴与离合端花盘右端面局部变形(见图2),且轴与离合器花盘键槽发生明显损坏,轴颈180 mm外圆发生研伤,可见明显金属粉末。
左端制动轮、轴与制动花盘联接键槽、左轴承座未见明显损坏。
因此,经过上述现场观察及装配理论分析,我们决定拆解离合器轴。若出现离合器轴轴颈研伤、联接键槽滚键,将是引起离合器支承座螺钉松动的根本原因,也是我们此次修理的重点对象,即离合器轴、离合端花盘。
此外,必须考虑,电动机(YH—250M—B3,P=55 kW,n=1350 r/min)运行是否平稳,传动带(D—5000/GB1171—T4)的长短是否一致、伸长变形、张紧是否一致。检查离合器弹簧、摩擦块磨损量、等厚性是否一致。飞轮的平衡、平衡块是否松动,位置是否改变。
经拆解后,离合器轴如图3所示:
我们可以清晰地看到,离合器轴与离合花盘装配轴颈180 mm外圆约研去1~1.5 mm,且键槽发生损坏,轴输出端装配小人字齿轮处键槽也键槽损坏,其余各处外圆及联接键槽基本完好。至此,可以认为,离合器轴180 mm轴颈外圆研伤及两处联接键槽损坏,引起离合器轴旋转极不平稳,是引起离合器右轴承座14个M10螺钉松动的根本原因。
3.离合器修复工艺
更换电动机轴承,保证电动机振动振幅最小,电动机功率55 kW,请专业厂家检修,保证电动机振动合格;更换传动带,保证长短一致,装配时保证张紧力均匀;更换离合器中弹簧、摩擦块、密封件,保证弹簧力大小一致,变形均匀。摩擦块尺寸一致;更换制动器中弹簧、摩擦块和密封件,保证弹簧力大小一致,变形均匀。摩擦块尺寸一致。
离合器轴的修理工艺如下:修两端中心孔(或配堵),保证左右两侧装配轴承处外圆180 mm、160 mm径向圆跳动≤0.01 mm,且高点一致。车削180 mm外圆见光,保证车起,经磁力探伤无裂纹,修铣键槽,磨削外圆至175 mm即可;配作离合花盘内孔,间隙≤0.03 mm。
经过相关计算,由于离合器轴转速和传动力矩的约束限制,此传动属于低速大转矩,n=375 r/min,T=1471 N·m。由于离合器轴的键槽损坏非常严重,根据经验及相关设计知识,我们对轴颈研伤外圆及损坏键槽不能采用堆焊和喷涂修理工艺。

图1 压力机离合器
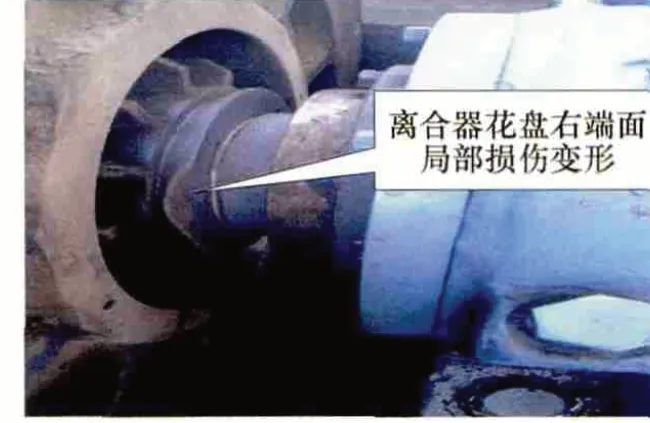
图2 离合器花盘及右轴承座

图3 拆卸后离合器轴
因此,提出技术要求,对轴颈180 mm外圆车削、磨削后,表面粗糙度值达到Ra=0.8m,相对两端轴承支承轴颈同轴度≤0.05 mm,其上键槽修铣后相对两端轴承支承轴颈对称度≤0.05 mm,待合格后装配。
但我们对车削轴颈180 mm外圆后,经磁力探伤,发现外圆有裂纹,裂纹长度≥10 mm,为了安全起见,对旧轴作报废处理,外购心轴,进行更换。绘制离合器轴图样如图4所示,以期对外购新轴进行技术验收。
4.装配
清洗检查离合器轴所有装配元件,均正确无误;现场装配。装配后,保证离合器轴螺母紧固,轴承涂润滑脂。飞轮检查平衡,调整平衡块。装配后检查右端人字齿轮处轴颈外圆径向圆跳动≤0.05 mm,轴向窜动≤0.05 mm。
装配后,实测离合器右端输出轴颈外圆径向圆跳动0.03 mm,轴向窜动0.01 mm,合格;装配人字小齿轮。
对离合器右轴承座支撑螺钉孔重新检查,用丝锥过孔、攻螺纹、装配时紧固14个M12螺钉,按机床出厂说明书涂螺纹紧固胶。
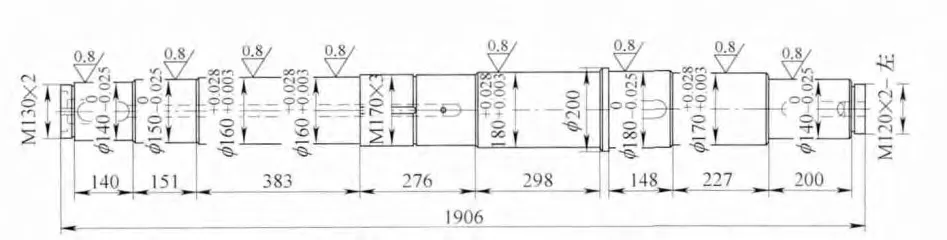
图4
5.运行试车
试车运行30天内,每天检查,记录;试车运行6个月内,每周检查,记录;试车运行12个月内,每月检查并记录。
6.结语
压力机2013年6月修理后,每天工作12 h,经过半年多的运行,经检查,现压力机14个M12的螺钉未见任何松动,离合器运转平稳,工作状态良好,达到了预期的修理目的。因此,我们在修复设备故障时,应找出问题的根源所在,而不是盲目地头疼医头,脚疼医脚,以使设备的修理取得良好的修理效果。
[1]济南第二机床厂.JD36-400闭式单动双点机械压力机使用说明书[Z].济南:济南第二机床厂,1993:15-24.
猜你喜欢
制造技术与机床(2019年12期)2020-01-06 03:17:42
作文·小学低年级(2019年10期)2019-09-10 07:22:44
精密制造与自动化(2018年1期)2018-04-12 07:42:46
表面工程与再制造(2016年5期)2016-12-15 11:42:26
好孩子画报(2015年10期)2015-05-30 10:48:04
机械工程师(2015年10期)2015-02-02 01:14:26
小学阅读指南·低年级版(2014年2期)2014-05-27 02:38:11
河南科技(2014年16期)2014-02-27 14:13:17
河南科技(2014年14期)2014-02-27 14:11:52
汽车零部件(2014年3期)2014-02-06 06:35:46
