
西门子PI服务功能在多通道数控钻床上的应用
2014-10-12 05:56:32沈阳机床集团中捷机床有限公司辽宁110042李宁宁
金属加工(冷加工) 2014年15期
沈阳机床集团中捷机床有限公司 (辽宁 110042) 李宁宁 徐 欢
多通道型数控钻床由于采用多通道 (每个通道设置1个主轴)同时进行加工的设计,大大提高了加工效率,但如果刀具磨损时操作者没有及时发现,会导致刀具损坏或加工工件精度不合格,如果刀具损坏时操作者没有及时发现,甚至会导致加工工件报废,这将给用户造成极大的经济损失,同时对机床本身也会造成一定的影响。下面就介绍通过SINUMERIK 840D的PI_SERV功能实现多通道型数控钻床的刀具损坏保护功能。
1.PI_SERV功能的使用
先使用Ncvar selector软件和Step7-300的FB2(GET)功能读出各通道的Z轴电流值和主轴电流值,将读出的实际电流值与人工设定值进行比较,如果读出的实际值大于人工设定值则输出报警:“当前轴电流实际值超过设定值”。
然后使用PI_SERV功能,可以实现中断当前正在执行的NC程序,执行另一个NC程序的功能。另一个NC程序的名称和路径需要预先设定在某一个DB块中,新建一个DB块DB115,并在符号表中将其名称设置为prog _var。数据块DB115具体设置参如图1所示。
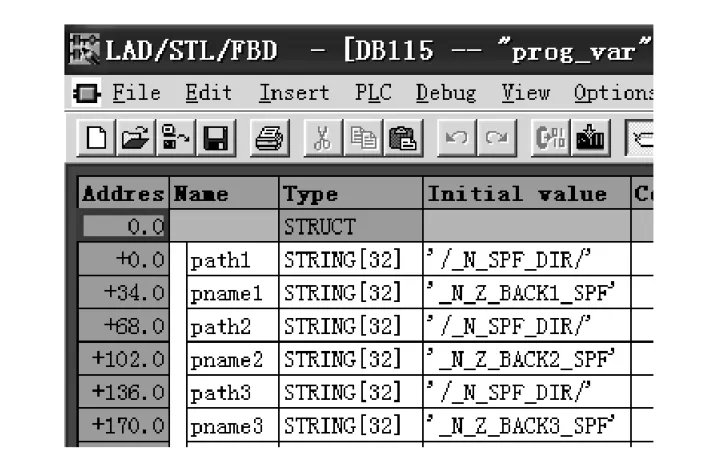
图1
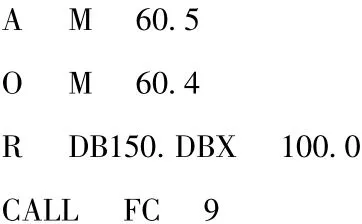
在STEP7-300中,使用PI_ SERV功能中断当前程序,启动Z_BACK1程序功能的语句具体如下:

上述程序段是在通道1中启动Z _BACK1的程序。在通道2、3中分别启动Z _BACK2、Z_BACK3的程序需按上述程序进行相应的修改、调用即可。
2.NC程序
除了在PLC中新建DB块、编写上述程序语句外,还需要按照DB115中的路径和文件名新建3个NC程序,文件名分别为:Z _BACK1、Z _BACK2、Z _BACK3,这3个程序是当前执行的NC程序被中断后,各通道新启动执行的程序 (通道1启动Z_BACK1、通道2启动Z _BACK2、通道3启动Z_BACK3)。程序文件可在电脑端生成,内容如下:
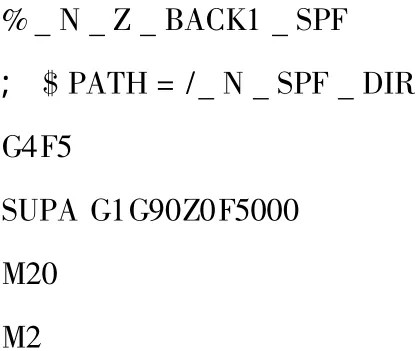
将此文件传输到系统,装载到NC即可。注意:需要在PLC程序增加M20的功能:执行M20后,读入禁止、进给保持。
3.生成中断号
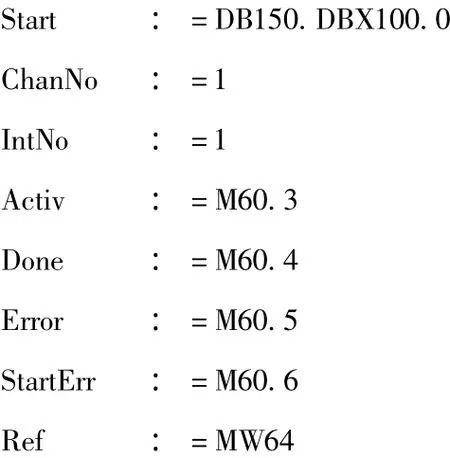
使用第1节中输出的报警作为启动条件,运用SINUMERIK 840D的中断功能生成中断号。在STEP7-300中具体程序语句如下:
4.结语
经过上述处理,随着刀具磨损程度的增加,Z轴或主轴电流会随之加大,电流值加大到设定值时,机床出现电流值超出设定值的报警,系统停止执行当前NC程序,转而执行Z _BACK程序,即:暂停5 s后,Z轴以5 m/s的速度移动至机床坐标Z0的安全位置,读入禁止、进给保持,有效防止了刀具损坏或加工工件精度不合格甚至加工工件报废的情况发生,提升了机床的功能,完善了机床的保护。
猜你喜欢
日用电器(2022年4期)2022-05-26 03:51:28
现代仪器与医疗(2021年6期)2022-01-18 03:22:48
湖北农机化(2021年7期)2021-12-07 17:18:46
大众科学·上旬(2020年2期)2020-03-30 03:51:17
时代英语·高二(2017年4期)2017-08-11 11:54:16
解放军健康(2017年5期)2017-08-01 06:27:44
农业科技与装备(2016年5期)2016-08-15 10:20:48
自动化仪表(2015年5期)2015-06-15 19:01:34
汽车维修与保养(2015年6期)2015-04-17 03:31:40
质量技术监督研究(2015年1期)2015-04-09 06:42:12
