
外星轮铣双键槽夹具设计
2014-10-12 05:56:32长春博宇汽车部件有限公司吉林130013
金属加工(冷加工) 2014年15期
长春博宇汽车部件有限公司 (吉林 130013) 董 财
外星轮是加工双键槽的零件,所加工零件尺寸要求如图1所示,两个7 mm的键槽,相对位置180°,对称度要求;键槽长度及圆弧直径;若用分度头装夹及顶尖顶持加工,第一槽与第二槽需要旋转180°(旋转20圈),机床的进给及退刀,装夹与定位繁琐且节拍慢,效率低,经过对本图分析,夹具应满足如下要求。
(1)夹具设计要点:①轴向定位。②夹紧定位加工第一槽。③松开旋转180°,定位夹紧加工第二槽。④松开,卸件。⑤手动快速退刀。⑥成形刀具。按以上要求,设计制造本夹具。
(2)机床的确定:根据公司目前设备状况,利用立式、卧式铣床均可加工本产品。
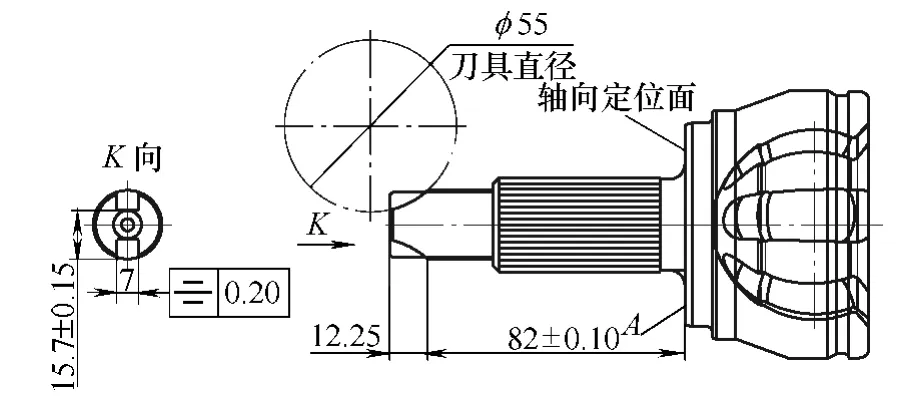
图1
(3)夹具制造要点:为了降低操作者的劳动强度,制造了一套辅助快速进给装置,把机床直线进给的圆周运动,转化为凸轮旋转的直线进给运动,手动进刀,在拉簧的作用下实现快速退刀,缩短了加工节拍;利用定位座与夹紧套定位夹紧,利用滑板与定位板旋转定位;顺利完成本件的键槽加工工序,如图2所示。
夹紧套11用65Mn制造,经热处理40~45 HRC,有较好的弹性,制造时保证内外径同轴且垂直定位面;定位座10制造时内孔与定位面垂直 (25~32 HRC),保证良好的精度;滑板8和燕尾板13有条件时用铸件经时效处理制造,保证滑板和燕尾板斜铁配合精度,装配后在弹簧3作用下进退滑动自如;装于机床工作台,经现场调整调试,并保证相对位置精度及完整性。
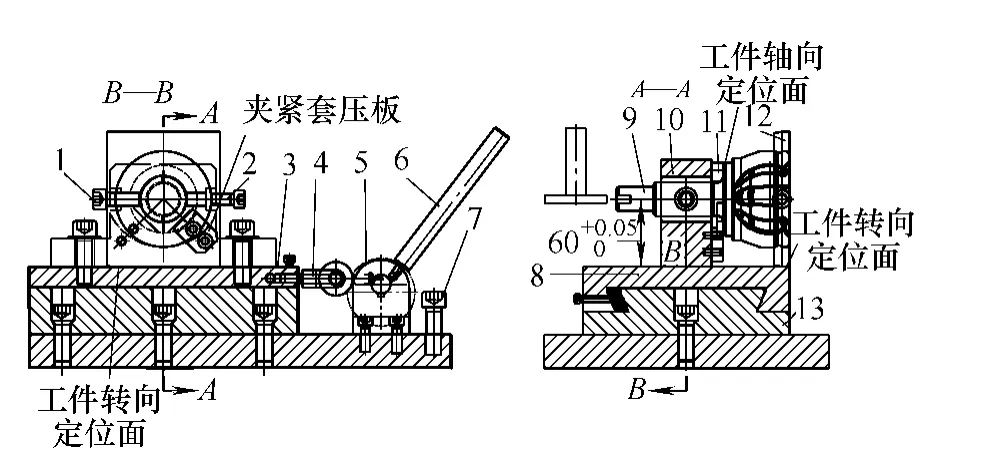
图2
(4)夹具使用方法:工件9装入夹紧套11中,将定位板12套入工件9端部后紧固锁紧螺钉2,工件9端面A轴向定位,紧固夹紧螺钉1,定位板12与滑板8已经定位,调整刀具中心铣第一槽;扳动手柄6,凸轮5顶联接杆12使滑板8移动实现进刀,手柄6与定位钉7定位,保证产品键槽深度一致;在弹簧3的作用下快速退刀,联接杆4的滑轮定位在凸轮5凹槽 (圆弧)内定位;松开夹紧螺钉1,将工件后移并旋转180°;定位板12的另一端与滑板8重新定位,工件9端面A轴向定位,紧固螺钉夹紧工件9,铣另一槽。松开夹紧螺钉1,取下工件9并松开锁紧螺钉2,工件加工完毕。
(5)夹具使用效果:这套辅助进给装置与夹具一体化,降低了操作者的劳动强度,缩短了加工节拍 (单件节拍30 s内),提高了生产效率;具有设计简单,操作方便、快捷多用等优点;若更换夹紧套11,可加工一定范围的不同类型的产品,效果明显。
猜你喜欢
制造技术与机床(2019年8期)2019-09-03 01:15:02
小学生导刊(2018年4期)2018-04-18 13:53:34
精密制造与自动化(2018年1期)2018-04-12 07:42:50
精密制造与自动化(2018年1期)2018-04-12 07:42:46
制造技术与机床(2017年5期)2018-01-19 02:49:06
小猕猴智力画刊(2017年3期)2017-03-24 18:57:34
学与玩(2017年12期)2017-02-16 06:51:22
表面工程与再制造(2016年5期)2016-12-15 11:42:26
山西大同大学学报(自然科学版)(2016年2期)2016-12-12 03:19:33
作文与考试·小学高年级版(2016年2期)2016-09-10 07:22:44
