高炉交流探尺SINAMICS S120调速系统
2014-09-22 09:13:22,
电气传动 2014年9期
,
(上海宝信软件股份有限公司,上海 201900)
1 引言
高炉探尺是监视和控制高炉内料位的重要设备,实时显示料线和料速。一般中小高炉设置2套探尺,大型高炉设置3~4套探尺。目前国内常见的探尺系统由直流调速系统控制,虽然直流调速性能好,但直流电机故障率高、定期维护费用多,随着交流变频技术的发展,直流电动机逐渐被交流电动机替代。我们将系统改成交流电动机,用SIEMENS最新的SINANICS S120矢量变频器控制探尺传动系统,取得了很好的效果。
2 探尺工艺原理
2.1 探尺工艺及要求
国内探尺多为铸钢圆柱重锤,长700 mm左右,由电动机拖动卷筒,通过缠绕在卷筒上的钢丝绳,经滑轮和链索将重锤伸入炉膛内测量料位。在控制传动轴上接有旋转编码器,旋转编码器与数字主令控制器共同完成位置的精确检测,并经数字主令运算后送出料位的干接点信号及料位的模拟量信号,传至中央控制室。
根据高炉工艺要求,通常无料钟炉顶(料钟炉顶逐步被无料钟炉顶替代)高炉将炉顶炉喉钢砖的上沿确定为探尺零位,零位以上1 m处定为探尺上极限,零位以下5 m处定为下极限(通常规定的料面最低位),探尺的行程为1~-5 m。探尺在规定的上、下极限位置内运行,需要点测和连测炉内料面。采用连测时,探尺跟随料面升降,连续测量料面。采用点测时,可根据生产要求下放探尺,探到料面或者下极限时,自动提尺返回待机位置。
探尺重锤是一个位能性负载,重锤力矩始终向下。基于工艺要求探尺有3种工作状态,即提尺、放尺、跟随料面,并且要满足以下工艺要求:
1)稳定、可靠地快速提尺,到达上极限后自动停尺;
2)放尺时顺畅、均匀,速度一般是提尺速度的40%~60%左右;
3)探尺碰到料面时,不出现倒锤,能自动扶尺,可以自动跟随料面,不出现浮锤和悬锤。
2.2 提尺
如图1所示,探尺向上提尺时,电动机的运行方向和重锤的运行方向相同,但是电动机的电磁力矩与探尺重锤系统(包括重锤及链条)的重力矩相反,为驱动力矩,电动机电磁力矩:

式中:Md为电磁力矩;Mt为摩擦力矩;Mg重锤力矩;Mt为链条重力矩。
电动机处于电动状态,改变变频器的输出电压和频率即可改变提尺的速度。
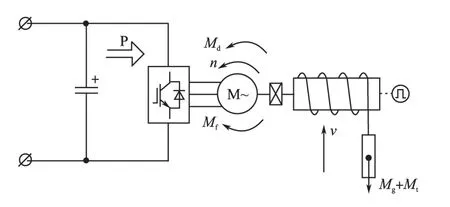
图1 提尺Fig.1 Upgrade rod
2.3 放尺
如图2所示,探尺向下放尺时,电动机的运行方向和重锤的运行方向相同,电动机的电磁力矩与探尺重锤系统(包括重锤及链条)的重力矩相反,为制动力矩,电动机处于发电状态。电动机电磁力矩Md=Mg+Mt-Mf,改变变频器的制动力矩大小可以改变探尺的下放速度。

图2 放尺Fig.2 Downgrade rod
2.4 跟随料面
如图3所示,探尺继续放尺碰到料面时,由于料面对重锤有支持作用,重锤的重力矩逐步减小直到为零,重锤受到料面的支持力矩并停在料面上,电机处于堵转状态。电动机的电磁力矩为

式中:Mz为料面支持力矩。

图3 跟随料面Fig.3 Follow rod
为保证测量料面的准确性,要求重锤立于料面而不倒,电机要产生保持向上的张力拉住重锤而不出现倒锤。在重锤下放时,由于惯性作用,可能会出现碰到料面重锤倾斜,由于电机的拉力向上,能够使重锤扶正。当出现料面下降,料面的支持力矩消失,平衡状态被打破,重锤继续下放并停于料面上。
探尺的跟随性是判断探尺系统好坏的一个重要因素。如Md太小,Mz偏大,重锤容易发生倾倒现象,探尺就不能反映料面的真实高度。如Md太大,Mz偏小,重锤就不易完全跟随料面,发生重锤悬浮现象,探尺也不能反映料面的真实高度。实际应用中,这两种情况都是不允许出现的。
3 探尺控制系统
3.1 系统硬件配置
改造后的系统采用西门子全新推出的变频调速驱动系统SINAMICS S120,这是一种高性能、高精度,具有模块化结构设计的变频器,可以实现控制单元CU、整流器、逆变器、功能模块灵活组合使用。SINAMICS的所有型号都基于相同的技术平台,共同的硬件和软件部件以及标准的设计、组态和调试工具可保证所有部件之间的高度集成,可以完成所有不同类型的驱动任务,并且可以方便地相互组合。内部控制软件功能强大,调试简洁方便。SINAMICS是西门子“全集成自动化”的组成部分,在组态、数据管理和与自动化层的通讯方面的通用性,使得SIMATIC和SIMOTION解决驱动任务时更为便捷。
硬件系统如图4所示。电源模块采用SLM(smart line module),SLM能够提供稳定的直流电源到直流母线,带有能量回馈的功能,可以在探尺下放时将直流母线上的再生能量回馈到电网侧。主要配置如下:电动机为2×2.2 kW,AC 380 V;整流模块为1×5 kW,AC 380 V;逆变模块为2×2.7 kW,AC 380 V;控制单元为1×CU320-2DP。以及其他相关配套模块。
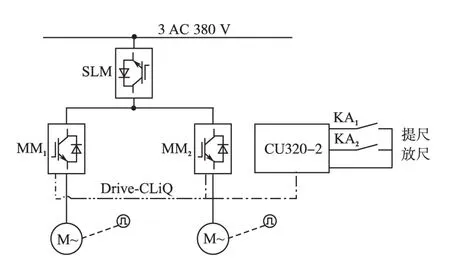
图4 系统配置图Fig.4 Drive system overview
根据探尺的工作情况,结合S120内部控制软件功能,我们采用了两种控制方式来实现探尺的控制功能,并成功地运用在高炉上。
以下分别介绍这两种控制方式的内部功能。
3.2 系统内部功能1
控制方式1是采用转矩限幅的控制模式来实现提尺和放尺。内部功能框图如图5所示。

图5 内部功能框图(1)Fig.5 Function diagram(1)
提尺时,PLC发出提尺命令,KA1吸合,系统使能,机械抱闸打开,内部电子开关K1,K2,K3都处于“0”位。此时系统实质是内环为转矩环,外环为转速环的双闭环系统,为主动传动系统。电子开关K1,K2在“0”位时,速度附加给定值P1075为0,速度给定值Ug就是P1001的值。电子开关K3在“0”位,速度调节器ST的输出正限幅为P1004值,P1004通常设置为100%~150%。电动机处于电动状态,运行初始,电动机电磁力矩Md>Mg+Mt,电机克服重锤和系统静摩擦力矩,加速正转,直到Md=Mf+Mg+Mt,电机匀速运行,重锤被提升(参见图1)。P1001通常设置为60%~95%(假定探尺向上运行为正方向,电机速度给定为正值)。
放尺时,PLC发出放尺命令,KA2吸合,系统使能,机械抱闸打开。工作初始,内部电子开关K1处于“1”位,电子开关K2,K3在“0”位,系统还是处于转速转矩双闭环控制系统。由于机械摩擦、机械部件受温度变化影响较大等原因,在打开抱闸时,机械静态阻力过大,不利于探尺下放。为了克服机械系统静摩擦,先有意让电机主动反转,将重锤下放。此时,电子开关K2,K3还处于“0”位,附加速度给定P1075为0,速度给定值Ug就是P1002的值,P1002赋值-30%左右(以-30%为例),电机反转,探尺得以下放。延时几s后,电子开关K2,K3都处于“1”位,速度附加给定值切换到P1003,P1003的赋值要使速度给定Ug(P1002+P1003)为正并略大于0,即P1003设置为30%~30.5%之间。K2,K3切换瞬间电机还继续在反转,速度反馈值不为0,速度给定Ug瞬间减小接近于0,导致速度调节器ST正向饱和,达到正的限幅值,此时限幅值切换到了P1005(P1005为正值),电机产生反向即提升力矩,这个值要小于重锤力矩,电磁力矩Md+Mf=Mg+Mt(Mf系统摩擦力矩与放尺的方向相反),探尺被倒拉着继续匀速下放(参见图2)。
探尺继续下放,直到重锤底部碰到料面被挡住。由于惯性作用,电机不能马上停下,重锤会发生一定的倾斜现象,电机速度降为0。此时,速度反馈为零,Ug仍然存在,速度调节器ST依旧正向饱和,输出限幅值被P1005所限制,电机依旧产生向上的提升力矩,重锤很快被扶正,直至Md=Mg-Mz,重锤垂直立于料面上,力矩保持暂时的平衡。随着料面下降,重锤失去料面的支撑,暂时的力矩平衡被打破,重锤就跟随料面下降(参见图3)。
调试中,重点和难点是放尺和跟随。放尺的初始速度P1002不宜过大,一般设为-30%~40%左右即可。切换延时的时间长度,以小于探尺从上极限下放到探尺零位的时间为宜,时间过短,重锤还不足以克服机械系统的静摩擦,电机还没有来得及运行起来就被切换控制方式,产生向上的提升力,容易造成卡尺的现象。时间也不能过长,过长容易造成探尺下放到零位以下,可能碰到料面而发生钢丝绳松弛现象。探尺跟随性和P1005大小有关,需要反复调整。P1005过大,探尺不宜下放,容易出现悬锤,甚至被提升;P1005过小,探尺下放过快,容易出现倒锤。
3.3 系统内部功能2
控制方式2是根据提尺和放尺时,分别采用变频器内部由速度控制和转矩控制两种模式相互切换来实现。内部功能框图如图6所示。

图6 内部功能框图(2)Fig.6 Function diagram(2)
提尺时,PLC发出提尺命令,KA1吸合,内部电子开关K1,K2处于“0”位。此时系统实质为转速转矩双闭环系统,为主动传动系统。电动机处于电动状态,提尺的速度可根据工艺要求由P1001设定,通常设置为60%~90%(假定探尺向上运行为正方向,电机速度给定为正值)。
放尺时,PLC发出放尺命令,KA2吸合。工作初始,内部电子开关K1处于“1”位、K2处于“0”位,系统还是处于转速转矩双闭环控制系统,先有意让电机主动反转,有利于克服机械系统的静摩擦,将重锤下放。延时几s后,电子开关K2切换到“1”位,系统由转速转矩双闭环切换为转矩环控制,附加转矩给定P1003由P1503端输入,P1003为正值,这个力矩值的方向与提尺力矩方向相同,也就是产生提升力矩,其值要小于重锤力矩,电磁力矩Md+Mf=Mg+Mt,探尺被倒拉着继续匀速下放(参见图2)。
探尺继续下放,直到重锤底部碰到料面被挡住。由于惯性作用,电机不能马上停下来,重锤会发生一定的倾斜现象。但由于电动机产生的提升力矩仍然存在,重锤很快被扶正,直至Md=Mg-Mz,重锤垂直立于料面上,力矩保持暂时的平衡。随着料面下降,重锤失去料面的支撑,暂时的力矩平衡会被打破,重锤跟随料面下降(参见图3)。
调试中,重点和难点依然是放尺和跟随。放尺初始速度设定值P1002,以及延时,和方案1相同,就不累述。放尺的附加转矩给定值P1003和方案1中的P1005转矩限幅值设置相同,不宜过大或过小。
以上两种方案中,提尺的内部控制结构实质是一样的,都是转速转矩双闭环系统。放尺时方案1采用转矩限幅,方案2采用转矩给定,其实质都是要产生一个向上的提升力矩。在调试中,这个提升力矩的大小设置都要合适,可以通过观察在匀速提尺时,转速调节器ST输出r1481值的大小做为参考,方案1中P1005和方案2中的P1003要小于测定的r1481。方案中用到的电子开关、时间继电器等相关切换逻辑需要用到S120内部的自由功能块以及DCC编程。
4 结论
采用最新的交流变频调速装置SINAMICS S120装置改造后的交流探尺系统,运行效果如下:提尺速度为30%~95%;放尺速度为-20%~-60%;料面探测精度<5 cm。
新系统运行平稳、可靠,并且节能环保,完全满足工艺要求,相比直流电机系统大大减少了日常运行维护费用。在无锡和南通的高炉上投入运行以来,取得了很好的运行效果。因此,在新高炉的建设或旧系统的改造中,该系统值得推广运用。
[1]陈伯时.电力拖动自动控制系统[M].第3版.北京:机械工业出版社,2004.
[2]刘玠.炼铁生产自动化技术[M].北京:冶金工业出版社,2005.
[3]王宏启,王明海.高炉炼铁设备[M].北京:冶金工业出版社,2008.
[4]蒲静涛,曲永印,谢树林,等.高炉探尺全数字直流调速系统[J].北华大学学报:自然科学版,2001,2(5):451-454.
[5]西门子.SINAMICS S120功能手册V4.4[Z].2011.
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:50:38
昆钢科技(2021年3期)2021-08-23 01:27:36
昆钢科技(2021年3期)2021-08-23 01:27:34
当代工人(2019年18期)2019-11-11 04:41:23
山东青年(2016年12期)2017-03-02 18:22:48
光学精密工程(2016年6期)2016-11-07 09:08:02
航天制造技术(2016年6期)2016-05-09 08:32:51
探测与控制学报(2015年4期)2015-12-15 15:00:56
河北电力技术(2015年2期)2015-11-21 02:45:50
橡塑技术与装备(2015年7期)2015-07-03 12:17:56