12Cr2M o1R耐热钢单层堆焊工艺
2014-09-19 02:39魏娜然刘明亮
中国重型装备 2014年3期
魏娜然 刘明亮
(1.中国第一重型机械股份公司核电石化事业部,辽宁116113;2.大连市锅炉压力容器检验研究院,辽宁 116013)
12Cr2M o1R耐热钢单层堆焊工艺
魏娜然1刘明亮2
(1.中国第一重型机械股份公司核电石化事业部,辽宁116113;2.大连市锅炉压力容器检验研究院,辽宁 116013)
对12Cr2Mo1R耐热钢采用电渣焊(ESW)方法进行耐蚀层的单层堆焊,并对堆焊试样的性能和化学成分进行分析。结果表明,采用单层堆焊的方法可以满足性能和化学成分的要求。该方法大大降低了制造成本,提高了生产效率。
12Cr2Mo1R耐热钢;ESW焊;单层堆焊;耐蚀层
加氢反应器一般是在高温、高压、临氢及硫化氢腐蚀的工作环境下操作,所以大部分反应器内壁须堆焊不锈钢耐蚀层。现有一台加氢反应器,材质为12Cr2Mo1R,筒节内壁要求单层堆焊耐蚀层(TP347),堆焊层厚度为4+0.5mm。为了获得表1中要求的化学成分,采用电渣焊(ESW)方法进行耐蚀层的堆焊。通过对堆焊试样进行性能和化学成分分析,为该堆焊方案提供依据。

表1 耐蚀层表面及以下2 mm熔敷金属的化学成分[1](质量分数,%)Table 1 Chem ical com position of deposited metal of corrosion resistant layer surface and 2 mm depth beneath(mass fraction,%)
1 试验材料及方法
1.1 试验母材
12Cr2Mo1R钢属于珠光体耐热钢,具有良好的常温和高温性能、抗氢腐蚀能力、抗氧化能力、抗脆断能力和较好的焊接性能,是理想的用来制造各类大型反应器和换热器等石油化工炼制设备的材料。其化学成分和力学性能见表2和表3。从表2和表3获知,12Cr2Mo1R钢具有较高的强度、塑性和冲击韧性,并且合金元素含量较多,具有较高的淬硬倾向。因此,在焊接前需要预

表2 12Cr2M o1R钢化学成分(质量分数,%)Table 2 Chem ical com position of 12Cr2M o1R steel(mass fraction,%)
热,在焊后立即进行后热,并且进行焊后热处理。
这样的焊接操作不仅能消除焊接残余应力,更重
要的是使接头各区的组织稳定化,保证焊接接头
的性能。
1.2 试验方法及焊材

表4 WEL ESS 309NbL焊带的化学成分(质量分数,%)Table 4 Chem ical composition of WEL ESS 309NbL solder strip(mass fraction,%)
在各种堆焊方法中,带极堆焊效率高,而且堆焊层中缺陷很少,多应用在筒节内壁大面积耐蚀层的堆焊上。在带极堆焊中,广为采用的方法有埋弧焊(SAW)和电渣焊(ESW)。采用电渣焊焊接时焊道形状平滑、熔深浅而均匀,母材稀释率低,而且咬边和夹渣等焊接缺陷少;而且,为了改善焊道形状还应用了磁控制,对防止咬肉和焊道偏位有明显效果。所以,电渣焊堆焊方法近年来在国内外的加氢容器、换热器等石油化工类压力容器的内表面大面积堆焊中得到了广泛应用。
本试验采用电渣焊(ESW)方法进行耐蚀层的堆焊,堆焊金属的主要合金成分来源于焊带而不是焊剂。焊带和焊剂均选用日本WEL公司产品,该焊带熔敷金属化学成分见表4。
2 焊接工艺评定
按照NB/T47014—2011《承压设备焊接工艺评定》中耐蚀层堆焊工艺评定的要求,堆焊试板材质为12Cr2Mo1R,规格尺寸为:80 mm×250 mm×500 mm,评定位置为水平位置。
堆焊前,试板(待堆焊面)须按JB/T4730.4—2005进行100%磁粉检测,合格等级为Ⅰ级。试板堆焊时必须进行预热,预热温度≥150℃,堆焊后缓冷至室温,并按 JB/T4730.5—2005进行100%渗透检测,合格等级为Ⅰ级。堆焊后,试件如图1所示。
堆焊试板按 NB/T47015—2011规定,12CrMo1R材质热处理温度为680~700℃,保温时间为最大模拟热处理时间。具体热处理规范如图2所示。堆焊试板经模拟焊后热处理之后,堆焊层表面进行100%渗透检测、100%超声[2]检测,合格等级为Ⅰ级。
试板在堆焊过程中,在保证焊接质量的前提下要求有效控制堆焊层的厚度为4.0+0.5mm。在堆焊时,为了减少热输入量,应采用较快的焊接速度,焊接参数严格按照表5中的规定执行。
3 工艺评定结果分析
试板焊后热处理及无损检测合格后,按照NB/T47014—2011和相关堆焊的技术要求,进行了弯曲试验、硬度试验、化学分析、晶间腐蚀试验及抗剥离试验。弯曲试验结果见表6。

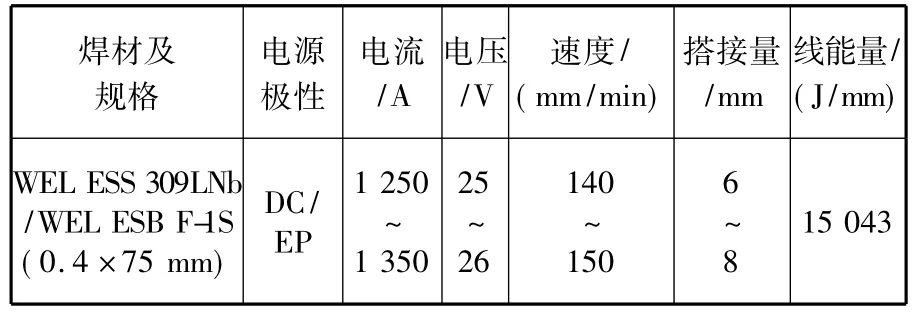
表5 堆焊焊接材料及焊接工艺参数Table 5 W elding material and procedure parameter of build-up welding
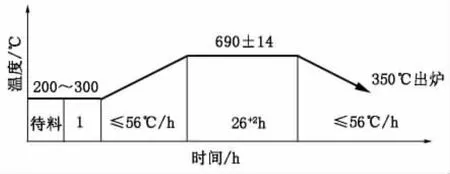
图2 堆焊试板的焊后热处理曲线Figure 2 Heat treatment after welding curve of build-up welded specimen
弯曲试验是为了测定堆焊金属、熔合线和基层热影响区的完好性和塑性。从表6的试验结果可以看出,弯曲试样合格。

表6 弯曲试验参数及结果Table 6 Parameters and results of bending test
热处理后在试件的堆焊层表面上任取4点测量表面硬度;在试件断面取3个点测量显微硬度,取点位置:堆焊层、熔合线、母材。从硬度试验的结果可以获知,硬度值满足≤248HV10和≤230HBS的要求。
该件堆焊试板共焊了3道,在每条焊道上取两处,并从距表面(0~1)mm、(1~2)mm的位置上分别取化学试样。从表7中的化学成分结果可以看出,该化学成分满足表1中各成分的要求,而且铁素体数值FN在3%~8%之间。
对堆焊试件制取两件晶间腐蚀试样,按GB/T 4334.5进行检验,弯曲180°未发现晶间腐蚀裂纹。抗剥离试验在温度450℃、充氢压力15 MPa、保持时间48 h、冷却速度≥200℃/h的试验条件下进行。试样完成抗剥离试验后在环境温度下放置7天,经超声检测得出试样的堆焊层无明显剥离现象。说明晶间腐蚀和抗剥离试验满足要求。
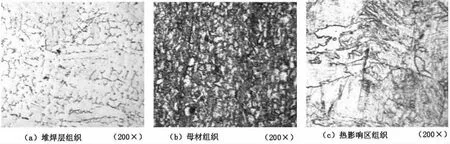
图3 堆焊试样的金相组织图片Figure 3 Metallographic structure picture of build-up welded specimen
堆焊试样经10倍宏观观察,未发现有裂纹、气孔、夹渣、未熔合等焊接缺陷。图3为堆焊试样的金相组织照片。从图3可以看出,堆焊层组织为奥氏体+枝晶铁素体+少量点状碳化物,母材组织为回火粒状贝氏体,热区组织为回火板条贝氏体+回火粒状贝氏体;而且未发现微观焊接缺陷。
4 结论
对12Cr2Mo1R耐热钢采用电渣焊(ESW)方法进行耐蚀层的单层堆焊,并对堆焊试样进行试验分析,得到的结果能够满足化学成分和性能的要求。说明该堆焊方案是可以推广应用的。
[1]ASME,压力容器建造规程第Ⅱ卷C篇(2010版)-焊条、焊丝及填充金属[S].
[2]JB/T4730—2005,承压设备无损检测[S].
编辑 杜 敏
Single Layer Build-up Welding Process of 12Cr2Mo1R Refractory Steel
W ei Naran,Liu M ingliang
Corrosion resistant layer of 12Cr2Mo1R refractory steel has been carried out single layer build-up welding with ESW,and performance and chemical composition of build-up welded specimen have been analyzed.The result showed that single layer build-up welding procedure was sufficient for performance and chemical composition,which reduced greatly production cost and upgraded productive efficiency.
12Cr2Mo1R refractory steel;ESW welding;single layer build-up welding;corrosion resistant layer
TG448
B
2013—12—02
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
广州化工(2022年14期)2022-08-16
理化检验(物理分册)(2022年3期)2022-03-31
铀矿冶(2021年2期)2021-05-24
石油化工腐蚀与防护(2021年2期)2021-04-27
装备制造技术(2020年2期)2020-12-14
铝加工(2020年2期)2020-05-12
商品与质量(2019年12期)2019-07-24
资源节约与环保(2019年6期)2019-07-09
汽车文摘(2016年1期)2016-12-10