WD615缸盖随流孕育工艺研究
2014-09-18 08:57李永刚董志鹏张行河
汽车零部件 2014年9期
李永刚,董志鹏,张行河
(1.潍柴重机股份有限公司,山东潍坊 261001;2.潍柴动力股份有限公司,山东潍坊 261001)
WD615缸盖随流孕育工艺研究
李永刚1,董志鹏1,张行河2
(1.潍柴重机股份有限公司,山东潍坊 261001;2.潍柴动力股份有限公司,山东潍坊 261001)
为解决铸铁材料孕育衰退问题,提高材料性能,某公司引进了随流孕育工艺。但在应用过程中,出现材料强度下降、金相组织无改善等现象,与预期目标相差较大。为此,决定以WD615缸盖为对象进行试验,对随流孕育工艺进行评估。试验结果表明:铁水的碳当量、硫含量、高温静置时间及孕育剂种类等因素是造成随流孕育效果不明显的原因。
随流孕育;灰铸铁;缸盖
Abstract:To solve the problem of inoculation fade, and improve material performance, a company introduced the instant steam inoculation process. But in the application process, phenomenon of decline strength and no improvement in microstructure appeared,which had a larger difference with the expected goal. So, taking WD615 cylinder head as test object, instant steam inoculation process was evaluated. The results show that carbon equivalent and sulfur content of the molten iron, high temperature holding time and inoculant type are the reasons which cause stream inoculation effect not obvious.
Keywords:Instant steam inoculation; Gray cast iron; Cylinder head
0 引言
孕育处理实际上是向液态金属中添加少量孕育剂以达到细化晶粒、改善组织、提高性能的一种方法。
目前孕育处理作为生产高强度灰铸铁的有效方法,国内外的应用非常普遍。目前国内大多数铸造厂家都采用炉前孕育的方法,进行炉前孕育时采用人工加入的方法比较多。
根据结晶学原理,孕育处理主要是影响结晶生核过程和促进晶粒游离以细化晶粒,但随着浇注时间的延长,其影响程度将不断减少(即孕育衰退),结果导致综合性能下降。孕育衰退如图1所示。
从图1可清楚地看到:随着时间的推移,铁液中结晶核心在5~6 min内快速减少。因此,理想的孕育处理方式是在浇注铸件时将孕育剂加入到金属液流中,最大限度地缩短孕育后的停留时间,从而避免浇包孕育中存在的孕育衰退问题。而随流孕育工艺正是防止孕育衰退及避免上述情况提高铸件综合性能的有效方式。
对于现行随流孕育工艺,某公司应用过程中,发现冷风冲天炉铁水,采用随流孕育工艺生产的飞轮强度比未采用此工艺的低,金相组织未有明显提高,只断面均匀性稍有提高。对于此种情况,决定对目前应用较好的热风冲天炉热水进行随流孕育试验,以WD615缸盖为对象,对目前随流孕育工艺进行评估。
1 WD615缸盖工艺现状
采用随流孕育工艺生产的WD615缸盖,基本工艺现状为:铸铁牌号HT250(Cu-Cr);抗拉强度不小于250 MPa;硬度HBS 190~240。每箱6个缸盖,需铁水168 kg,浇注时间27 s。
缸盖基本成分要求为:原铁水成分为:C的质量分数为3.25%~3.35%;Si的质量分数为1.5%~1.7%; Mn的质量分数为0.6%~1.0% ;S的质量分数不大于0.1%;P 的质量分数不大于0.07%;缸盖成分:C的质量分数为 3.25%~3.35%; Si的质量分数为1.8%~2.1%; Mn 的质量分数为0.6%~1.0%; S的质量分数不大于0.1%; P 的质量分数不大于0.07%; Cu的质量分数为 0.6%~0.8%; Cr的质量分数为 0.2%~0.35%;孕育剂加入量:硅钡孕育剂的质量分数为0.2%~0.4%,稀土硅铁的质量分数为0.05%~0.1%,随流硅锆孕育剂的质量分数为0.1%。孕育剂技术要求见表1—3。

表1 稀土硅铁技术要求
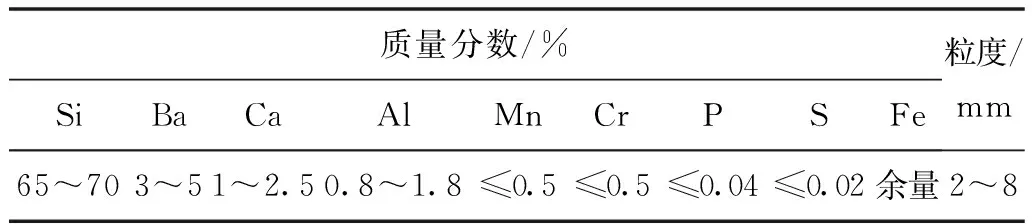
表2 硅钡孕育剂化学技术要求
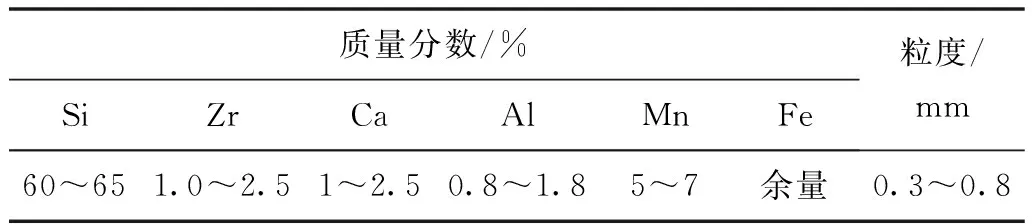
表3 硅锆孕育剂技术要求
2 随流孕育试验
2.1 试验方案
利用正交试验方法,以碳当量变化为主,对应不同碳当量,变化孕育剂加入量,试验随流孕育对缸盖本体性能的影响。并试验1包现行工艺,不加随流孕育。
试验共分4轮,前3轮每轮1包铁水,第4轮2包。
第1轮:一次孕育按现行工艺,随流孕育量变化,具体加入量见表4。
第2轮:一次孕育处理后铁水Si质量分数控制在1.7%,随流孕育量变化,具体加入量见表5。
第3轮:一次孕育剂改为75SiFe,铁水硅质量分数按2.0%
控制,具体加入量见表6。
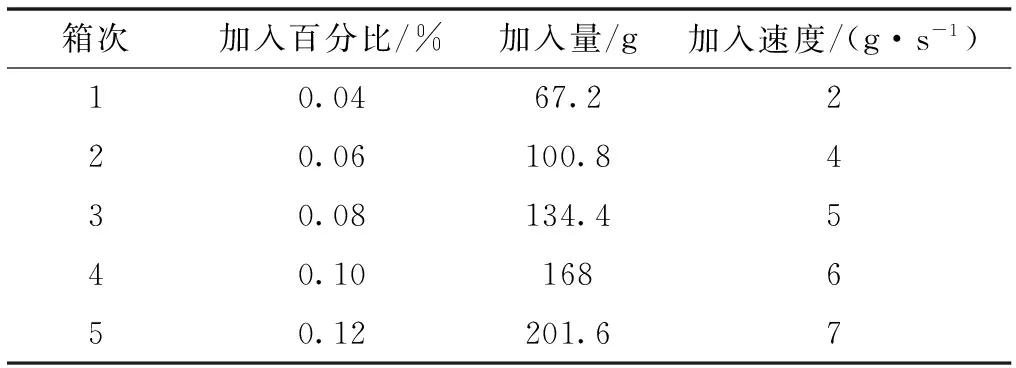
表4 第1轮试验方案
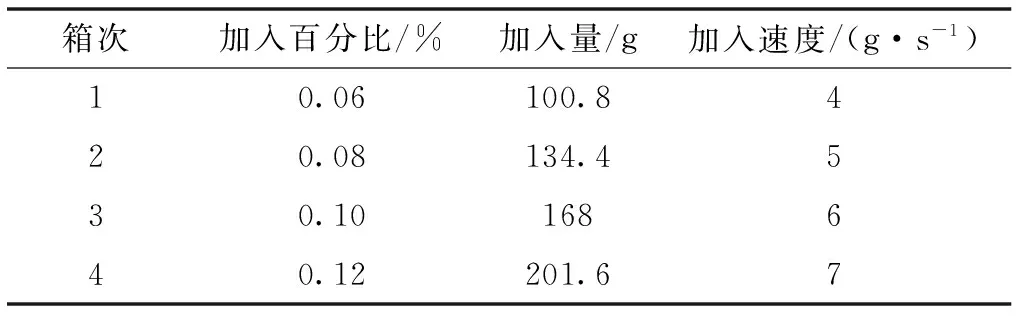
表5 第2轮试验方案
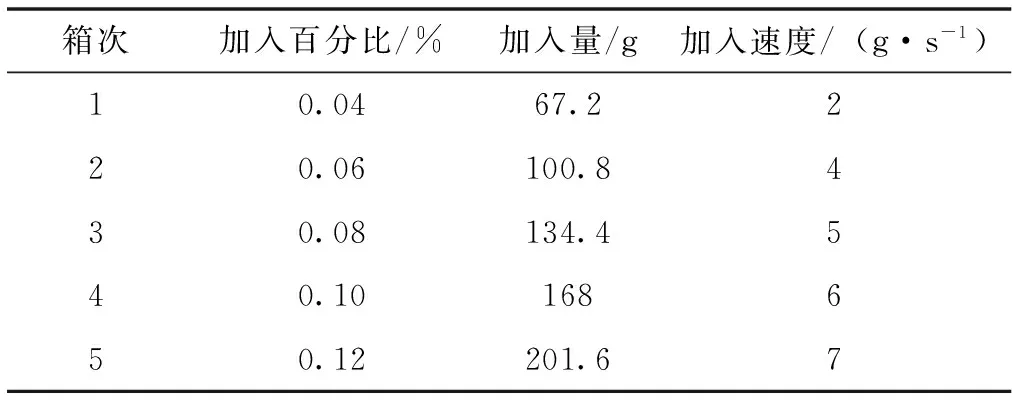
表6 第3轮试验方案
第4轮:现行工艺。
要求:每箱每个缸盖都做标记,箱内与箱外号统一。
2.2 试验过程
(1)试验前化验原铁水、一次孕育后铁水成分,结果如表7所示。
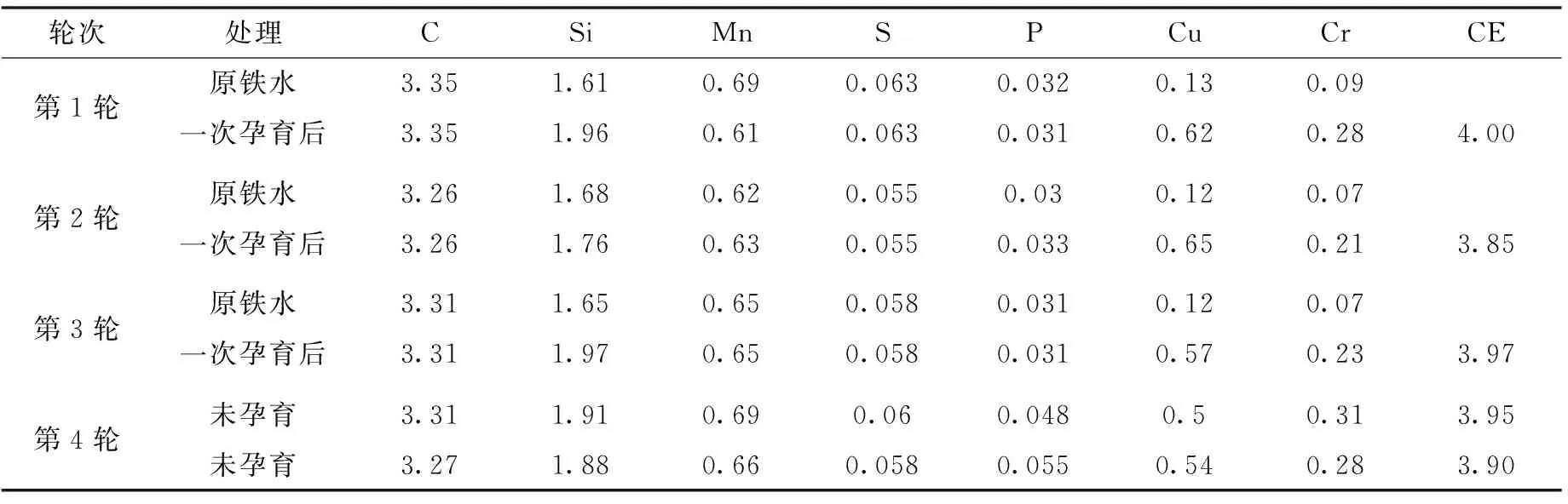
表7 铁水成分(质量分数) %
(2)试验按方案进行,过程参数如表8所示。
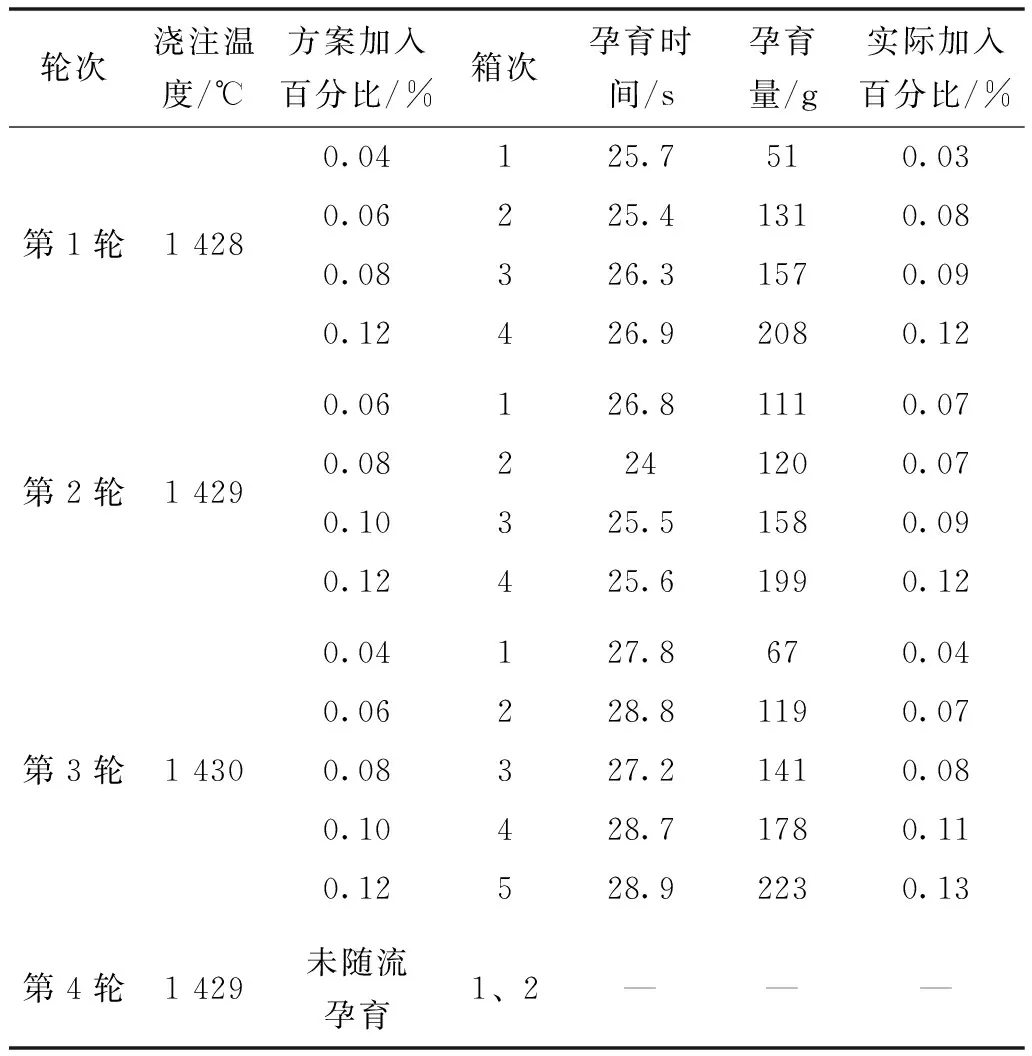
表8 过程参数
(3)将带标记缸盖挑出,每箱选1到2个缸盖进行本体取样。取样位置如图2所示,图中H为侧壁位置,B为鼻梁区位置。
(4)对所取本体试样进行理化检验。
2.3 试验结果
理化检验结果如表9—10所示。
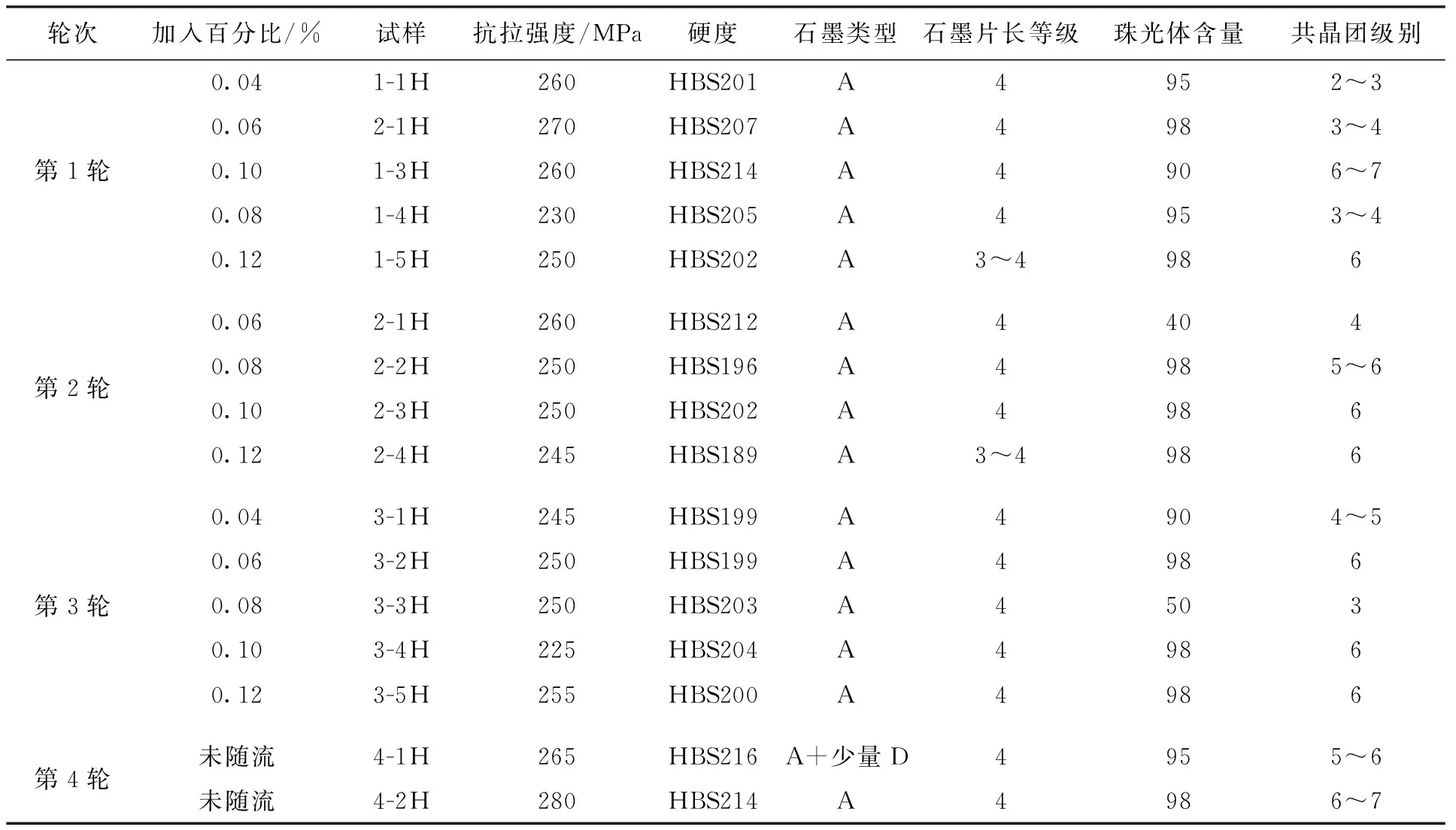
表9 理化结果(侧壁)
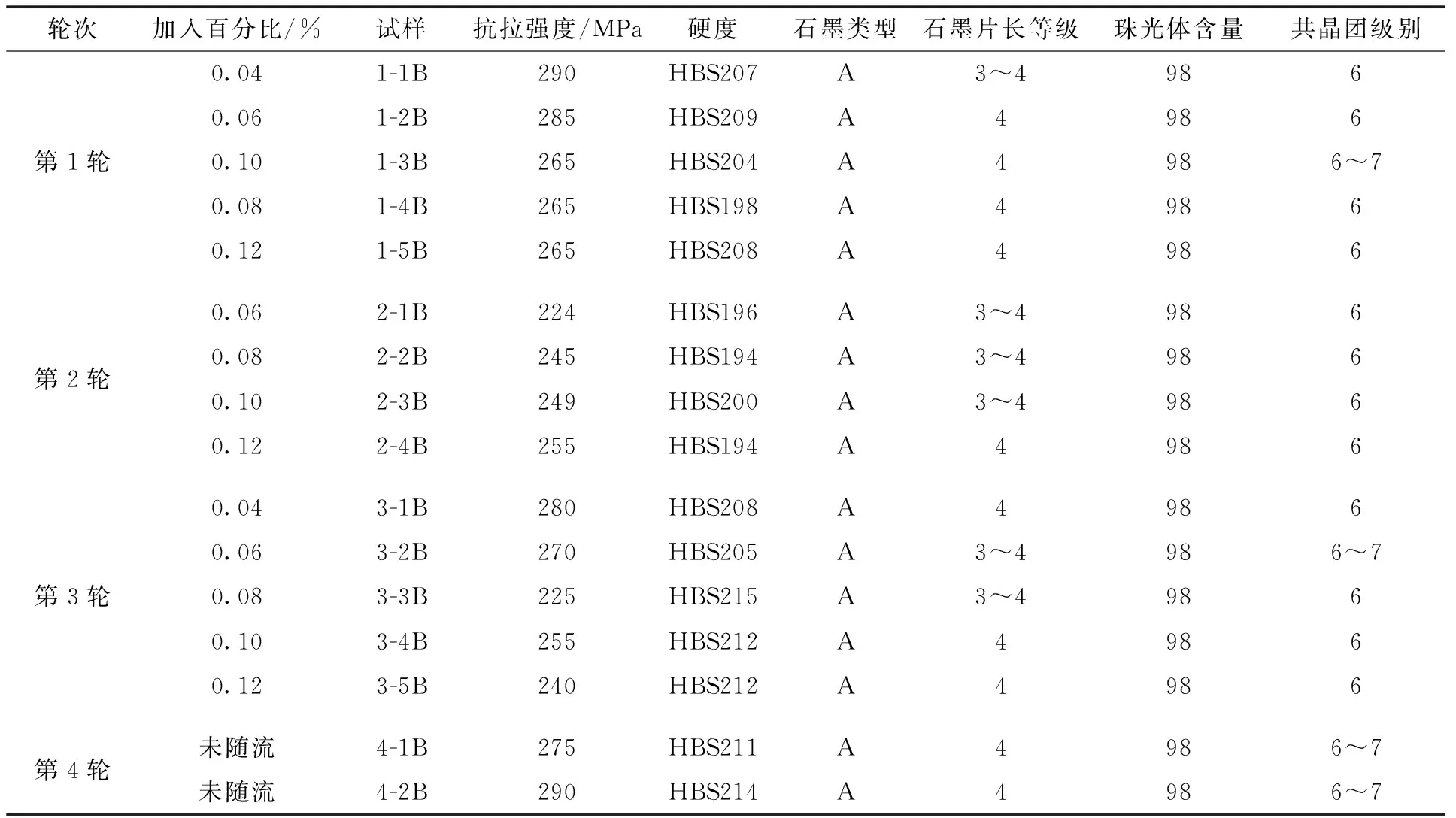
表10 理化结果(鼻梁区)
3 试验分析及讨论
根据表9、表10,将鼻梁区所测强度硬度值减去侧壁所测数据,取绝对值,数据整理如表11所示。
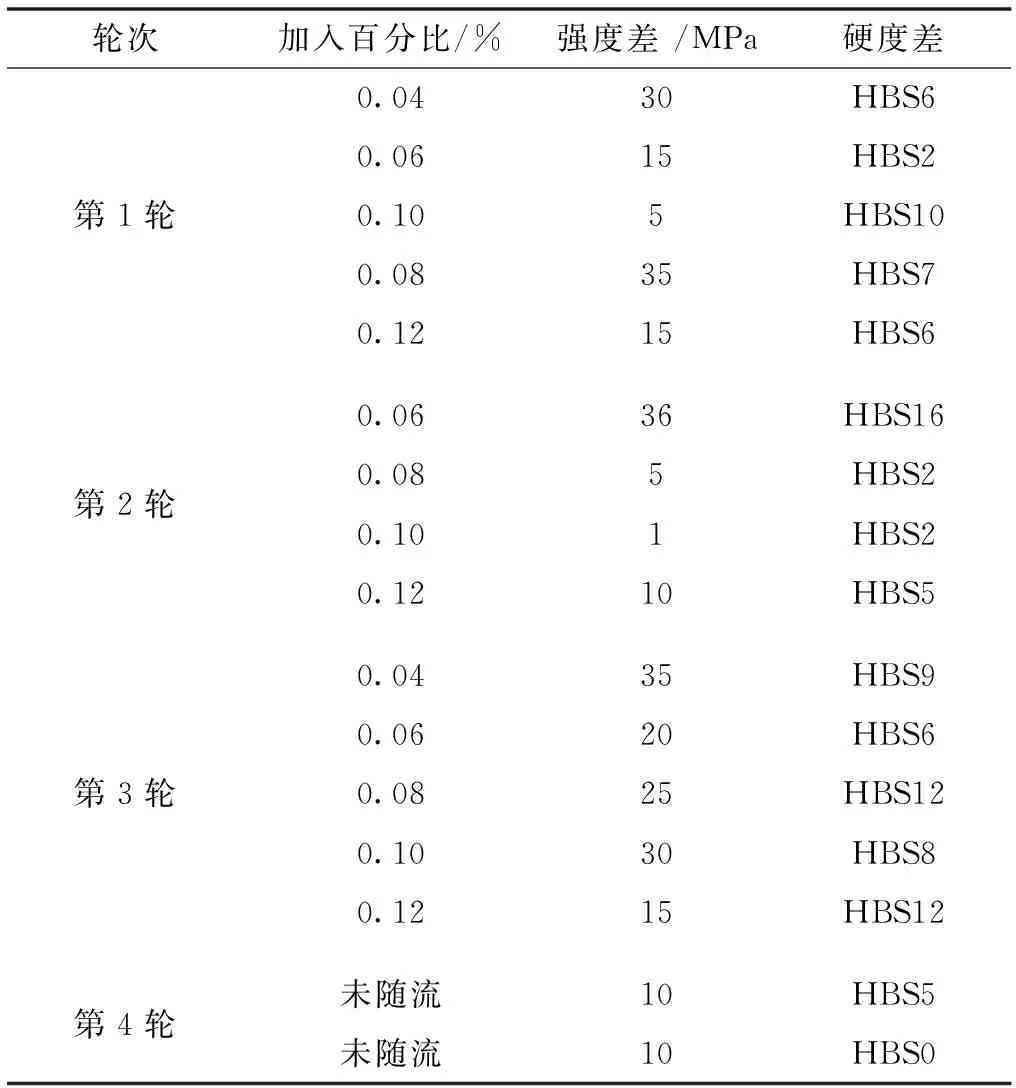
表11 数据整理表
从表7、表11可以看出:同等碳当量(3.95%、3.97%、4.0%)情况下,第1轮、第3轮、第4轮强度差和硬度差相比,第4轮最稳定,说明在高碳当量情况下,随流孕育未起到提高强度和断面均匀性的作用;相反,前3轮强度值还要略小于第4轮。第2轮在相对低碳当量情况下,除0.06%随流孕育剂因随流孕育加入量较少而造成强度与硬度差波动较大,其余3组体现出了比其他4组更好的性能。
从金相上看:除第4轮有少量D型石墨外(如图3),其余全为A型石墨(如图4),且片长波动很小,说明硅锆随流孕育剂对石墨形态的提高作用不大;在珠化体含量上,第2轮、第3轮个别出现了含量低于95%的共3组(图5—7),但也在工艺要求(>90%)范围内;对于共晶团,鼻梁区位置较稳定,而侧壁区波动较大。
对于以上结果,作者认为有以下几个原因:
(1)S质量分数
一般认为S在灰铸铁中是有害元素,wS值大易产生铸件“热裂”和造成硫化夹杂物倾向,所以一般都要求铁液中的wS≤0.12%或wS≤0.1%,只有上限,没有下限。用冲天炉熔化,铁液中的wS量一般都在0.1%左右,而用电炉熔化,铁液中的wS量一般都在0.015%~0.035%,这样低的wS量对处理高牌号灰铸铁是十分不利的。根据国内长期的实践经验与国外的资料介绍,灰铸铁中的最佳wS量为0.08%~0.12%,最低不能小于0.05%。
试验过程中实际wS量为0.055%~0.063%,不在灰铸铁要求的最佳硫量范围内,这可能是造成孕育效果下降的原因之一。
(2)碳当量
HT250至HT350灰铸铁都是高强度孕育铸铁,孕育作用大小在很大程度上取决原铁水的过冷度,而影响铁水过冷的主要因素是两个:(1)铁水温度,过热温度越高,过冷越大;(2)碳当量,碳当量越低,过冷度越大。
碳当量多少合适呢?其原则是未孕育的原铁水凝固后应是白口与麻口组织,即碳是以部分或全部渗碳体出现,孕育后全部为珠光体细灰口组织。因此在孕育铸铁熔制时主要掌握两个环节:(1)选择C、Si的质量分数使孕育前铁水为白口或麻口,或石墨呈D、E型过冷石墨;(2)经过孕育后成为细珠光体与A型石墨。一般情况下HT250至HT350牌号的灰铸铁,C的质量分数为2.8%~3.3%,Si的质量分数为1.0%~1.7%。从成分上看,该公司使用的碳、硅含量都偏高,这可能是用现有孕育剂铁水孕育效果不好的原因之一。
(3)保温及孕育温度
理论上认为,原铁液应经过适当的过热和静置,以便使铁液中残存的石墨晶芽有条件得以消除,也会使悬浮在铁液中的某些可能作为石墨形核基底的夹杂物从铁液中上浮而除去,即使铁液得到一定程序的净化。为此应使铁液温度达到1 450 ℃以上,并在此温度下静置10~15 min。但现代铸铁理论认为,铁水在冲天炉出铁后静置时间不宜过长,如果时间过长,铁水中与孕育剂反应的形核核心就会随时间的延长而逐渐减少,铁水可孕育性下降,孕育剂起不到作用。
目前该公司使用的热风冲天炉前双联系的保温电炉为两台80 t电炉,铁水在其中保温时间很难保证不超过10~15 min,保温时间过长,造成目前铁水孕育效果下降。
再就是孕育温度。高温时孕育效果差,主要原因是:孕育后仍有较高的温度,则孕育后至铁水凝固的温差大,凝固时间长,前者导致铁水的过冷度增加,后者使孕育衰退加剧,从而削弱了孕育效果。采用浇注时的瞬时孕育工艺,需考虑浇注温度的高低,而该公司的浇注温度1 420 ℃以上,从理论上来说不利于提高瞬时孕育效果。
(4)孕育剂种类
资料显示:目前所用随流硅锆孕育剂并不能明显提高孕育效果,锆的主要作用在于减少铁水中的氮含量。这也是造成目前随流孕育效果不明显的原因之一。
4 结论
目前生产的WD615缸盖的铁水碳当量过高,高温静置时间过长,硫含量偏低,孕育剂孕育效果不明显,需要进一步试验及工艺改进,以提高铸铁材质。
ResearchofStreamInoculationProcessonWD615Cylinder
LI Yonggang1,DONG Zhipeng1,ZHANG Xinghe2
(1.Weichai Heavy Machinery Co.,Ltd.,Weifang Shandong 2611001,China;2.Weichai Power Co., Ltd.,Weifang Shandong 261001,China)
2014-09-09
李永刚(1979—),男,研究生学历,工程师,研究方向为铸造工艺开发的研究和铸造缺陷研究。E-mail:liyg@weichai.com。
猜你喜欢
柴油机设计与制造(2022年2期)2022-08-16
湖北农机化(2021年5期)2021-12-08
天津冶金(2021年3期)2021-06-28
装备环境工程(2020年2期)2020-03-23
北京汽车(2018年4期)2018-09-08
财会学习(2018年18期)2018-08-22
汽车工程师(2018年2期)2018-07-24
北京航空航天大学学报(2017年5期)2017-11-23
专用汽车(2016年8期)2016-03-01
山海经(2015年4期)2015-06-05